键键盘管理芯片
广州周立功单片机 ZLG7289A 串行接口 LED 数码管及键盘管理器件 说明书
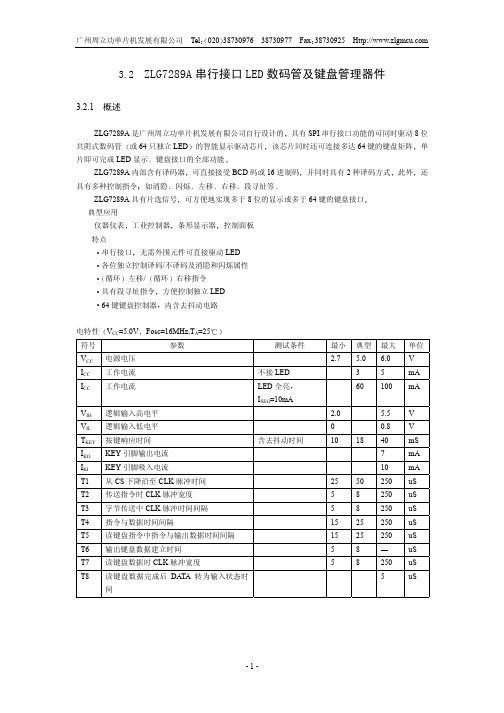
3.2.2 控制指令
ZLG7289A 的控制指令分为二大类 纯指令和带有数据的指令
1. 纯指令
(1) 复位 清除 指令
D7 D6 D5 D4 D3 D2 D1 D0
1
0
1
0
0
1
0
0
当 ZLG7289A 收到该指令后 将所有的显示清除 所有设置的字符消隐 闪烁等属性也被一起清除
D7 D6 D5 D4 D3 D2 D1 D0
00010101
d7
d6
d5
d4
d3
d2
d1
d0
该指令从 ZLG7289A 读出当前的按键代码 与其它指令不同 此命令的前一个字节 0001010B 为单片
机传送到 ZLG7289A 的指令 而后一个字节 d0 d7 则为 ZLG7289A 返回的按键代码 其范围是 0 3FH 无键按下时为 0xFF 各键键盘代码的定义 请参阅 ZLG7289A 的典型应用图 第 7 页 其中图中
26 27 28
/KEY SG-SA DP DIG0-DIG 7 OSC2 OSC1 /RESET
说明 正电源 悬空 接地 片选输入端 此引脚为低电平时 可向芯片发送指令及读取键盘数据 同步时钟输入端 向芯片发送数据及读取键盘数据时 此引脚电平上升沿表示数据 有效 串行数据输入/输出端 当芯片接收指令时 此引脚为输入端 当读取键盘数据时 此引脚在 读 指令最后一个时钟的下降沿变为输出端 按键有效输出端 平时为高电平 当检测到有效按键时 此引脚变为低电平 段 g—段 a 驱动输出 小数点驱动输出 数字 0 数字 7 驱动输出
0
0
7 段显示 0
01H
0
HD7279串行接口8位LED数码管及64键键盘智能控制芯片

HD7279串行接口8位LED数码管及64键键盘智能控制芯片HD7279(A)是一片具有串行接口的,可同时驱动8位共阴式数码管(或64只独立LED)的智能显示驱动芯片,该芯片同时还可连接多达64键的键盘矩阵。
HD7279内部含有译码器,可直接接受16进制码,HD7279A还同时具有2种译码方式,HD7279(A)还具有多种控制指令,如消隐、闪烁、左移、右移、段寻址等。
特点:·串行接口·各位独立控制译码/不译码及消隐和闪烁属性·(循环)左移/(循环)右移指令·具有段寻址指令,方便控制独立LED图5.13 ·64键键盘控制器,内含去抖动电路控制指令HD7279的控制指令分为二大类——纯指令和带有数据的指令。
·纯指令1、复位(清除)指令D7D6D5D4D3D2D1D01 0 1 0 0 1 0 0当HD7279收到该指令后,将所有的显示清除,所有设置的字符消隐、闪烁等属性也被一起清除。
执行该指令后,芯片所处的状态与系统上电后所处的状态一样。
2、测试指令D7D6D5D4D3D2D1D01 0 1 1 1 1 1 1该指令使所有的LED全部点亮,并处于闪烁状态,主要用于测试。
3、左移指令D7D6D5D4D3D2D1D01 0 1 0 0 0 0 1使所有的显示自右向左(从第1位向第8位)移动一位(包括处于消隐状态的显示位),但对各位所设置的消隐及闪烁属性不变。
