OQC管材出货检验报告
管材生产企业检查报告

管材生产企业检查报告一、检查目的本次检查的目的是为了评估管材生产企业的生产操作情况,了解其是否符合相关法规和标准要求,保障产品质量安全。
二、检查对象检查对象为XX管材生产企业。
三、检查内容1. 生产设备检查了企业的生产设备情况,包括生产线的数量、设备的使用状况、设备维护情况等。
通过实地调查和质量记录的查阅,发现企业的生产设备运行正常、维护良好,不存在安全隐患。
2. 原材料采购与检测调查了企业的原材料采购情况,包括供应商的选择、采购流程以及原材料的质量检测控制。
通过查阅相关文件和询问工作人员,发现企业采购的原材料有明确的供应渠道,采用ISO体系,并依照国家相关标准进行检测,确保原材料质量符合要求。
3. 生产过程观察了企业的生产过程,重点关注生产操作规范、生产环境条件和生产员工的操作技能等方面。
通过实地参观和询问工作人员,发现企业建立了完善的生产操作规范,注重生产环境的卫生和整洁,员工操作技能熟练,操作规范。
4. 质量控制调查了企业的质量控制措施,包括产品检测和产品质量追溯体系的建立情况。
通过查阅相关文件和资料,发现企业建立了全面的质量控制措施,包括产品抽检、样品保留、产品质量追溯等,能够满足相关法规和标准的要求。
5. 产品出厂检验检查了企业的产品出厂检验情况,包括出厂检验记录、检验项目和合格率等。
通过查阅相关文件和资料,发现企业对产品进行了全面的出厂检验,并有相关的检验记录和数据,合格率达到了90%以上,产品质量可靠。
四、存在问题与建议1. 设备维护管理需要加强虽然企业的生产设备运行正常,但在调查中发现企业对设备维护的管理还存在一些欠缺,建议加强设备维护工作,定期进行设备的保养和维修,以确保设备长期稳定运行。
2. 员工技能培训有待提升虽然员工操作技能熟练,但在化学品及安全操作方面的培训还有待进一步加强,建议加强员工的安全操作培训和相关技能培训,提高员工的综合素质和工作能力。
3. 出厂检验合格率有待提高虽然产品的质量达到了相关法规和标准的要求,但出厂检验的合格率还有提高的空间,建议企业加强出厂检验工作,不断优化生产工艺和质量控制措施,提高产品的合格率。
oqc实习报告

oqc实习报告OQC的实习报告在我进行的OQC(Outgoing Quality Control)实习中,我负责对公司生产的产品进行质量控制和检测。
OQC是指在产品出厂前进行的一系列检验活动,旨在确保产品的质量符合相关标准和要求。
以下是我在实习中的工作内容和所得到的经验总结。
首先,我参与了产品的抽样检验。
根据质量管理系统的要求,我按照规定的检验标准和抽样方案,从生产线上随机选择一定数量的产品进行检验。
对于每个样本,我仔细检查了产品的外观、尺寸、包装和标签等方面,以确保其符合客户的需求和产品规范。
其次,我进行了功能性和性能测试。
根据产品的特点和用途,我使用了适当的测试设备和工具,对产品的功能和性能进行了全面的测试。
