(精编)计数型(通止规)MSA测量系统分析
msa测量系统分析

msa测量系统分析MSA测量系统分析随着科技的不断发展和应用,测量系统在各个领域都起着至关重要的作用。
而为了确保测量结果的准确性和可靠性,我们需要对测量系统进行全面的分析和评估。
这就是测量系统分析(Measurement System Analysis,简称MSA)的目的所在。
本文将从理论、方法和实践等方面综述MSA的重要性和应用。
一、概述测量系统是实现测量目的的一套工具、设备和操作程序的集合,它可以对特定的量进行测量和分析。
测量系统分析是指对测量系统的各种因素进行评估和分析,以确保其满足预期的测量要求,并且可以提供准确可靠的测量结果。
二、MSA的重要性一个可靠的测量系统对于各个行业和领域都至关重要。
无论是在制造业、医疗保健、环境监测还是科学研究中,如果测量系统存在问题或者误差较大,将会导致错误的决策和不可靠的结果。
因此,MSA成为了保证测量系统准确性和可靠性的重要手段。
三、MSA的方法1. 重复性和再现性分析重复性是指在相同条件下,同一测量员对同一物体进行多次测量时得到的测量值的一致性。
再现性是指在不同条件下,不同测量员对同一物体进行测量时得到的测量值的一致性。
通过对重复性和再现性的分析,可以评估测量系统的稳定性和可靠性。
2. 偏倚分析偏倚是指测量结果与真实值之间的差异。
通过对偏倚进行分析,可以确定测量系统是否存在系统性误差,并对其进行校正和调整。
3. 线性度和稳定性分析线性度是指测量系统对于不同测量范围内的样本是否呈现线性关系。
稳定性是指测量系统的输出值是否随时间的推移而发生变化。
线性度和稳定性的分析可以帮助我们了解测量系统的工作状态,并进行相应的调整。
4. 分类和排序分析对于某些特定的测量系统,如视觉检测和图像识别系统,我们可以通过分类和排序分析来评估其性能和可靠性。
通过对样本的分类和排序,可以判断测量系统对于不同特征的判断准确程度。
四、MSA的实践MSA的实践需要依赖于科学的方法和工具,同时也需要结合具体的领域和应用情况。
(精品)计数型(通止规)MSA测量系统分析
A-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 0 1 0 1 1 0 1 0
B
总计
Po=
C与基准判断交叉表
C
总计
Po=
Kappa
来源 总受检数 符合的 错误地否定 错误地肯定 混合的 95%置信上限 计算得分 95%置信下限
总受检数 一致数 95%置信上限 计算得分 95%置信下限
注意: 1) 评价人自己在所有试验上都一致 2)评价人在所有试验上都与基准一致 3) 所有评价人自己保持一致,两两间一致 4)所有评价人自己和两两间一致并且于基 5) UCI和LCI分别是上、下置信区间边界线
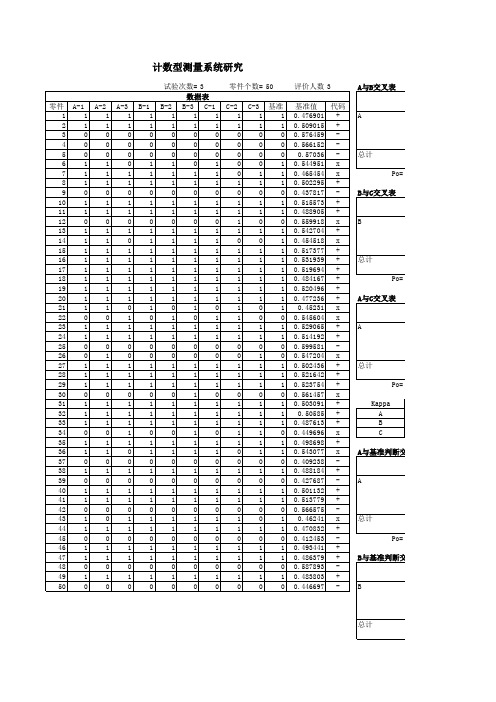
计数型测量系统研究
零件 1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