移动后,最右边一位为空(无显示)。
例如,原显示为4 25 2 L P 3 9其中第2位‘3’和第4位‘L’为闪烁显示,执行了左移指令后,显示变为2 5 2 L P3 9第二位‘9’和第四位‘P’为闪烁显示。
4、右移指令D7D6D5D4D3D2D1D01 0 1 0 0 0 0 0与左移指令类似,但所做移动为自左向右(从第8位向第1位)移动,移动后,最左边一位为空。
5、循环左移指令与左移指令类似,不同之处在于移动后原最左边一位(第8位)的内容显示于最右位(第1位)。
键键盘管理芯片
在单片机应用系统中,存在多种形式的外部数据输入接口界面,例如RS-232C串行通信、键盘输入等[1,4]。
其中利用键盘接口输入数据,是实现现象实时调试、数据调整和控制最常用的方法。
单片机的外围键盘扩展电路有多种实现方式,例如直接利用I/O接口线或外接8255A接口芯片,配合适当的接口管理程序,就可以实现外围键盘扩展功能。
但是,在这些方法中,键盘扩展电路需要占用单片机的资源对按键进行监控和处理,这对要求高实时性处理的单片机系统是不实现的。
为了解决这一问题,可以使用专用键盘接口芯片(例如Intel8279)[2]来组建键盘子系统。
而且,这类专用键盘接口芯片在使用灵活性方面尚有欠缺,尤其当用户需要实现某些特定功能时,其缺点更为明显。
针对上述问题,本文提出一种利用复杂可编程逻辑器件(Complex Programmable Logic Device,CPLD)设计技术[3]实现专用键盘接口芯片的方案。
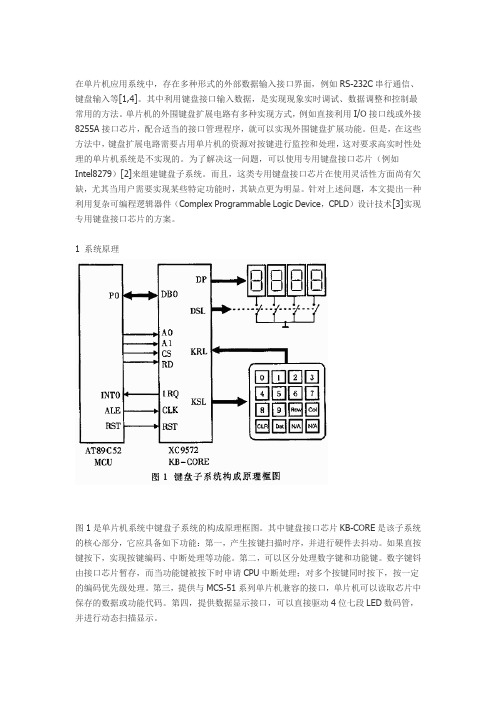
1 系统原理图1是单片机系统中键盘子系统的构成原理框图。
其中键盘接口芯片KB-CORE是该子系统的核心部分,它应具备如下功能:第一,产生按键扫描时序,并进行硬件去抖动。
如果直按键按下,实现按键编码、中断处理等功能。
第二,可以区分处理数字键和功能键。
数字键钭由接口芯片暂存,而当功能键被按下时申请CPU中断处理;对多个按键同时按下,按一定的编码优先级处理。
第三,提供与MCS-51系列单片机兼容的接口,单片机可以读取芯片中保存的数据或功能代码。
第四,提供数据显示接口,可以直接驱动4位七段LED数码管,并进行动态扫描显示。
按键根据键盘子系统的服务对象拟设置子数字键(0~9)、功能键(ROW、COL、DAT)、清零键(CLR)共14个,排成4×4的矩阵,有两个未定义。
2 专用键盘接口芯片功能结构设计根据上述专用键盘芯片KB-CORE的功能要求,图2示出本芯片内部应有的结构框图。
其工作原理如下:(1)键盘扫描控制及编码电路中内含一个环形计数器。
键盘显示驱动芯片HD7279A及其应用

的性能价格比, 因此, 广泛应用在微型控制器、智 能仪
表 、控 制 面 板 和 家 用 电 器 等 领 域 。
1 引脚说明和接口电路