例如,在电子产品方面,我测试了电池续航时间、屏幕分辨率、功能操作等;而在机械产品方面,我测试了运行速度、噪音水平、耐久性等。
除了这些常规检测,我还参与了关键零部件的检验。
根据供应商提供的零部件检验标准,我对进货的关键零部件进行了检测和评估。
我检查了零部件的材料、尺寸、表面处理等,以确保它们的质量满足要求。
如果发现零部件不合格,我及时与供应商联系,协商解决方案,以确保零部件的质量问题不会对最终产品造成影响。
除了检测和测试,我还参与了不合格产品的处理和改进工作。
当发现产品不符合质量标准时,我会立即将其标记为不合格,并与相关部门共同分析原因,找出改进的方法。
有时候,我们需要从生产过程中找出潜在问题,对生产线进行调整和改进,以防止同样的问题再次发生。
通过参与这些实习活动,我对质量控制和OQC工作流程有了更深入的了解,并提升了以下几个方面的能力:1. 严格的质量意识:我明白了质量对产品和企业的重要性,学会了严格要求自己,在实施过程中始终保持高度的质量意识。
2. 测试技能:我熟练掌握了各种测试设备和工具的使用方法,并学会了根据产品特点设计合适的测试方案。
3. 沟通与协作:在处理不合格产品和改进工作中,我与相关部门和供应商进行了频繁的沟通与协作,提高了我的团队合作能力和解决问题的能力。
OQC检验报告单
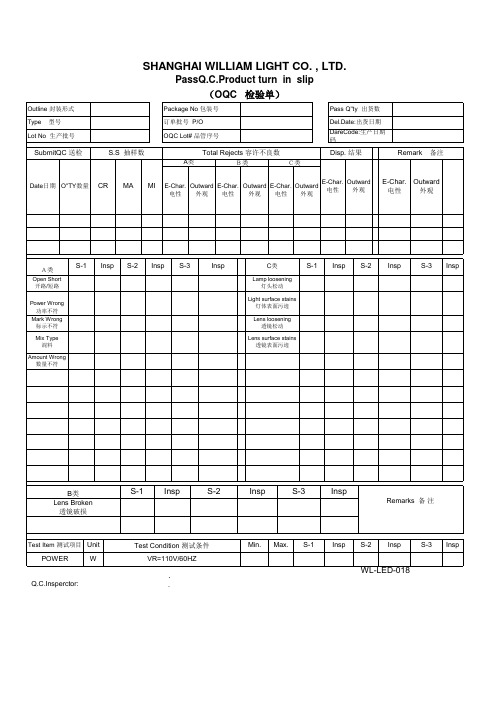
E-Char. Outward 电性 外观
E-Char. 电性
Outward 外观
A类
Open Short 开路/短路 Power Wrong 功率不符 Mark Wrong 标示不符 Mix Type 混料 Amount Wrong 数量不符
S-1
Insp
S-2
Insp
S-3
Insp
C类
Lamp loosening 灯头松动 Light surface stains 灯体表面污迹 Lens loosening 透镜松动 Lens surface stains 透镜表面污迹
S-1
Insp
S-2
Insp 透镜破损
S-1
Insp
S-2
Insp
S-3
Insp
Remarks 备 注
Test Item 测试项目 Unit
Test Condition 测试条件 VR=110V/60HZ
Min.
Max.
S-1
Insp
S-2
Insp
S-3
Insp
Lot No 生产批号
SubmitQC 送检
S.S 抽样数
A类
Total Rejects 容许不良数
B类 C类
Disp. 结果
Remark
备注
Date日期 O"TY数量
CR
MA
MI
E-Char. Outward E-Char. Outward E-Char. Outward 电性 外观 电性 外观 电性 外观
SHANGHAI WILLIAM LIGHT CO. , LTD.
