尺寸标注-柱塞套
机械加工精度设计任务书
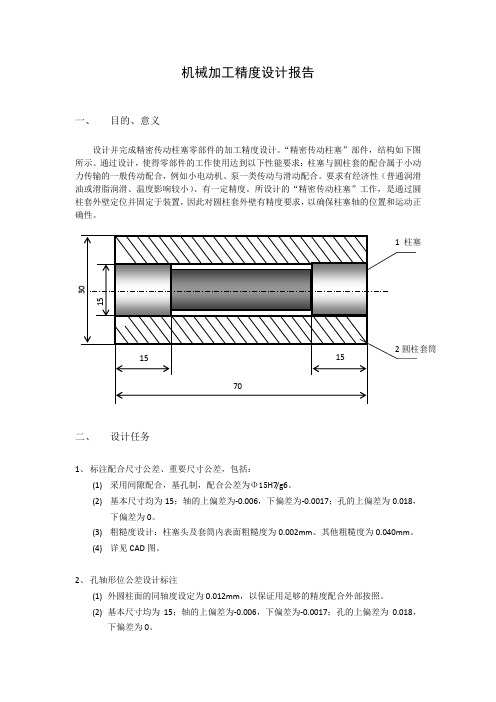
机械加工精度设计报告一、目的、意义设计并完成精密传动柱塞零部件的加工精度设计。
“精密传动柱塞”部件,结构如下图所示。
通过设计,使得零部件的工作使用达到以下性能要求:柱塞与圆柱套的配合属于小动力传输的一般传动配合,例如小电动机、泵一类传动与滑动配合。
要求有经济性(普通润滑油或滑脂润滑、温度影响较小)、有一定精度。
所设计的“精密传动柱塞”工作,是通过圆柱套外壁定位并固定于装置,因此对圆柱套外壁有精度要求,以确保柱塞轴的位置和运动正确性。
二、设计任务1、标注配合尺寸公差、重要尺寸公差,包括:(1)采用间隙配合,基孔制,配合公差为Φ15H7/g6。
(2)基本尺寸均为15;轴的上偏差为-0.006,下偏差为-0.0017;孔的上偏差为0.018,下偏差为0。
(3)粗糙度设计:柱塞头及套筒内表面粗糙度为0.002mm、其他粗糙度为0.040mm。
(4)详见CAD图。
2、孔轴形位公差设计标注(1)外圆柱面的同轴度设定为0.012mm,以保证用足够的精度配合外部按照。
(2)基本尺寸均为15;轴的上偏差为-0.006,下偏差为-0.0017;孔的上偏差为0.018,下偏差为0。
(3)柱塞头及套筒内表面粗糙度为0.002mm、其他粗糙度为0.040mm。
(4)轴颈的形位公差如图所示(5)其他非重要表面粗糙度如图所示。
3、思考对所提出的尺寸精度要求和形位精度要求,如何在加工过程中保证?如何在加工过程中控制或检测?鉴于此零部件为精密传动柱塞,零件本身对精度要求特别高,在加工时应注意留有足够的加工余量以保证精加工有足够余量。
在安装过程中应注意合理安装,避免因受力不均而导致加工过程的震荡、松动等缺陷导致零件加工精度下降。
在加工过程中,注意刀具的选择,防止因刀具的自身缺陷造成加工质量的低下。
车床本身精度只能达到0.02mm,在进行精加工以后,还要对零件进行抛光等超精密加工,以保证零件能适当的配合。
在加工过程中,应对工件定期测量尺寸,避免工件尺寸加工错误。
表面粗糙度标注方法

表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
“精密传动柱塞”精度设计报告

“精密传动柱塞”的精度设计报告学院机电工程学院专业年级班别 11(1)学号学生姓名2013 年 6 月 13 日目录一、目的、意义 (3)二、设计任务 (3)三、分析、设计 (4)四、设计结果 (6)五、说明与讨论 (8)六、参考文献 (9)一、目的、意义目的:1、学习并掌握公差与配合知识的应用;2、学习并掌握精度的控制与检验;3、学习工件的精度设计。
意义:精密传动柱塞设计需要运用《机械设计制造基础》和《画法几何与机械制图》等方面的知识,所以通过这次设计,能够让学生把所学的理论知识运用到实践,增强其实践能力和查阅资料的能力。
二、设计任务任务目标:设计并完成下图所示零部件的加工精度设计。
1.假设要求制造的“精密传动柱塞”部件,结构如上图所示。
通过设计,使得零部件的工作使用达到以下性能要求:(1)柱塞与圆柱套的配合属于小动力传输的一般传动配合,例如小电动机、泵一类传动与滑动配合。