HD7279A 是标准 28 引脚双列直插式芯片。 RESET 为复位端。该端由低电平变成高电平并保 持 25ms 即复位结束。通常, 该端接+5V 电源。在需要 较高可靠性的情况下, 可以连接一外部的复位电路, 或直接由单片机控制。RC 引脚为振荡器连接端, 用于 连 接 HD7279A 的 外 接 振 荡 元 件 , 其 典 型 值 为 R = 1.5KΩ, C=15Pf。 DIG0 ̄DIG7 分别为 8 个 LED 管的位驱动输出端。 SA ̄SG 分别是 LED 数码管的 A 段 ̄G 段的输出端。DP 为小数点的驱动输出端。DIG0 ̄DIG7 和 SA ̄SG 同时 还分别是 64 键盘的列线和行线端 口, 完成对键 盘的 监视、译码和键码的识别。HD7279A 片内具有驱动电 路, 可以直接驱动 1 英寸及其以下的 LED 数码管, 使 外围电路变的简单可靠。
1999.8
[3]HD7279A Date Book[Z]
[4]胡汉才.单片机原理及其接口技术[M].北京:清华大学出版社,
1996
[5]赵宝永等.基于 AT89C52 的通风机监视仪的设计与应用研究
[J].微计算机信息 2003,8
作者简介: 陈晓燕( 1979- ) ,女,汉,四川大学电气信息学
技 术 创 新
图 1 HD7279A 接口时序图
3 HD7279A 的应用
3.1 硬件电路 HD7279A 与 ATMEL 公司的 AT89C2051 的典型应 用电路如图 2 所示, 使用时应连接共阴式数码管, 无需 用到的键盘和数码管可以不连接, 省去数码管或对数码 管设置消隐属性均不会影响键盘的使用。连接到 DP 和 SA ̄SG 的 8 只 200Ω电阻为上拉电阻, 不能省略。 3.2 软件编程 在图 2 所示的接口电路中, HD7279A 的外接振荡
主板各芯片的功能及名词解释
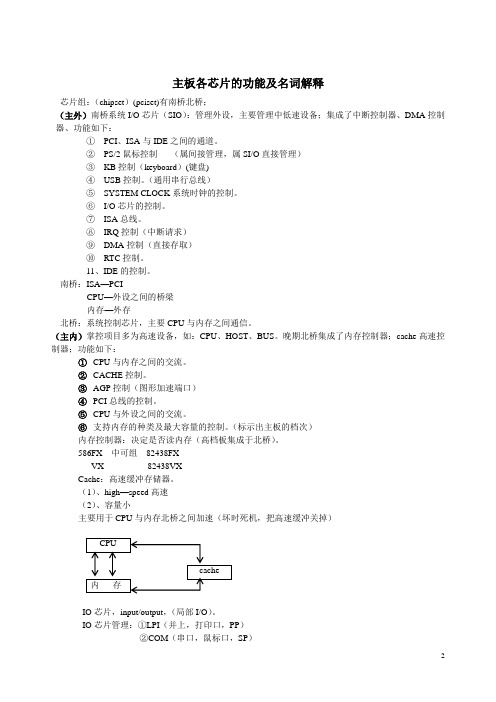
主板各芯片的功能及名词解释芯片组:(chipset)(pciset)有南桥北桥;(主外)南桥系统I/O芯片(SIO):管理外设,主要管理中低速设备;集成了中断控制器、DMA控制器、功能如下:①PCI、ISA与IDE之间的通道。
②PS/2鼠标控制(属间接管理,属SI/O直接管理)③KB控制(keyboard)(键盘)④USB控制。
(通用串行总线)⑤SYSTEM CLOCK系统时钟的控制。
⑥I/O芯片的控制。
⑦ISA总线。
⑧IRQ控制(中断请求)⑨DMA控制(直接存取)⑩RTC控制。
11、IDE的控制。
南桥:ISA—PCICPU—外设之间的桥梁内存—外存北桥:系统控制芯片,主要CPU与内存之间通信。
(主内)掌控项目多为高速设备,如:CPU、HOST、BUS。
晚期北桥集成了内存控制器;cache高速控制器;功能如下:①CPU与内存之间的交流。
②CACHE控制。
③AGP控制(图形加速端口)④PCI总线的控制。
⑤CPU与外设之间的交流。
⑥支持内存的种类及最大容量的控制。
(标示出主板的档次)内存控制器:决定是否读内存(高档板集成于北桥)。
586FX 中可组82438FXVX 82438VXCache:高速缓冲存储器。
(1)、high—speed高速(2)、容量小主要用于CPU与内存北桥之间加速(坏时死机,把高速缓冲关掉)IO芯片,input/output,(局部I/O)。