零件个数= 50
C-2 C-3 基准 111 111 000 000 000 001 011 111 000 111 111 100 111 001 111 111 111 111 111 111 101 100 111 111 000 010 111 111 111 000 111 111 111 110 111 011 000 111 000 111 111 000 101 111 000 111 111 000 111 000
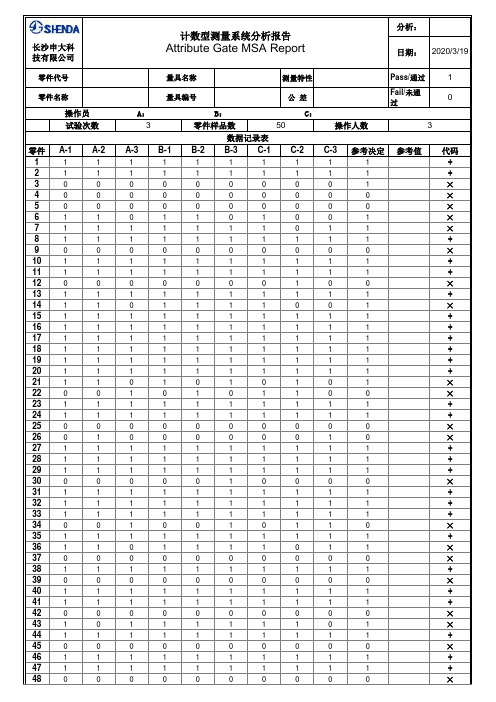
计数型MSA测量系统分析报告
D
D
A
C
D
D
D
D
D
B
C
A
A
A
D
D
D
A
A
A
D
D
D
D
D
D
A
A
A
D
C
B
D
D
D
A
A
A
D
D
D
D
D
D
A
A
A
D
D
D
D
D
D
D
D
D
A
A
A
A
A
A
A
A
A
1
0
3
0
1
分析用表格
A﹡参考
B﹡参考
1
2
3
1
2
3
D
DDDDD NhomakorabeaD
D
D
D
D
D
B
B
B
B
B
B
A
A
A
A
A
A
A
A
A
A
A
A
D
D
B
D
D
B
D
D
D
D
D
D
D
D
D
D
D
D
A
A
A
A
A
A
D
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
MSA量测系统分析

11
1
基准值
基准值
在测量范围全领域具有常数倍数的偏倚. / 虽有偏倚但是因为大小一定所以可以容易调整.
线性(Linearity)的分析
① 线性不好的情况 – 测量范围全领域偏倚(正确度)不一定的情况 无法矫正.
基准值 测定平均 偏倚
2
1
-1
4
3.5 -0.5
偏
倚
6
6
0
8
8.5
0.5
10
11
1
基准值
製程變異对比5~10%不到
製程變異对比10% 以上
措施 很适合 : 无改善的必要 适合 : 几乎不需要改善 一般 : 一部分需要改善 差 : 需要改善
③ 线性(Linearity)差时需要考虑的事项:
•调查量具测量范围中上部或下部的刻度是否合适 •检验基准值是否正确 •检验测量位置是否正确 •检验测量者是否正确的使用了仪器 •检验量具磨损与否 •检验量具校准与否 •调查量具本身内部设计问题
USL 真值
测定值
真值
☞ Gage通常是在操作范围的下限 (或者规格值)比上限它的正确度 差.
正确度偏差大
正确度偏差小
什么是精密度(Precision) ?
什么是重复性(Repeatability) ?
☞ 一名测量者对同样的部品用 同样的仪器对同样的特性在比较短的 时间内反复测量时所发生的测量值的 变異
Minitab 分析结果 Graph 解释
“在全体散布中 R&R 所占的比重是否充分小? ”
Gage R&R, Repeat,Reprod.的高度越接近 0 越好。
“作业者别重复量测值是否稳定?”