(2)要求有经济性(普通润滑油或滑脂润滑、温度影响较小)。
(3)有一定精度。
2.假设所设计的“精密传动柱塞”工作,是通过圆柱套外壁定位并固定于装置,因此对圆柱套外壁有精度要求,以确保柱塞轴的位置和运动正确性。
任务要求:给出零件配合公差、尺寸公差、形状位置公差、表面粗糙度要求及技术要求等。
三、分析、设计1、制图此次精度设计采用CAD作图,运用机械制图的知识,配合计算机绘图辅助设计,完成对此次装配图、柱塞零件图和柱塞套筒零件图的绘制和标注。
2、尺寸公差设计(1)柱塞和柱塞套筒的配合属于小动力传输的一般传动配合,如小电动机、泵一类传动与滑动配合,所以在此选择间隙配合。
(2)由于无专门要求,故采用基孔制。
(3)查《机械设计基础课程设计指导书》表17.6,尺寸1~500mm基孔制常用和优先配合的特征及应用举例,按一般转速,采用一般间隙,考虑一定精度和加工经济性H8/f7(4)根据公差表,求出极限偏差并标注:孔Φ10 H8基本尺寸10mm,公差等级IT8,标准公差0.027mm,ES=0.027 mm,EI=0 mm;轴Φ10f7基本尺寸10mm,公差等级为IT7,标准公差为0.018 mm,ES=-0.016mm,EI=-0.034 mm;套筒大径Φ20h8基本尺寸20mm,公差等级为IT8,标准公差为0.033 mm,ES=0 mm,EI=-0.033 mm。
角度尺寸的极限偏差数值
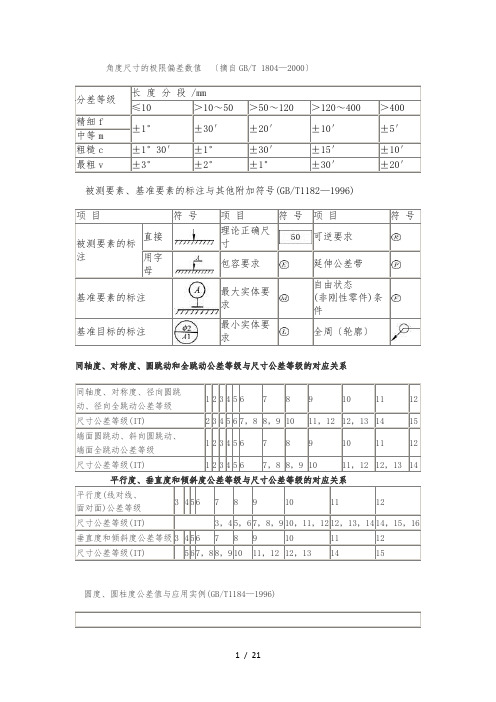
角度尺寸的极限偏差数值 〔摘自GB/T 1804—2000〕被测要素、基准要素的标注与其他附加符号(GB/T1182—1996)理论正确尺寸可逆要求包容要求延伸公差带最大实体要求自由状态(件最小实体要求全周〔轮廓〕同轴度、对称度、圆跳动和全跳动公差等级与尺寸公差等级的对应关系圆度、圆柱度公差值与应用实例(GB/T1184—1996)直线度、平面度公差值与应用举例(GB/T1184—1996)未注形位公差的公差值(GB/T1184—1996) 〔mm〕注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
形位公差特征的符号(GB/T1182—1996)基准要求基准要求无有有无有有或无无有线轮廓度有或无有有面轮廓度有或无有形位公差的定义(GB/T1182—1996)目直线度公差在给定平面,公差带是距离为公差值t的两平行直线之间的区域被测外表的要素,必须位于平行于图样所示投影面且距离为公差值0.1的两平行直线在给定方向上公差带是距离为公差值t的两平行平面之间的区域被测圆柱面的任一素线必须位于距离为公差值0.1的两平行平面之平面度公差公差带是距离为公差值t的两平行平面之间的区域被测外表必须位于距离为公差值0.08的两平行平面圆度公差公差带是在同一正截面上,半径差为公差值t的两同心圆之间的区域被测圆柱面任一正截面的圆周必须位于半径差为公差值0.03的两同心圆之间被测圆锥面任一正截面上的圆周必须位于半径差为公差值0.1的两同心圆之间圆柱度公差公差带是半径差为公差值t的两同轴圆柱面之间的区域被测圆柱面必须位于半径差为0.1的两同轴圆柱面之间d=t无基准要求的线轮廓度公差见图a 