IO芯片管理:①LPI(并上,打印口,PP)②COM(串口,鼠标口,SP)③FDD(软驱);④KB控制器(键盘)BIOS:基本输入输出系统。
(Basic,Input,Output System)主要负责软件,硬件的连接。
既属于硬件,又属于软件,固化了开机自检的程序,及主板BIOS编写厂家的信息。
主板的生产厂家(Compag、IBM、Asus)只读可编程存储器。
内部固化的程序不会因掉电而丢掉。
BIOS的功用:①提供CMOS设置的等程序,各硬件的设置及主板的特殊功能的设定。
键盘 分类
一、概述键盘在单片机应用系统中,实现输入数据、传送命令的功能,是人工干预的主要手段。
键盘分两大类:编码键盘和非编码键盘。
编码键盘:由硬件逻辑电路完成必要的键识别工作与可靠性措施。
每按一次键,键盘自动提供被按键的读数,同时产生一选通脉冲通知微处理器,一般还具有反弹跳和同时按键保护功能。
这种键盘易于使用,但硬件比较复杂,对于主机任务繁重之情况,采用8279可编程键盘管理接口芯片构成编码式键盘系统是很实用的方案。
非编码键盘:只简单地提供键盘的行列与矩阵,其他操作如键的识别,决定按键的读数等仅靠软件完成,故硬件较为简单,但占用CPU较多时间。
有:独立式按键结构、矩阵式按键结构。
二、键盘系统设计首先,确定键盘编码方案:采用编码键盘或非编码键盘。
随后,确定键盘工作方式:采用中断或查询方式输入键操作信息。
然后,设计硬件电路。
非编码键盘系统中,键闭合和键释放的信息的获取,键抖动的消除,键值查找及一些保护措施的实施等任务,均由软件来完成。
(一)非编码键盘的键输入程序应完成的基本任务1.监测有无键按下;键的闭合与否,反映在电压上就是呈现出高电平或低电平,所以通过电平的高低状态的检测,便可确认按键按下与否。
2.判断是哪个键按下。
一.编程扫描方式:当单片机空闲时,才调用键盘扫描子程序,反复的扫描键盘,等待用户从键盘上输入命令或数据,来响应键盘的输入请求。
二.定时扫描工作方式:单片机对键盘的扫描也可用定时扫描方式,即每隔一定的时间对键盘扫描一次。
三.中断工作方式:只有在键盘有键按下时,才执行键盘扫描程序并执行该按键功能程序,如果无键按下,单片机将不理睬键盘3.完成键处理任务。
(二)从电路或软件的角度应解决的问题1.消除抖动影响。
键盘按键所用开关为机械弹性开关,利用了机械触点的合、断作用。
由于机械触点的的弹性作用,一个按键开关在闭合和断开的瞬间均有一连串的抖动、抖动时间的长短由按键的机械特性决定,一般为5~10ms,这是一个很重要的参数。
一、 独立式键盘接口电路及程序设计

3.1 键盘与接口 3.2 LED显示及接口 3.3 键盘/LED显示器接口设计 3.4 CRT显示及接口 3.5 微型打印机及接口
第3章 智能仪器人机接口
人机交互功能即用户与仪器交换信息的功能。 这个功能有两方面的含义:一是用户对智能仪 器进行状态干预和数据输入;二是智能仪器向用户报 告运行状态与处理结果。
3.1 键盘与接口
3.1.1 键盘输入基础知识
一、 键盘的组织
键盘按其工作原理可分为编码式键盘和非编码式键盘。
编码式键盘由按键键盘和专用键盘编码器两部分构成。当键 盘中某一按键被按下时,键盘编码器会自动产生对应的按键代 码, 并输出选通脉冲信号与CPU 进行信息联络。