PassQ.C.Product turn in slip 检验单) (OQC 检验单)
出货检验报告
出货检验报告一、检验背景本次出货检验是为了确保即将交付给客户的产品符合质量标准和相关要求,保障客户的利益和公司的声誉。
本次检验的产品为_____,出货数量为_____。
二、检验依据1、产品规格书2、质量控制计划3、相关行业标准三、检验人员及时间检验人员:_____检验时间:_____ 至_____四、检验流程1、外观检查对产品的外观进行全面检查,包括表面是否有划痕、污渍、变形、颜色是否均匀等。
检查过程中使用了放大镜和照明设备,以确保能够清晰地观察到产品的细节。
2、尺寸测量使用精度为_____的测量工具,对产品的关键尺寸进行测量,如长度、宽度、高度、孔径等。
将测量结果与产品规格书中的标准尺寸进行对比,判断是否符合要求。
3、性能测试根据产品的性能指标,进行了相应的测试。
例如,对于电子产品,进行了电气性能测试,包括电压、电流、电阻、电容等参数的测量;对于机械产品,进行了力学性能测试,如抗拉强度、抗压强度、硬度等。
4、包装检查检查产品的包装是否完好,包装材料是否符合要求,标签和标识是否清晰、准确、完整。
五、检验结果1、外观检查结果在外观检查中,发现有_____件产品存在表面划痕,_____件产品有轻微污渍,_____件产品颜色不均匀。
这些问题产品占总出货数量的_____%。
2、尺寸测量结果尺寸测量结果显示,有_____件产品的尺寸超出了公差范围,占总出货数量的_____%。
超出公差的尺寸主要集中在_____部位。
3、性能测试结果性能测试中,有_____件产品的电气性能不达标,_____件产品的力学性能不符合要求。
不达标产品占总出货数量的_____%。
4、包装检查结果包装检查发现,有_____件产品的包装存在破损,_____件产品的标签和标识不清晰或不完整。
这些问题包装产品占总出货数量的_____%。
六、不合格品处理对于检验中发现的不合格品,采取了以下处理措施:1、对外观有缺陷的产品,进行了返工处理,重新打磨、喷漆,使其外观符合要求。
OQC出货检验报告(纸箱类)
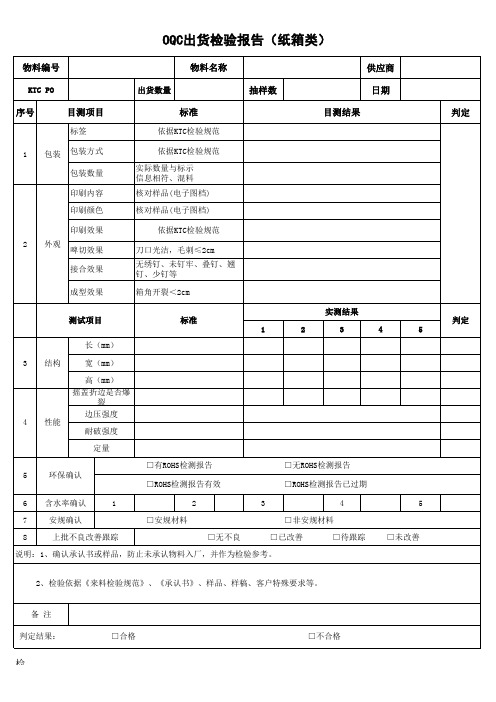
5 6 7 8ຫໍສະໝຸດ 环保确认 □ROHS检测报告有效 含水率确认 安规确认 上批不良改善跟踪 1 □安规材料 2
说明:1、确认承认书或样品,防止未承认物料入厂,并作为检验参考。 2、检验依据《来料检验规范》、《承认书》、样品、样稿、客户特殊要求等。
备 注 判定结果: □合格 □不合格
检验员:
审核:
OQC出货检验报告(纸箱类)
