注塑pfmea实例
汽车大灯配光镜注塑过程PFMEA范例

FMEA编号:项目名称:大灯过程责任编制人:FMEA日期(编车型年/车辆类型:关键日FMEA日期(修页码:核心小开机潜在的失效模式及后果分析(过程FMEA)垃圾/颗粒(PZK002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳51.定期保养模具;2.车间增加湿度首件点检5100按照注塑开机标准作业书进行开机43448成形不足(PZK003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气41.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆首件点检360按照注塑开机标准作业书进行开机53345银光丝(PZZ001)外观缺陷导致报废51.注塑速度过快;2.热流道、螺杆温度过高;3.模温过高;4.螺杆、针阀逃料41.按照注塑工艺文件对生产工艺进行点检;2.定期保养清理热流道针阀;3.定期对机床螺杆进行保养;1.按照质量管理点对产品全数检查2.班组长每班定时巡检480无垃圾/颗粒(PZZ002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳;3.静电风机未开;4.机械手夹具太脏41.定期保养模具;2.车间增加湿度;3.静电风机点检;4.定期更换夹具夹片;1.按照质量管理点对产品全数检查2.班组长每班定时巡检696无成形不足(PZZ003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气31.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆;4.定期保养模温机,更换老化水道1.按照质量管理点对产品全数检查2.班组长每班定时巡检690无气斑(PZZ004)外观缺陷导致报废51.注塑速度过快;2.热流道温度过低;3.模具排气不良5按照注塑工艺文件对生产工艺进行点检;1.按照质量管理点对产品全数检查2.班组长每班定时巡检41001.模具分型面开排气槽; 2.启用压缩注塑功能534601-d-1开机1-d-2注塑设备故障设备导致产品无法生产51.螺杆加热系统损坏;2.安全保护装置失灵;3.锁模装置损坏;4.人为误操作损坏设备31.按照注塑开机标准作业书进行开机;2.定期对设备维护每天对设备进行设备点检230无1-d-3剪浇口破坏产品有效面外观,浇口修剪不平整外观缺陷造成报废4 1.操作人员手套不洁净;2.操作人员动作不规范;3.工具不良41.定期更换手套及操作工具;2.按照作业指导书进行操作;3.员工培训 1.按照质量管理点对产品全数检查2.班组长每班定时巡检464无污染产品表面外观缺陷造成报废3 1.操作人员手套不洁净;2.料车较脏21.定期更换手套;2.按照标准清洁料车班组长每班定时巡检424无产品有效面碰伤外观缺陷造成报废3 1.操作人员动作不规范;2.产品摆放不合理2 1.按照作业指导书进行操作;2.按照存放工艺卡放置产品;3.员工培训班组长每班定时巡检424无1e移至车间物流产品损坏导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无1f堆场存储表面尘点较多和产品混放导致产品报废,造成产品错装21.堆场混乱;2.堆场标识不清;3.堆场环境较差3对堆场进行目视化管理;增加清洁次数物流人员按标识拉取产品636无1g移至装配车间产品散落导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无标记处数标记日期1-d-4取放产品更改文件号签字日期处数更改文件号签字。
PFMEA(汽车产品塑胶件分析案例)
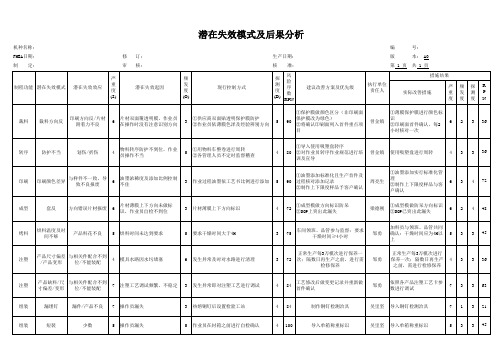
材料报废
出厂检验未管控到 位
CC
领料 错料
规格混淆
因标识不清导致部 份材料报废
SC
材料报告
3 8 8 192
核对领料单
1 21 2
无
寻找第二家供应商 做为备用
3
8
6 144
品管
无
生管
烘料温 度
烘料
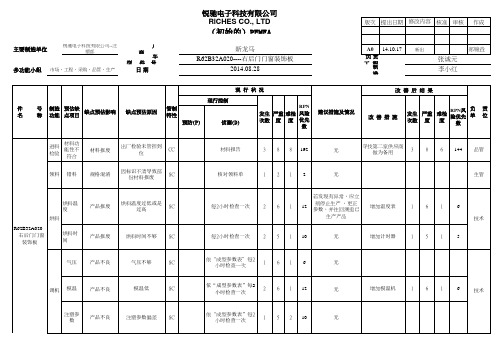
R62B32A020---右后门门窗
装饰板
烘料时 间
产品报废
烘料温度过低或是 过高
SC
产品报废
烘料时间不够 SC
主要制造单位
锐驰电子科技有限公司--注 塑部
多功能小组 市场、工程、采购、品管、生产
厂 商车 型 件号 日期
锐驰电子科技有限公司 RiCHES CO., LTD
(初始的)PFMEA
新龙马 R62B32A020----右后门门窗装饰板
2014.08.28
版次 提出日期 修改内容 核准 审核 作成
A0 14.10.17 新出
发生
严重
难检
RPN风 险优先
负 单
责 位
次数 度 度 数
尺寸
报废
1.注塑工艺参数 (模温、压力、射 速)调试不当。
3
8
2
48