有基准要求的线轮廓度公差见图b面轮廓度公差公差带是包络一系列直径为公差值t的球的两包络面之间的区域,诸球的球心应位于具有理论正确几何形状的面上d=t无基准要求的面轮廓度公差见图a有基准要求的面轮廓度公差见图b被测轮廓面必须位于包络一系列球的两包络面之间,诸球的直径为公差值0.02,且球心位于具有理论正确几何形状的面上的两包络面之间被测轴线必须位于距离为公差值0.2,且在给定方向上平行于基准轴线的两个平等平面之间公差带是两对相互垂直的距离为t1和t2,且平行于基准线的两平行平面之间的区域被测轴线必须位于距离分别为公差值0.2和0.1的在给定的互相垂直方向上且平行于基准轴线的两组平行平面之间公差带是距离为公差值t,且平行于基准平面的两平行平面之间的区域被测轴线必须位于距离为公差值0.01,且平行于基准外表B〔基准平面〕的两平行平面之间公差带是距离为公关值t,且平行于基准线的两平行平面之间的区域被测外表必须位于距离为公差值0.1,且平行于基准线C〔基准轴线〕的两平行平面之间面对面平行度公差公差带是距离为公差值t,且平等于基准面的两平行平面之间的区域被测外表必须位于距离为公差值0.01,且平行于基准外表D〔基准平面〕的两平行平面之间垂直度公差公差带是距离为公差值t,且垂直于基准线的两平行平面之间的区域被测轴线必须位于距离为公差值0.06,且垂直于基准线A〔基准轴线〕的两平行平面之间线对面垂直度公差在给定方向上,公差带是距离为公差值t且垂直于基准面的两平行平面之间的区域在给定方向上被测轴线必须位于距离为公差值0.1,且垂直于基准外表A的两平行平面之间公差带分别是互相垂直的距离为t1和t2且垂直于基准面的两对平行平面之间的区域被测轴线必须位于距离分别为公差值0.2和0.1的互相垂直且垂直于基准平面的两对平行平面之间差值t,且垂直于基准面的圆柱面的区域直于基准面A(基准平面)的圆柱面公差带是距离为公差值t,且垂直于基准线的两平行平面之间的区域被测面必须位于距离为公差值0.08,且垂直于基准线A〔基准轴线〕的两平行平面之间面对面垂直度公差公差带是距离为公差值t,且垂直于基准面的两平行平面之间的区域被测面必须位于距离为公差值0.08且垂直于基准平面A的两平行平面之间倾斜度公差线对线倾斜度公差被测线和基准线在同一平面,公差带是距离为公差值t,且与基准线成一给定角度的两平行平面之间的区域被测轴线必须位于距离为公差值0.08,且与A—B公共基准线成一理论正确角度的两平行平面之间离为公差值t,且与基准成一给定角度的两平行平面之间的区域。
机械制图 第8章
8.2.3 零件图的尺寸标注
四、尺寸标注要便于加工
(2)内部尺寸和外部尺寸应分类标注
为了便于读图,内部尺寸和外部尺寸应分开两边各自集中标注,如图8.16
所示。
图8.16 内部尺寸和外部尺寸的标注
8.2.3 零件图的尺寸标注
四、尺寸标注要便于加工
(3)按加工方法标注
如图8.17所示的轴瓦,加工时上、下轴瓦要合起来镗孔,故应标注直径Ф
(a)
(b)
图8.9
8.2.2 零件上常见的工艺结构
二、机加工工艺结构