非编码键盘不含编码器,当某键按下时,键盘只送出一个简 单的闭合信号, 对应按键代码的确定必须借助于软件来完成。
一、 独立式键盘接口电路及程序设计
独立式键盘的每个按键占用一根测试线,它们可以直接与 单片机I/O 线相接或通过输入口与数据线相接,结构很简单。 这些测试线相互独立无编码关系,因而键盘软件不存在译码问 题,一旦检测到某测试线上有键闭合,便可直接转入到相应的 键功能处理程序进行处理。
一个实际三个按 键的独立式键盘接口 电路如右图所示:
3.1.1 键盘输入基础知识
一、 键盘的组织 二、 键盘的工作方式
编程扫描工作方式、中断工作方式和定时扫描工作方式。 (1) 编程扫描工作方式:也称查询方式。 (2) 中断工作方式:程扫描工作方式: 该方式也称查询方式,它是利用 CPU在完成其他工作的空余调用键盘扫描程序,以响应键输入 的要求。当CPU在运行其他程序时,它就不会再响应键输入要 求,因此,采用该方式编程时, 应考虑程序是否能对用户的每 次按键都会做出及时的响应。
HD7279与ZLG7290

“8数码管+64按键+RTC+E2PROM+SRAM+CPU监控”管理芯片——基于两线通信接口(兼容I2C)XX7279数据手册海纳电子资讯网:www.fpga-arm.com 为您提供各种IC中文资料V 1.0枭潇XX7279数据手册一、XX7299功能概述XX7299是一款低价位且具有强抗干扰能力的多功能单片机外围芯片。
它整合了数码管显示驱动(8 位数码管或者64 位LED )和键盘扫描(64个)控制,以及片上256字节E 2PROM 和256字节SRAM ,集成RTC (带有阴历和节气算法)、2路8位ADC (贴片),并且提供上电复位和低电压检测复位的监控功能。
XX7299内置RC 振荡电路,采用两线通信接口(兼容I 2C )与单片机通信。
特点如下: ->I 2C 总线通信接口(器件地址0x60,内部子地址自动加1);->外部MCU 的上电复位和低电压检测复位; ->显示驱动(8 位共阴数码管或者64 位LED )和键盘扫描(64个)控制管理,数码管从左到右依次为DIG7~DIG0,支持位寻址和按键中断输出; ->显示控制支持多种显示模式,具有译码显示和闪烁控制功能,控制方法灵活。
同时具有页显示切换功能,以及基于与、或、非显示特效功能,均为该类芯片所特有的功能,方便应用于各类LED 显示系统; ->256字节EEPROM ,共4页,每页64字节; ->256字节SRAM ,共4页,每页64字节; ->RTC (0000~9999年阳历及星期,阴历2000~2099年阴历算法,2000~2099年节气算法,注意需要外加32768Hz 晶振作为RTC 时钟)和秒中断输出; ->芯片可设定工作在睡眠状态,睡眠时芯片停止工作,显示等都被关闭,但是当有两线通信接口(兼容I 2C )通信时,或者RTC 秒中断发生(当开启RTC )时均会唤醒中断,且支持触键唤醒功能; ->采用32脚封装时还有2路8位ADC ; ->PDIP28和TQFP32两种封装;->芯片供电电压:2.7~5.5V ,典型应用为5V ;->芯片工作温度:-40~85摄氏度;->具有工业级抗干扰能力,适合于各类商业和工业类产品设计;二、XX7299与同类产品的比较优势显示和按键管理的经典方案是Intel 于80年代推出的8279芯片,但是8279的驱动电流较小,需要加上驱动电路,如8个三级管及相应的基极限流电阻,元器件较多,电路复杂,占用较大的PCB 面积,综合成本高,而且8279需要外部为其提供上电复位信号和时钟信号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在单片机应用系统中,存在多种形式的外部数据输入接口界面,例如RS-232C串行通信、键盘输入等[1,4]。
其中利用键盘接口输入数据,是实现现象实时调试、数据调整和控制最常用的方法。
单片机的外围键盘扩展电路有多种实现方式,例如直接利用I/O接口线或外接8255A接口芯片,配合适当的接口管理程序,就可以实现外围键盘扩展功能。
但是,在这些方法中,键盘扩展电路需要占用单片机的资源对按键进行监控和处理,这对要求高实时性处理的单片机系统是不实现的。
为了解决这一问题,可以使用专用键盘接口芯片(例如Intel8279)[2]来组建键盘子系统。
而且,这类专用键盘接口芯片在使用灵活性方面尚有欠缺,尤其当用户需要实现某些特定功能时,其缺点更为明显。
针对上述问题,本文提出一种利用复杂可编程逻辑器件(Complex Programmable Logic Device,CPLD)设计技术[3]实现专用键盘接口芯片的方案。
1 系统原理
图1是单片机系统中键盘子系统的构成原理框图。
其中键盘接口芯片KB-CORE是该子系统的核心部分,它应具备如下功能:第一,产生按键扫描时序,并进行硬件去抖动。
如果直按键按下,实现按键编码、中断处理等功能。
第二,可以区分处理数字键和功能键。
数字键钭由接口芯片暂存,而当功能键被按下时申请CPU中断处理;对多个按键同时按下,按一定的编码优先级处理。
第三,提供与MCS-51系列单片机兼容的接口,单片机可以读取芯片中保存的数据或功能代码。
第四,提供数据显示接口,可以直接驱动4位七段LED数码管,并进行动态扫描显示。
按键根据键盘子系统的服务对象拟设置子数字键(0~9)、功能键(ROW、COL、DAT)、清零键(CLR)共14个,排成4×4的矩阵,有两个未定义。
2 专用键盘接口芯片功能结构设计
根据上述专用键盘芯片KB-CORE的功能要求,图2示出本芯片内部应有的结构框图。
其工作原理如下:(1)键盘扫描控制及编码电路中内含一个环形计数器。
该计数器计数输出至KSL[0~3]端作为键盘扫描信号。
每当扫描信号发生变化时,键盘扫描控制器从KRL[0~3]端读入某一行按键的状态信号。
如果没有按键被按下,则扫描下一行;如果有按键被按下,则控制器锁定被扫描行,并延迟约10ms去抖动,然后再次扫描被锁定行以确定按键是否误读。
如果按键被证实按下,则一直等待直至用户松开该键。
与此同时,数字键码将被保存到先进先出存储器,功能键则直接产生中断请求信号IRQ,通知CPU读取键码DBO[0~7]。
(2)FIFORAM中数据容量为16位。
每4位对应一个字形符,所以七段LED数码管需要4位。