由专门人员进行调 试,必要时进行培训 。
由专职技术员调试 并记录到成型参数 表,首未件对比测
量
2
8
1
16
2.读数错误
SC
首未件检 测
依“成型参数表” 每2小时检查一次
2 8 5 80
3 7 4 84 由专门人员负责保养 第一个岗位人员需 2
7
3
42
要对每个产品外观
完整实用的过程PFMEA实例(注塑企业)
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Preparation/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
பைடு நூலகம்
过程功能
Process function 要求
Imaging lens Dia.,
Dim 1: 5.78±0.03 Influence out of spec./镜头 assembly/影响装配
3
直径尺寸超规
Review PM mould
Order start
Production personnel instruction,
o
Wrong insert/嵌入错误
Contaminate the products/产品脏污
3
2. Store/仓库
Raw material handling not properly/原料仓库 管理不当
Influence optical function/影响光学 功
5
3.1 Perry
Not dry enough/湿 度控制不够
1
release
Dim check/尺
plan/订单开 寸确认
2
6
PM mould /点检 磨具
supervisor, incoming inspection WW26/生产主 optical inserts/人员回顾
时包装损坏
输
包装
并确认作业指导
ICY instruction/运输指 导书
ICY instruction/运输指 导书
印刷注塑PFMEA失效模式分析范例
机种名称: FMEA日期: 制 定:
修 订: 审 核:
严
频
制程功能 潜在失效模式 潜在失效效应
重 度
潜在失效起因
发 度
(S)
(O)
现行控制方式
生产日期:
核 准:
探 测 度
风 险 序 数
(D) RPN
建议改善方案及优先级
编
号:
版
本: A0
第1页 共1页
措施结果
执行单位 责任人
实际改善措施
3
75
车间领班、品管参与监督:要求 干燥时间≥4小时
邹勇
加料员与领班、品管共同 确认:干燥时间应为4H以 5 上
3
3 45
正常生产每3万模次进行保养一
正常生产每3万模次进行
3 72 次;隔数日再生产之前,进行需 邹勇 保养一次;隔数日再生产 4 3 3 36
检修保养
之前,需进行检修保养
注塑
产品缺料/尺 与相关件配合不到 寸偏差/变形 位/不能装配
识 ②印刷面首件确认,每2
6
2
3 36
目
小时核对一次
转序
防护不当
划伤/折伤
4
物料转序防护不到位,作业 员操作不当
5
①用物料车整卷进行周转 ②各管理人员不定时监督稽查
①导入使用吸塑盘转序 4 80 ②对作业员转序作业规范进行培 曾金镇 使用吸塑盘进行周转
训及宣导
4 3 3 36
印刷
印刷颜色差异
与样件不一致,导 致不良报废
4
72
①成型模做方向标识防呆 ②SOP上突出此漏失
梁德刚
①成型模做防呆方向标识 ②SOP已突出此漏失
PFMEA风险分析评估范例

产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检;备每日点检;产品型号/Product Model : / 关 键 日 期/ Key Date :2017年8月16 日 FMEA 日期 FEMA date :2017年8月16日 修 订revised by :2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检、上线前试产、设备每日点检专检验、上线前试产、设备每日点检产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,功能不良不能达到产品的使用效果,消费者投诉原材料不合格,导致产品品质不合格,达不到预期用途;1严格按照原料标准采购原材料,定期进行产品检测。
注塑PFMEA范本
1.制作参数参 照表;提高调 机员的技术水
平 2.经常性清洗 及更换模具配
件
7
2
3 42
5.3 首件确认
外观不良 产品尺寸超差
客户投诉,退货
4
客户投诉,退货
5
2
2 16
未按成型工艺参数表设定
按成型工艺参数表重新设定参数
2
3 30
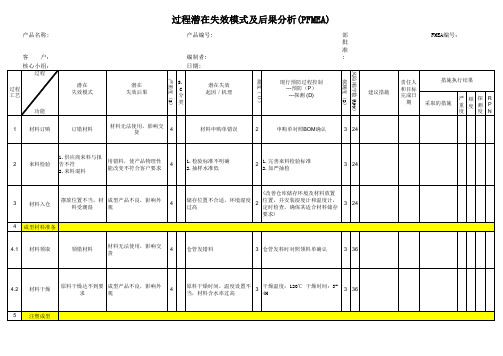
产品名称:
客 户: 核心小组:
过程 过程 工艺
功能
6 生产自检
潜在 失效模式
类
现行预防过程控制 ---预防(P) ---探测 (D)
过程责任部门:注塑 部 批 准 :
FMEA编号:
建议措施
责任人 和目标 完成日
期
措施执行结果
采取的措施
严频探 R 重度测 P 度 度N