(2)退刀槽和越程槽 为了在切削加工中便于退刀而不致损坏刀具,以及零件在装配时能与相邻
零件定位可靠,通常在零件加工面的轴肩处车出退刀槽或越程槽,它们的形状
及标注如图8.9(b)所示。
(a) (b)
图8.9
8.2.2 零件上常见的工艺结构
设计基准和工艺基准最好能够重合,这样既可满足设计要求,又可便 于加工测量。 (2)工艺基准
零件在加工或测量时所要
求的基准,称为工艺基准,如 图8.12的主视图所示,以凸台 的顶面为基准测量螺孔的深度 比较方便。
图8.12
8.2.3 零件图的尺寸标注
二、重要的尺寸直接注出
图8.13
8.2.3 零件图的尺寸标注
8.3 轴套类零件
轴套类零件包括各种轴、丝杆、套筒等,一般结构比 较简单,常用于支承传动件和传递动力,实现回转运动。
8.3.1 齿轮轴的结构特点及其表达方法
图8.19 齿轮轴零件图
8.3.1 齿轮轴的结构特点及其表达方法
一、结构特点 轴套类零件由同一轴线上不同直径的圆柱体或圆锥体构成,轴向长 度远远大于径向尺寸,如图8.19所示的齿轮轴。该零件设计了齿轮部分、 轴肩、键槽、退刀槽、螺纹和倒角,没有设计内部结构。 二、表达方案 (1)轴类零件通常在车床上加工,为了加工读图方便,一般主视图按加 工位置摆放,将轴线水平放置作为主视的方向; (2)采用局部剖视图,表达齿轮部分的分度圆和齿根圆;
工程制图第11章装配

第十一章 装 配 图
1. 装配图的作用与内容
2. 装配图的表达方法
3. 装配图的视图选择
4. 装配图的尺寸标注、零件编号和明细栏
5. 装配结构的合理性
6. 画装配图的方法和步骤
7. 装配图的读图方法和拆画零件图
机器和部件都是由若干个零件按一定装配关系和技术要求装配起来的。 装配图——就是表达产品及其组成部分的联接装配关系的图样。
弄懂各零件的结构形状。
读装配图是工程技术人员必备的一种能力,在设计、装配、安装、调试以及进行技术交流时,都要读装配图。
一、看装配图的步骤和方法
以齿轮油泵为例:
看标题栏并参阅有关资料,了解部件的 名称、用途和使用 性能。
01
看零件编号和明细栏,了解零件的名称、 数量和它在图中的位置。
端盖和泵体
用螺钉连接,用销钉准 确定位。
填料压盖与泵体
用螺柱连接。
齿轮的轴向定位
靠齿轮端面与泵体内腔底面及端盖内侧面接触而定位。
③密封装置
为了防止漏油及灰尘、水分进入泵体内影响齿轮传动,在主动齿轮轴的伸出端设有密封装置。
1
端盖与泵体之间有垫片。
2
垫片的另一个作用是调整齿轮的轴向间隙。
④装拆顺序
零件图—阀盖
返回
⒉ 分析部件的工作原理
出油口
进油口
当主动齿轮逆时针转动,从动齿轮顺时针转动时,齿轮啮合区右边的压力降低,油池中的油在大气压力下,从进油口进入泵腔内。
随着齿轮的转动,齿槽中的油不断沿箭头方向被轮齿带到左边,高压油从出油口送到输油系统。
⒊ 分析零件间的装配关系和部件结构 ① 配合关系
薄垫片的厚度、小间隙等可适当夸大画出。
圆角不画
表面粗糙度等级对照表