注意 !!! 要是超过R Chart的界限,就得调查其原因, 并重新量测。
MSA测量系统分析报告
MSA测量系统分析报告1. 引言测量系统分析(Measurement System Analysis,简称MSA)是指对用于测量和判断产品性能或特征的测量设备和方法进行评估和分析的过程。
MSA的目标是确认测量系统的可靠性和准确性,以确保其能提供可靠且准确的测量结果。
本报告将对某一特定的MSA测量系统进行分析,并评估其性能和准确性。
2. 测量系统描述2.1 测量系统的目的和背景该测量系统用于检测某一机械零件的尺寸。
此测量系统的目的在于确保机械零件的尺寸符合规定的标准要求,以确保零件的质量和性能。
2.2 测量设备描述该测量系统使用一台数字卡尺作为测量设备,该卡尺具有高精度和快速测量的特点。
卡尺具有显示屏和刻度尺,可以直接读取并显示测量结果。
3. 数据收集与分析为了评估测量系统的准确性和可靠性,我们采集了一组样本进行测量。
每个样本由同一机械零件的尺寸组成,共采集了50个样本。
我们使用卡尺对每个样本进行了三次重复测量,并记录下每次测量的结果。
下表是我们采集的样本数据:样本编号测量1 (mm) 测量2 (mm) 测量3 (mm)1 25.02 25.03 25.042 24.99 25.00 25.013 25.01 24.99 25.00…………50 24.98 24.97 24.993.1 重复性分析重复性是指在相同的测量条件下,重复测量的结果是否一致。
为了评估测量系统的重复性,我们计算了每个样本的测量值之间的标准偏差(Standard Deviation, SD)。
标准偏差越小,说明测量系统的重复性越好。
下图是测量值的标准偏差的概率分布图:Sample | Standard Deviation (mm)-------|-------------------1 | 0.012 | 0.023 | 0.01... | ...50 | 0.01从概率分布图中可以看出,大多数样本的标准偏差都在0.01mm左右,说明测量系统的重复性非常好。
测量系统分析(MSA)(DOC 4页)
测量系统分析(MSA)(DOC 4页)部门: xxx时间: xxx整理范文,仅供参考,可下载自行编辑测量系统分析(MSA)第一章通用测量系统指南第一节引言、目的和术语一.引言1.测量数据的作用:①测量数据和统计量与过程统计控制限值进行比较,确定过程是否调整。
②确定每个变量间是否存在函数关系。
2.测量数据的质量:①测量值与特性标准值“接近”——质量“高”。
测量值远离特性标准值——质量“低”。
②数据质量好坏的表现a.偏倚——指数据相对标准值的位置。
b.方差——指数据的分布。
二.目的:为评定测量系统提供可选择的方法三.术语1.量具——任何用来获得测量结果的装置:包括用来测量合格不合格的装置。
2.测量系统——用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合。
3.测量过程——赋值的过程。
第二节测量系统的统计特性一.测量系统必须处于统计过程中。
二.测量系统变异小于制造过程变异。
三.变异应小于公差。
四.测量精度应高于过程变异和公差。
五.测量系统统计特性可能随被测项目改变而变形。
第三节标准一.分类最高标准——国家标准。
第一级标准——国家标准传递到下一级的标准。
第二级标准——第一级标准传递到下一级的标准。
工作标准——用来校准生产设备中建立的测量系统。
(也称生产标准)。
标准追溯性——通过一个不间断的比较链,可将单个测量结果与国家标准相联系。
二.使用:可追溯标准的使用有助于减少生产者和顾客间测量结果不一致时产生的矛盾。
第四节通用指南一.测量系统的评定步骤1.第一步:验证该测量系统在测量正确的变量。
2.第二步:确定该测量系统应具备什么样可接受的统计特性。
二.测量系统的评定1.第一阶段:了解测量过程,确定系统能否满足需要,有两个目的:①确定该系统是否具有所需要的统计特性。
应在实际使用该系统之前进行。
②确定对系统有显著影响的环境因素。
2.第二阶段:验证测量系统应持续具有恰当的统计特性。
常用“量具R和R平均值”形式。
MSA计数型测量系统分析指导书
5
10
93% 97% 90% 93% 97% 90%
84% 90% 80% 84% 90% 80%
71% 78% 66% 71% 78% 66%
来源 总受检数 符合的 错误的拒收(由于评价人偏移造成的拒收) 错误的接受(由于评价人偏移造成的接受) 不相配 95%上限 计算得分 95%下限
系统有效结果%
见表1
JT/C-7.6J-004
表1-计数型研究数据表
零 A- A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 参 参考值 代
件1
考
码