物料编号
KTC PO 出货数量
物料名称 抽样数 标准
依据KTC检验规范 依据KTC检验规范 实际数量与标示 信息相符、混料 核对样品(电子图档) 核对样品(电子图档) 依据KTC检验规范 刀口光洁,毛刺≤2cm 无绣钉、未钉牢、叠钉、翘 钉、少钉等 箱角开裂<2cm 实测结果 测试项目 长(mm) 标准 1 2 3
供应商 日期 目测结果 判定
序号
目测项目
标签
1
包装
包装方式 包装数量 印刷内容 印刷颜色 印刷效果
2
外观
啤切效果 接合效果 成型效果
判定 4 5
3
结构
宽(mm) 高(mm) 摇盖折边是否爆 裂 边压强度
4
性能 耐破强度 定量 □有ROHS检测报告 □无ROHS检测报告 □ROHS检测报告已过期 3 □非安规材料 □无不良 □已改善 □待跟踪 □未改善 4 5
OQC检验报告
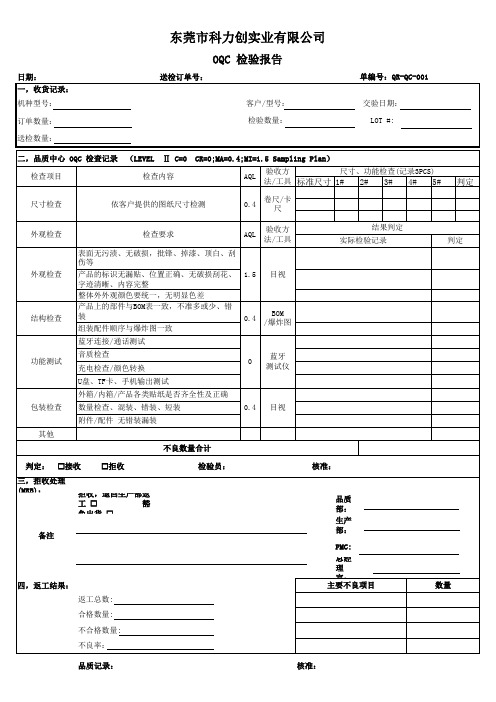
字迹清晰、内容完整
整体外外观颜色要统一,无明显色差
产品上的部件与BOM表一致,不准多或少、错 装
组装配件顺序与爆炸图一致
0.4
BOM /爆炸图
蓝牙连接/通话测试
音质检查 充电检查/颜色转换
0
蓝牙 测试仪
U盘、TF卡、手机输出测试
外箱/内箱/产品各类贴纸是否齐全性及正确
数量检查、混装、错装、短装
0.4 目视
附件/配件 无错装漏装
不良数量合计
结果判定 实际检验记录
判定
判定: 接收
拒收
三,拒收处理 (MRB):
拒收,退回生产部返
工
豁
免出货
备注
四,返工结果: 返工总数: 合格数量: 不合格数量: 不良率:
检验员:
核准:
品质 部: 生产 部:
PMC: 总经 理 室: 主要不良项目
数量
品质记录:
核准:
检查项目
检查内容
AQL
验收方
尺寸、功能检查(记录3PCS)
法/工具 标准尺寸 1# 2# 3# 4# 5#
尺寸检查
依客户提供的图纸尺寸检测
0.4
卷尺/卡 尺
判定
外观检查 外观检查 结构检查 功能测试 包装检查
其他
检查要求
AQL
验收方 法/工具
表面无污渍、无破损,批锋、掉漆、顶白、刮 伤等
产品的标识无漏贴、位置正确、无破损刮花、 1.5 目视
东莞市科力创实:
订单数量:
送检数量:
OQC 检验报告
送检订单号:
客户/型号: 检验数量:
单编号:QR-QC-001
交验日期: LOT #:
二,品质中心 OQC 检查记录 (LEVEL Ⅱ C=0 CR=0;MA=0.4;MI=1.5 Sampling Plan)
OQC出货检验报告
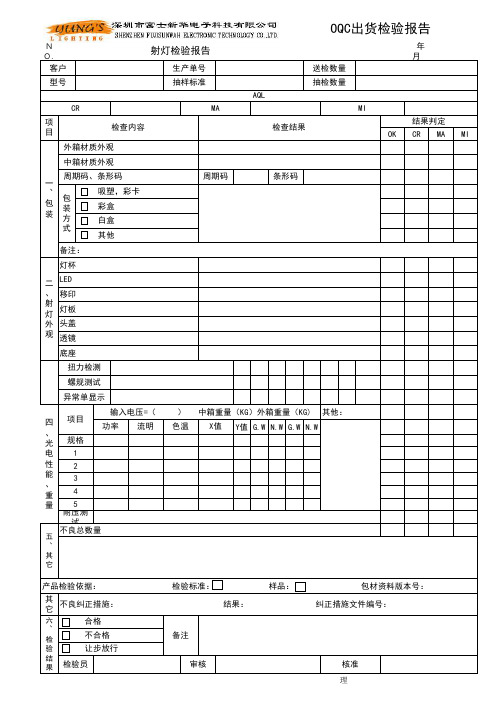
NO.