客户投诉,退货
4
产品包装不合理
3
检讨包装书,并修正
3 36
产品名称:
客 户: 核心小组:
过程 过程 工艺
功能
1 材料订购
潜在 失效模式
订错材料
风险顺序数(RPN) 探测度(D)
频度(O)
严重度(S)
过程潜在失效模式及后果分析(PFMEA)
产品编号:
潜在 失效后果
编制者: 日期:
S. C 分
潜在失效 起因/机理
类
现行预防过程控制 ---预防(P) ---探测 (D)
3.锁模力不够,料温过高, 注射压力过大,保压时间过
长,保压压力过大 4.模温过低,注射速度过 3
快,注射压力过大 5.注射速度过快,注射压力
过大 6.保压时间不合理,注射压
力不合理(第二段) 7.原材料中含有一定阻燃
注塑产品_PFMEA案例

共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程
要求
潜在失效模式 潜在的失效后果
严
重 等 潜在的失效原因/
度级
机理
S
控制预防
产品表面缩水
产品外观不合格 顾客抱怨
产品尺寸偏大 与相关零件不匹配,
或偏小
使顾客不满意
4、注塑成型
通过注塑机和模 产品表面烧焦 具成型生产出颜 色、外观、尺寸 、性能合格的产
2
《成型条件表》每班 次点检
4
48
2/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
Hale Waihona Puke PFMEA编制预定完成日:
预计生产开始日:8
9/16
2013-01
A/0
措施结果 R
ODP N
10/16
2013-01
A/0
措施结果 R
ODP N
11/16
2013-01
A/0
措施结果 R
ODP N
12/16
2013-01
A/0
措施结果 R
ODP N
13/16
2013-01
A/0
措施结果 R
ODP N
14/16
2013-01
A/0
不正确
作业
7
注塑产品 PFMEA案例

零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S1、来料检验少检验不合格品进入公司影响产品质量7抽样数量错误做成抽样标准,根据标准要求数量抽样2检验记录表班长确认456漏判不合格品进入公司影响产品质量7检验员能力不够对检验员岗前进行培训,并进行能力考核2456误判合格品判为不合格,导致不能及时投入生产影响产品纳期6检验员抽样过于集中对检验员岗前进行抽检方法培训,并进行能力考核2448 7料粒色泽不均匀,有杂质根据颜色样本进行检验2投料前确认、记录456 9ROHS测试不合格该产品原材料属于顾客提供,根据供应商提供材料保证书、检测报告判定261082、生产领料根据出料单正确出料原材料出库错误产品特性不能满足顾客要求,顾客投诉8领料员未依据生产任务通知单进行实物确认对领料员、仓库管理员进行岗前教育2投料前确认、记录232要求按照检验规定进行抽样,并正确判定来料品质潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S原材料不符合要求顾客不满意总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O 控制探测探测度D 采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号R P N2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S 总成分总成零件首件检查、PQC巡检、自检影响顾客装配顾客抱怨根据生产工艺卡,成型工艺监控8具成型生产出颜色、外观、尺寸、性能合格的产品产品缺胶零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件不合格品进入公司做成抽样标准,根据标准零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
潜在失效模式
潜在失效后果
Potential Failure Potential Effect of
Modes
Failure
严 级别 重 Class
潜在失效起因/机理
度 S
(★, Δ,o)
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
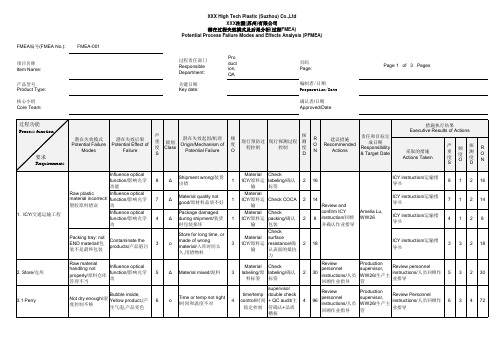
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Prepartion/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
过程功能 Process function
要求 Requirements
6 5 2 60 6 5 2 60 6 5 2 60
3.2 Moulding
Distance, Dim.9: 1.60±0.05 out of Impact TOP spec.