1 1 1 1 1 1 1 1 1 1 1 0.476 901 2 1 1 1 1 1 1 1 1 1 1 0.509015 3 0 0 0 0 0 0 0 0 0 0 0.576459 - 4 0 0 0 0 0 0 0 0 0 0 0.566152 - 5 0 0 0 0 0 0 0 0 0 0 0.57036 - 6 1 1 0 1 1 0 1 0 0 1 0.544 951 7 1 1 1 1 1 1 1 1 1 1 0.465454 8 1 1 1 1 1 1 1 1 1 1 0.502295 9 0 0 0 0 0 0 0 0 0 0 0.437817 - 10 1 1 1 1 1 1 1 1 1 1 0.515573 11 1 1 1 1 1 1 1 1 1 1 0.488905 12 0 0 0 0 0 0 0 0 0 0 0.559918 13 1 1 1 1 1 1 1 1 1 1 0.542704 14 1 1 0 1 1 1 1 0 0 1 0.454518 15 1 1 1 1 1 1 1 1 1 1 0.517377 16 1 1 1 1 1 1 1 1 1 1 0.531939 17 1 1 1 1 1 1 1 1 1 1 0.519694 18 1 1 1 1 1 1 1 1 1 1 0.484167 19 1 1 1 1 1 1 1 1 1 1 0.520496 20 1 1 1 1 1 1 1 1 1 1 0.477236 21 1 1 0 1 0 1 0 1 0 1 0.452310 22 0 0 1 0 1 0 1 0 1 0 0.545604 23 1 1 1 1 1 1 1 1 1 1 0.529065 24 1 1 1 1 1 1 1 1 1 1 0.514192 25 0 0 0 0 0 0 0 0 0 0 0.599581 - 26 0 1 0 0 0 0 0 0 1 0 0.547204 27 1 1 1 1 1 1 1 1 1 1 0.502436 28 1 1 1 1 1 1 1 1 1 1 0.521642 29 1 1 1 1 1 1 1 1 1 1 0.523754
MSA测量系统分析(PPT116页)
24
3.1再现性不好的可能潜在原因
➢ 零件(样品)之间:使用同样的仪器、同样的操作者 和方法时,当测量零件的类型为A,B,C时的均值差。
➢ 仪器之间:同样的零件、操作者、和环境,使用仪 器A,B,C等的均值差
➢ 标准之间:测量过程中不同的设定标准的平均影响 ➢ 方法之间:改变点密度,手动与自动系统相比,零
■测量零件后: 1)确定零件是否可接受(在公差内)或不可接受 (在公差外)。 2)零件进行规定的分类
变异性。是指数据的分布。
位置 (Location )
宽度 (Width )
10
4.1低质量数据的原因和影响
■低质量数据的普遍原因之一是变差太大 ■一组数据中的变差多是由于测量系统及其环境的相
互作用造成的。 ■如果相互作用产生的变差过大,那么数据的质量会
太低,从而造成测量数据无法利用。如:具有较大 变差的测量系统可能不适合用于分析制造过程,因 为测量系统的变差可能掩盖制造过程的变差。
➢ 仪器设计或方法缺乏稳定
性;
➢ 应用了错误的量具;
➢ 不同的测量方法—设置、安装、夹紧、技术;
➢ 量具或零件随零件尺寸变化、变形;
➢ 环境影响—温度、湿度、震动、清洁度;
➢ 其它—零件尺寸、位置、操作者技能、疲劳、读错。
28
5.稳定性(Stability)
稳定性
是测量系统在某持续时间内测 量同一基准或零件的单一特性 时获得的测量值总变差。
➢ 违背研究中的假定 ➢ 仪器设计或方法缺乏稳健性 ➢ 操作者训练效果 ➢ 应用─零件尺寸、位置、观察误差(易读性、视差)
26
4.线性(Linearity)
在量具正常工作量程内的偏倚变化量 多个独立的偏倚误差在量具工作量程内的关系 是测量系统的系统误差构成
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件 个数= 50
C-2 C-3 基准 111 111 000 000 000 001 011 111 000 111 111 100 111 001 111 111 111 111 111 111 101 100 111 111 000 010 111 111 111 000 111 111 111 110 111
0.45231 x 0.545604 x 0.529065 + 0.514192 + 0.599581 0.547204 x 0.502436 + 0.521642 + 0.523754 + 0.561457 x 0.503091 +
0.50585 + 0.487613 + 0.449696 x 0.498698 +
A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1
A-3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 1 1
B-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1
注意: 1) 评价人自 己在所有试验 上都一致 2)评价人在 所有试验上都 与基准一致 3) 所有评价 人自己保持一 致,两两间一 致 4)所有评价 人自己和两两 间一致并且于 基准一致 5) UCI和LCI 分别是上、下 置信区间边界 线
A B C
0 1
0.94
计算 期望的计算 计算 期望的计算 计算 期望的计算
很好
评价人 A 50 42
% 评价人 1 评价人 B
50 45
92.83% 0.84
70.89%
96.67% 0.9
78.19%
评价人 C 50 40
89.97% 0.8
66.28%
显著性水平= 0.05 得分与计数 2
评价人 A 评价人 B 评价人 C
50
50
50
42
45
40
0
0
0
0
0
0
8
5
10
92.83%
96.67%
89.97%
0.84
0.9
0.8
70.89%
78.19%
66.28%
系统有效得分 3 50 39
0.884734154 0.78
0.640388012
系统有效得分与计数 4 50 39
0.884734154 0.78
0.640388012
有效性
漏发警报比例
误发警报比例
0.84 可接受边缘 0.9 可接受 0.8 可接受边缘
8
92
34
66