1级Ra值没有大于\μm=100表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工的表面,如细车、细刨、切断等表面,用细镗刀战细砂轮等加工的表面,普遍很少采与2级Ra值没有大于\μm=25、50表面情景=明隐可睹的刀痕加工要领=细车、镗、刨、钻应用举例=细加工后的表面,焊交前的焊缝、细钻孔壁等3级Ra值没有大于\μm=12.5表面情景=可睹刀痕加工要领=细车、刨、铣、钻应用举例=普遍非分离表面,如轴的端里、倒角、齿轮及皮戴轮的正里、键槽的非处事表面,减沉孔眼表面4级Ra值没有大于\μm=6.3表面情景=可睹加工痕迹加工要领=车、镗、刨、钻、铣、锉、磨、细铰、铣齿应用举例=没有要害整件的协共表面,如维持、收架、中壳、衬套、轴、盖等的端里.紧固件的自由表面,紧固件通孔的表面,内、中花键的非放心表面,没有动做计量基准的齿轮顶圈圆表面等5级Ra值没有大于\μm=3.2表面情景=微睹加工痕迹加工要领=车、镗、刨、铣、刮1~2面/cm^2、推、磨、锉、滚压、铣齿应用举例=战其余整件连交没有产生协共的表面,如箱体、中壳、端盖等整件的端里.央供有放心及协共个性的牢固收启里如放心的轴间,键战键槽的处事表面.没有要害的紧固螺纹的表面.需要滚花或者氧化处理的表面6级Ra值没有大于\μm=1.6表面情景=瞅没有浑加工痕迹加工要领=车、镗、刨、铣、铰、推、磨、滚压、刮1~2面/cm^2铣齿应用举例=拆置曲径超出80mm的G级轴启的中壳孔,一般细度齿轮的齿里,定位销孔,V型戴轮的表面,中径放心的内花键中径,轴启盖的定核心凸肩表面7级Ra值没有大于\μm=0.8表面情景=可辨加工痕迹的目标加工要领=车、镗、推、磨、坐铣、刮3~10面/cm^2、滚压应用举例=央供包管放心及协共个性的表面,如锥销与圆柱销的表面,与G级细度滑动轴启相协共的轴径战中壳孔,中速转化的轴径,曲径超出80mm的E、D级滑动轴启协共的轴径及中壳孔,内、中花键的放心内径,中花键键侧及放心中径,过盈协共IT7级的孔(H7),间隙协共IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值没有大于\μm=0.4表面情景=微辨加工痕迹的目标加工要领=铰、磨、镗、推、刮3~10面/cm^2、滚压应用举例=央供少暂脆持协共本量宁静的协共表面,IT7级的轴、孔协共表面,细度较下的齿轮表面,受变应力效率的要害整件,与曲径小于80mm的E、D级轴启协共的轴径表面、与橡胶稀启件交触的轴的表面,尺寸大于120mm的IT13~IT16级孔战轴用量规的丈量表面9级Ra值没有大于\μm=0.2表面情景=没有成辨加工痕迹的目标加工要领=布轮磨、磨、研磨、超等加工应用举例=处事时受变应力效率的要害整件的表面.包管整件的疲倦强度、防腐性战耐暂性,并正在处事时没有损害协共本量的表面,如轴径表面、央供气稀的表面战收启表面,圆锥放心表面等.IT5、IT6级协共表面、下细度齿轮的表面,与G级滑动轴启协共的轴径表面,尺寸大于315mm的IT7~IT9级级孔战轴用量规级尺寸大于120~315mm的IT10~IT12级孔战轴用量规的丈量表面等10级Ra值没有大于\μm=0.1表面情景=暗光芒里加工要领=超等加工应用举例=处事时启受较大变应力效率的要害整件的表面.包管细决放心的锥体表面.液压传动用的孔表面.汽缸套的内表面,活塞销的中表面,仪器导轨里,阀的处事里.