年月OK CR MA MI Y值G.W N.W G.W N.W 其它
管
理 输入电压=( ) 中箱重量(KG)外箱重量(KG)耐压测
试四
、
光
电
性
能
、
重
量扭力检测
螺规测试
异常单显示
射灯检验报告 OQC出货检验报告移印灯板客户
生产单号送检数量项
目头盖CR
一
、
包
装备注:
抽样标准MI 外箱材质外观
中箱材质外观
MA 条形码检查内容
检查结果结果判定抽检数量AQL 型号
包装方式 吸塑,彩卡 彩盒
白盒 其他
周期码、条形码周期码二
、
射
灯
外
观灯杯
LED 透镜
底座
项目功率流明其他:色温X值规格12五
、
其
它
不良总数量产品检验依据: 检验标准: 样品: 包材资料版本号:不良纠正措施: 结果: 纠正措施文件编号:34核准5六、检
验结
果 合格备注 不合格 让步放行
检验员审核。
XX成品出货检查报告书

OQC检查员:_______________审核:________________批准:________________
客户驻厂QA确认:________________客户驻厂物控确认:_______________
运输公司:_____________________出货港口:___________________其他信息:___________________
装柜方式:___________________________________________________________________________________
各外包装Label贴纸是否有漏贴,如静电Label贴纸,点检有无过期.
外箱有无破损变形.
各外箱状态标示是否一致ቤተ መጻሕፍቲ ባይዱ如净重、数量、颜色等.
外箱有无脏污及受潮浸水等.
出货PCBA和成品尾数箱包装方式及数量是否正确。
.
出货型号及数量与该出货相关要求一致.
出货PCBA尾数箱是否有撞件现象,有无混放
装货方式是否符合客户要求.
出货司机资料与客户提供资料是否相符
其它检查项目
特记事项
出货资料:备注(厂车可不用填以下内容):
司机姓名:_________________性别:___________________证件号码:___________________
车牌号码:_____________________封条号码:___________________货柜柜号:___________________
成品出货检查报告书
出货日期
出货总数量
客户名称
型号
出货箱号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□其它
SG-PZ-09-A1
□入库□出货检验报告
产品名称:
订 单:
出货数量:
产品编号:
日 期:
抽检数量:
抽样标准:GB/T2828.1-2012正常Ⅱ级 : CR=0 Maj=0.65 Min=1.0;检验依据:客户图纸、样品、《SIP》、《生产指令单》
检验项目
实际测量值或不良描述
不良数 CR MA MI
判定
管材长度AC NG可靠 Nhomakorabea测试:AC NG AC NG AC NG AC NG
实物装配:
AC NG
外观清洁、无硬划痕、气泡、色差、黑点、异色点等
AC NG
包装、标签是否符合客户要求: 不良描述:
AC NG
综合判定:
检验 员/ 日期
工程部
业务部
□ 合格
□不合格
核 准/日期 生产部
计划/品质部
总经理
不合 格处 理方
式
□ 分选 □ 返工/加工 □让步接受
管材外径
AC NG
产品壁厚
AC NG
PCB内槽宽
AC NG
PCB外槽宽
产品 卡槽高度 结构 尺寸
AC NG AC NG AC NG AC NG
弯曲度
△L≦ mm
AC NG
切口平直度
T≦ mm
AC NG
单重(g)
AC NG
冲孔试装是否扭曲、有毛边、漏加工、偏位
光学 透光率:
%
性能 点亮是否均匀,是否有黑线或白线等、漏光