(3)扫描发生器一方面产生LED的位选信号DSL[0~3],另一方面产生扫描显示输出控制电路的位数据选通信号。
扫描显示输出控制电路根据位数据选通信号读取FIFO RAM中相对应的数据,然后送七段译码电路输出DP[0~6]驱动LED显示屏的段选信号电极。
(4)接口控制电路一方面用来识别CPU的读时序;另一方面用来对地址信号线A1A0译码,实现对输出数据的选择。
若A0A1=“00”,则输出FIFO RAM中的低字节数据;若A0A1=“01”,
则输出FIFO RAM中的高字节数据;若A0A1=“10”,则输出控制数据(表明ROW、COL、DAT中哪一个被按下);若A0A1=“11”,则不输出FIFO RAM中的任何数据。
3 专用键盘接口芯片核心部分的状态描述与实现
为了实现上述专用键盘接口芯片功能结构,利用可编程逻辑技术对各个功能块进行逻辑的序描述和实现。
由于键盘扫描控制和去抖的逻辑时序设计较复杂并具典型性,因此下面将对键盘扫描控制和去抖部分的设计思想进行介绍。
键盘扫描时序的基本原理[4]可能用图3所示的状态图表示。
状态图的输入变量为RST(复位)、KEY-PRESS(有按键)、TIMER-OVER(去抖动延时结束);输出变量包括EN-SCAN (扫描行转移)、EN-CODED(键盘编码启动)、START-TIMER(开启去抖动延时)。
从图3中知道,状态S0→S1→S2为按键扫描状态键,状态S3→S4→S5为去抖延时状态链,状态S6为按键保持期。
当按键被按下时,进入启动(S3)去抖延时状态链;去抖延时结束后(S5),若按键没有按下则恢复扫描状态键(S0);若按键确认被按下则进入保持期(S6),并输出按键编码,维持至按键松开。
根据状态图3和上述的状态转移描述,进行键盘扫描控制电路的设计,结果如图4所示。
其中H3是6位循环移位寄存器,由时钟CLK触发实时状态移位。
移位寄存器的输出Q0~
Q5分别代表键盘扫描控制电路的状态S0~S6,当然它们并非一一对应,但实现的功能相同。
值得一提的是,如果专用键盘芯片KB-CORE的外部时钟CLK来自单片机的ALE信号(如图1所示),当单片机时钟为6MHz时,则专用键盘芯片KB-CORE的外接时钟为1MHz的方波信号,信号周期为1μs。
如果将该时钟信号经过一个分频器,使其输出的信号周期约为Tclk=1μs×2 12≈4ms,然后再作为H3的时钟信号。
这意味着键盘扫描控制电路约4ms扫描一行按键。
如果H3中的Q2态没有被使用,则可以实现约8ms的去抖动延时。
通过这样的设计,可以免除延时计数器,简化电路。
4 专用键盘接口芯片的实现
根据实时数据校正系统的设计要求,使用了34上自定义I/O引脚和PC44封装的CPLD来实现专用键盘接口芯片KB-CORE。
芯片型号的选择依据综合所需要的宏单元(Macrocells)个数决定。
如果借助硬件描述语言VHDL[5]对上述设计进行描述,综合结果需要约140个宏单元;如果改用原理图输入方式,则只需约60个宏单元。
因此选用XC9572芯片可以满足上述专用键盘接口芯片KB-CORE的要求。
实际使用如图1和图2所示。
操作结果表明键盘接口芯片性能稳定。