尺寸小于120mm的IT10~IT12级孔战轴用量规丈量里等11级Ra值没有大于\μm=0.05表面情景=明光芒里加工要领=超等加工应用举例=包管下度气稀性的交合表面,如活塞、柱塞战汽缸内表面,摩揩离合器的摩揩表面.对于共轴度有透彻央供的孔战轴.滑动导轨中的钢球或者滚子战下速摩揩的处事表面12级Ra值没有大于\μm=0.025表面情景=镜里光芒里加工要领=超等加工应用举例=下压柱塞泵中柱塞战柱塞套的协共表面,中等细度仪器整件协共表面,尺寸大于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用战孔用量规丈量表面13级Ra值没有大于\μm=0.012表面情景=雾状镜里加工要领=超等加工应用举例=仪器的丈量表面战协共表面,尺寸超出100mm 的块规处事里14级Ra值没有大于\μm=0.0063表面情景=雾状表面加工要领=超等加工应用举例=块规的处事表面,下细度丈量仪器的丈量里,下细度仪器摩揩机构的收启表面。
机械制图:零件工作图
2.工艺基准——是在加工或测量 时确定零件位置的一些面、线或点。
因为基准是每个方向尺寸的起点, 所以,在三个方向(长、宽、高)都应有 基准。这 基准一般称为主要基准。除 主要基准外的基准都称为辅助基准。主 要基准与辅助基准之间应有尺寸联系。
形位公差名称及符号公差特征项目符号公差特征项目符号平行度平面度垂直度倾斜度圆柱度线轮廓度对称度位置度面轮廓度圆跳动全跳动圆柱任一素线的直线度误差不大于002轴线的直线度误差不大于004d圆度误差不大于003形位公差标注示例圆柱度误差不大于0005顶面对与底面a的不平行度误差不大于005圆柱轴线对于底面a的垂直度误差不大于01的轴线对于d的轴线的同轴度误差不大于001线的端面圆跳动不大于0015该滚轮零件所需的工艺要求有
C
13
0.125
40
0 -0.6
D
10:1
+0.16
14 -0.21
其余 6.3
4
+0.03 0
3 +0.03 0
B
3 +0.03 0
沉孔 5.5X60°
技术要求 热处理以及时效后HRC62~65
R0.2
制图 王光明 84.10.1 校核 向 中 84.10.4 (校名、 班号)
柱塞套 (图 号)
2:1 15Cr
当然,在标注尺寸时,最好是把设计基准和工 艺基准统一起来。这样,既能满足设计要求,又能 满足工艺要求。如两者不能统一时,应以保证设计 要求为主。
二、标注尺寸的形式 根据尺寸在图上的布置特点,标
注尺寸的形式有下列三种。 (一)链状法 (二)坐标法 (三)综合法
(一)链状法
关于零件加工公差的概念理解
关于零件加工公差的概念理解公差主要分为两种,一种是尺寸公差,一种是形位公差,其中形位公差又包括形状公差和位置公差。
(1)尺寸公差概念:允许尺寸的变动量,涉及到加工的精度,等于最大极限尺寸与最小极限尺寸之代数差的绝对值(尺寸公差带)。
基本偏差代号:用拉丁字母表示。
大写表示孔,小写表示轴。
公差带的代号由基本偏差代号与公差等级代号组成,如H7、f6。
在机械零件图纸中,可以标注极限偏差,上偏差放在基本尺寸的+0.039,也可以标注右上角,下偏差放在基本尺寸的右下角,如Φ130+0.014+0.039。