51
99
51
99
kappa= 0.776119403
总计
50 50 100 100 150 150
A 0.862944162 0.776119403
很好 很好
B 0.862944162
0.788007268
很好 -
很好
C 0.776119403 0.788007268
-
很好 很好
-
Pr(不合格 |
0.0625 0.0625
0.125
不可接受 不可接受 不可接受
0.049019608 可接受 0.019607843 可接受 0.088235294 可接受边缘
评价人数 3
基准值 代码 0.476901 + 0.509015 + 0.576459 0.566152 -
0.57036 0.544951 x 0.465454 x 0.502295 + 0.437817 0.515573 + 0.488905 + 0.559918 x 0.542704 + 0.454518 x 0.517377 + 0.531939 + 0.519694 + 0.484167 + 0.520496 + 0.477236 +
基准
0
1
总计
0
计算
45
2
47
期望的计算
15.04
31.96
47
1
计算
3
100
103
期望的计算
计算
期望的计算
0.966666667
Pe= 0.5672
32.96
70.04
103
48
102
150
48
102
150
kappa= 0.922982132
0 1
0.9
Pr(不合格 |
判不合格)= 0.026143618
基准
0
1
计算
42
9
期望的计算
16.32
34.68
计算
6
93
期望的计算
31.68
67.32
计算
48
102
期望的计算
48
102
Pe= 0.5576
kappa= 0.773960217
总计
51 51 99 99 150 150
A 0.878787879
很好
B 0.922982132
很好
C 0.773960217
Pe= 0.562222222
B
0
1
44
6
15.66666667 34.33333333
3
97
31.33333333 68.66666667
47
103
47
103
kappa= 0.862944162
总计
50 50 100 100 150 150
0
计算
期望的计算
1
计算
期望的计算
计算
期望的计算
0.906666667
47 1 1 1 1 1 1 1 1 1 1 0.486379 + 48 0 0 0 0 0 0 0 0 0 0 0.587893 49 1 1 1 1 1 1 1 1 1 1 0.483803 + 50 0 0 0 0 0 0 0 0 0 0 0.446697 -
A与B交叉表
A
总计 Po=
B与C交叉表
计数型测量系统研究
零件 1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
A-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1
36 1 1 0 1 1 1 1 0 1 1 0.543077 x 37 0 0 0 0 0 0 0 0 0 0 0.409238 38 1 1 1 1 1 1 1 1 1 1 0.488184 + 39 0 0 0 0 0 0 0 0 0 0 0.427687 40 1 1 1 1 1 1 1 1 1 1 0.501132 + 41 1 1 1 1 1 1 1 1 1 1 0.513779 + 42 0 0 0 0 0 0 0 0 0 0 0.566575 43 1 0 1 1 1 1 1 1 0 1 0.46241 x 44 1 1 1 1 1 1 1 1 1 1 0.470832 + 45 0 0 0 0 0 0 0 0 0 0 0.412453 46 1 1 1 1 1 1 1 1 1 1 0.493441 +
判不合格)= 0.049224841
基准
0
1
0
计算
45
5
期望的计算
16
34
1
计算
3
97
期望的计算
32
68
计算
48
102
期望的计算
48
102
0.946666667
Pe= 0.56
kappa= 0.878787879
总计
50 50 100 100 150 150
Pr(不合格 |
判不合格)= 0.114600328
B
总计 Po=
Байду номын сангаасA与C交叉表
A
总计 Po=
Kappa A B C
A与基准判断 交叉表
A
总计 Po=
B与基准判断 交叉表
B
总计
Po=
C与基准判断 交叉表
C
总计
Po=
Kappa
来源 总受检数 符合的 错误地否定 错误地肯定 混合的 95%置信上限 计算得分 95%置信下限
总受检数 一致数 95%置信上限 计算得分 95%置信下限
Pe= 0.559733333
C
0
1
42
5
15.98
31.02
9
94
35.02
67.98
51
99
51
99
kappa= 0.788007268
总计
47 47 103 103 150 150
0 1
0.9
计算 期望的计算 计算 期望的计算 计算 期望的计算
Pe= 0.553333333
C
0
1
43
7
17
33
试验 次数= 3
数据表 B-2 B-3 C-1
111 111 000 000 000 101 111 111 000 111 111 000 111 111 111 111 111 111 111 111 010 101 111 111 000 000 111 111 111 010 111 111 111 010 111