Molding process or 7 ★ mold dim. Or mould
temp.
1 IPQC
Dim 2, 3, 4
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
程控制
控制
度
D
R P N
建议措施 Recommended
3 o Wrong insert
1
Order start release plan
Dim check
2 6 PM mould
Amela Lu, WW26
IQC instruction IQC instruction IQC instruction
8 1 2 16 7 1 2 14 4128
IQC instruction
5 3 2 30 6 3 4 72 3126
过程功能 Process function
要求 Requirements
潜在失效模式
潜在失效后果
Potential Failure Potential Effect of
Modes
Failure
严 级别 重 Class
潜在失效起因/机理
度 S
(★, Δ,o)
ESD material
products
Raw material handling not properly
Influence optical function
Not dry enough
Buble inside, Yellow product,
Imaging lens Dia., Dim 1: 5.78±0.03 Influence assy out of spec.
采取的措施 Actions Taken
严 重 度
频 度
探 测 度
R P
SODN
Imaging lens
thickness, Dim 2: Poor image quality, 1.93±0.03 mm Influence TOP
7im.4: 5.05± 0.05, out of spec.
8 Δ Shipment wrong
1
Material IQC
Check labling
2
16
7
Δ
Material quality not good
4
Δ
Package damaged during shipment
1
Material IQC
Check COC
2 14 Review and
1
Material Check IQC packing
Influence imaging function
6
★
Incorrect stack height after PM mould
Order start
1 release
Dim check
plan+IPQC
Molding process or ★ mold dim. Or mould
temp.
5 IPQC
5
Order start release plan
Dim check
1
Order start release plan
Dim check
2 12 PM mould 2 12 PM mould 2 12 PM mould 2 12 PM mould 2 60 PM mould 2 12 PM mould
过程功能 Process function
要求 Requirements
3.2 Moulding
4 Packing
潜在失效模式
潜在失效后果
Potential Failure Potential Effect of
Modes
Failure
严 级别 重 Class
潜在失效起因/机理
度 S
(★, Δ,o)
are controlled during
3
process
PM mould, check
21
moulding parameter
Xu Zhenglin /Amela
regularly
Review PM mould personnel instruction, check moulding parameter regularly
程控制
控制
度
D
R P N
建议措施 Recommended
Actions
责任和目标完 成日期
Responsibility & Target Date
措施执行结果 Excutive Results of Actions
采取的措施 Actions Taken
严 重 度
频 度
探 测 度
R P
SODN
1. IQC
Xu Zhenglin
Review PM mould personnel instruction
Xu Zhenglin
Review PM mould personnel instruction
Xu Zhenglin
Review PM mould personnel instruction
Xu Zhenglin
Dim check
3 21 PM mould
Xu Zhenglin
Review PM mould personnel instruction
7 1 3 21
PM mould, check
Review PM mould
2
60
moulding parameter
Xu Zhenglin personnel instruction,
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
程控制
控制
度
D
R P N
建议措施 Recommended
Actions
责任和目标完 成日期
Responsibility & Target Date
措施执行结果 Excutive Results of Actions
Dim check
Distance, Dim.6: 7.86±0.03 out of spec.
Impact illumination, spot position
6
Molding process or Δ mold dim. Or mould
temp.
5
Order start release plan
2. Store 3.1 Predry 3.2 Moulding 过程功能
Influence optical function
Raw plastic
Influence optical
material incorrect function
Influence optical function
Packing tray: not Contaminate the
Mould dimension wrong
1
Order start release plan
Dim check
1
Order start release plan
Dim check
1
Order start release plan
Dim check
1
Order start release plan
Dim check
confirm IQC 2 8 instruction
3
Store for long time, or
o made of wrong
3
material
Material IQC
Check surface resistance
2 18
5 Δ Material mixed
3
Material labelling
FMEA编号(FMEA No.): FMEA-001
项目名称 Item Name:
产品型号 Product Type: 核心小组 Core Team:
XXX High Tech Plastic (Suzhou) Co.,Ltd XXX注塑(苏州)有限公司
潜在过程失效模式及后果分析(过程FMEA) Potential Process Failure Modes and Effects Analysis (PFMEA)