尺寸公差带代号,如:Φ130H6或者两者都标注Φ130 G6+0.014标准公差IT(ISO Tolerance):是国标规定的,用以确定公差带大小的任一公差值。
它等于公差等级系数和公差单位的乘积。
即:IT=a*ia——公差等级系数,确定公差等级的参数。
I——计算公差的基本单位。
与基本尺寸呈一定的线性关系。
例如:基本尺寸为20mm,求IT6、IT7的公差值。
解:基本尺寸20mm,属于18~30mm,则D= √18X30=23.24mm,i=0.45X3√D+0.001XD=1.31μm查表的IT6的a为10,IT7的a为16即IT6=10 ×1.31μm=13.1μm≈13 μmIT7=16 ×1.31μm=20.96 μm ≈21 μm此为计算过程,也可以通过查询基本尺寸与标准公差等级表(如下表)进行查询得知,这种方法更便捷。
根据公差等级不同,国标规定标准公差分为20个等级,即IT01、IT0、IT1、IT2、…、IT18。
从IT01到IT18,等级依次降低,而相应的标准公差值依次增大。
标准公差等级越高,其基本尺寸对应的公差值越低,加工精度越高,加工难度及成本也越高。
下面这个表是IT公差等级表,可以根据基本尺寸与标准公差IT等级,查询公差值。
IT公差等级表例如:判断下列两个孔的精度高低+0.039(1)Φ20±0.010 (2)Φ130+0.014解:查上述表可知,(1)的公差为20,基本尺寸在18-30之间,在表内查询后得知为IT7等级;(2)的公差为25,在表内查询后得知为IT6等级。
第七章装配图
孔
G
H
JS J
K
基准孔
M
N
P
R
S
U T
m n p rs t
轴
ef
f
fg g
h
js k j
u
基孔制:aj ————nh一一般般形形成成过间渡隙配配合合
p—— zc 一般形成过盈配合
② 连接和固定方式
搞清零件之间用什么方式连接,零件 是怎样固定、定位旳。
端盖和泵体? 用螺钉连接,用销钉精拟定位。 填料压盖与泵体? 用螺柱连接。 齿轮旳轴向定位?
求旳表面,要注出尺寸旳公差带代号
或偏 差数值。
(4) 根据零件各表面旳作用和工作要求,注出 表面粗糙度代号。
① 配合表面: Ra值取3.2~0.8,公差等级高 旳Ra取较小值。
② 接触面: Ra值取6.3~3.2,如零件旳定位 底面Ra可取3.2,一般端面可取6.3等。
③ 需加工旳自由表面(不与其他零件接触 旳表面): Ra值可取25~12.5,如螺栓 孔等。
⒊ 原则件和实心件按不剖画
两面接触
两面不配合 两面配合
二、特殊画法
⒈ 沿零件结合面旳剖切画法
假想沿某些零件旳结合面剖切,绘出其图 形,以体现装配体内部零件间旳装配情况。
沿轴承盖与 轴承座旳结合面 剖开,拆去上面 部分,以体现轴 瓦与轴承座旳装 配情况。
例如减速器俯视图,(结合面不画剖面线)。
⒉ 假想画法 与本装配体有关但不属于本装配体旳
7.7装配图旳读图措施和拆画零件图
读装配图是工程技术人员必备旳一种能 力,在设计、装配、安装、调试以及进行技 术交流时,都要读装配图。 读装配图旳要求:
了解部件旳功用、使用性能和工作原理。