涤锦棉磨毛布染整工艺
涤锦双向弹力交织织物的染整工艺
涤锦双向弹力交织织物的染整工艺摘要:本文介绍了涤锦双向弹力交织织物的染整工艺流程,分析了精练、预缩、预定形、碱减量、染色和成品定形等工艺的具体操作要点。
关键词:染整工艺;交织织物;弹力纤维;涤纶;锦纶中图分类号:TS190.61.前言由于锦纶柔软耐磨,有较高的吸湿性,故服用舒适性比单一的涤纶织物好。
如今涤锦交织物的应用越来越多,因为综合了两种纤维的优点,涤纶的挺括,锦纶的柔软耐磨,所以产品手感蓬松柔软,附加值高,多用于时装面料,深受消费者青睐。
现介绍一种经向和纬向均带有弹性纤维的涤锦交织织物的染整工艺。
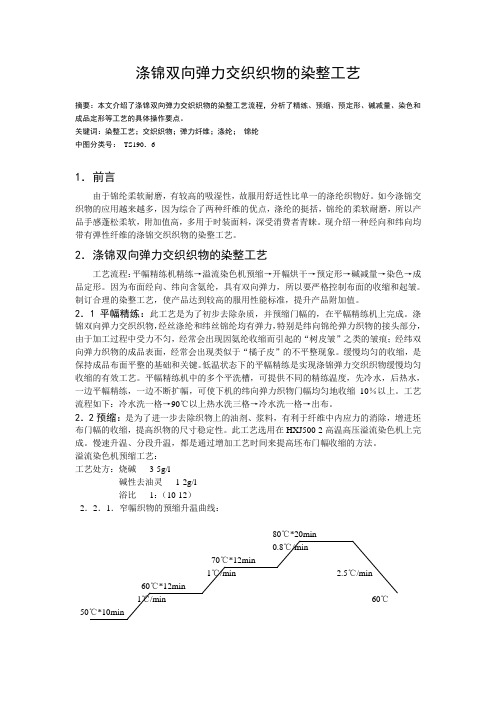
2.涤锦双向弹力交织织物的染整工艺工艺流程:平幅精练机精练→溢流染色机预缩→开幅烘干→预定形→碱减量→染色→成品定形。
因为布面经向、纬向含氨纶,具有双向弹力,所以要严格控制布面的收缩和起皱。
制订合理的染整工艺,使产品达到较高的服用性能标准,提升产品附加值。
2.1平幅精练:此工艺是为了初步去除杂质,并预缩门幅的,在平幅精练机上完成。
涤锦双向弹力交织织物,经丝涤纶和纬丝锦纶均有弹力,特别是纬向锦纶弹力织物的接头部分,由于加工过程中受力不匀,经常会出现因氨纶收缩而引起的“树皮皱”之类的皱痕;经纬双向弹力织物的成品表面,经常会出现类似于“橘子皮”的不平整现象。
缓慢均匀的收缩,是保持成品布面平整的基础和关键。
低温状态下的平幅精练是实现涤锦弹力交织织物缓慢均匀收缩的有效工艺。
平幅精练机中的多个平洗槽,可提供不同的精练温度,先冷水,后热水,一边平幅精练,一边不断扩幅,可使下机的纬向弹力织物门幅均匀地收缩10%以上。
工艺流程如下:冷水洗一格→90℃以上热水洗三格→冷水洗一格→出布。
2.2预缩:是为了进一步去除织物上的油剂、浆料,有利于纤维中内应力的消除,增进坯布门幅的收缩,提高织物的尺寸稳定性。
此工艺选用在HXJ500-2高温高压溢流染色机上完成。
慢速升温、分段升温,都是通过增加工艺时间来提高坯布门幅收缩的方法。
涤_锦_棉一浴一步法染色技术

涤、锦、棉一浴一步法染色技术崔浩然(常州市新浩印染有限公司,江苏常州 213031)摘 要 染涤、锦、棉织物,改传统的二浴二步套染工艺为一浴一步染色工艺,其工艺关键点:(1)要选用符合条件的分散染料染涤,中性染料染锦,热固型活性染料染棉;(2)要施加涤纶与锦纶复合型匀染剂。
该工艺染色效果良好,“优质、高效、节能、减排”优势突出。
关键词 涤纶;锦纶;棉;一浴一步法;染色技术中图分类号:TS 193 文献标识码:A 文章编号:1005-9350(2013)08-0040-03One bath one step dyeing technology of polyester/polyamide/cotton blended fabricCUI Hao-ran(Changzhou Xinhao Printing and Dyeing Co., Ltd., Changzhou 213031, China)Abstract Traditional dyeing process of two bath two step for polyester/polyamide/cotton blended fabric was replaced by one bath one step method, of which the key points were that: (1) suitable dispersing dyes, netural dyes and thermosetting type reactive dyes were selected to dye polyester, polyamide and cotton, respectively; (2) composite levelling agent for polyester and polyamide were used. The one bath one step process showed good dyeing effect with distinct advantages of high quality and efficiency, energy saving and emission reduction.Key words polyester;nylon;cotton;one bath one step method;dyeing technology投稿日期:2013-03-05作者简介:崔浩然(1937-),男,江苏常州人,高工,研究方向:从事印染生产技术和生产工艺的研究与应用。
涤纶印染布加工工艺
涤纶印染布加工工艺
涤纶印染布加工工艺是指涤纶面料经过印染加工后制成的布料。
涤纶印染布加工的基本过程包括以下几个步骤:
1. 原料准备:将涤纶面料进行裁剪,确保尺寸符合要求。
2. 准备染料:根据设计要求,选择适合的染料,并按比例和配方将其准备好。
3. 卷绕机加工:将涤纶面料通过卷绕机进行卷绕,确保面料的张力和平整度。
4. 预处理:将卷绕好的涤纶面料进行预处理,包括清洗、漂白、脱脂等步骤,以去除面料上的杂质和处理剂。
5. 染色:将预处理好的涤纶面料放入染色机中,将染料浸渍到面料中,通过加热和搅拌等方式使染料充分渗透并固定在面料上。
6. 滤洗:将染好的涤纶面料进行滤洗,去除多余的染料和处理剂,提高色牢度。
7. 干燥:将滤洗好的涤纶面料进行干燥处理,使其恢复干燥和平整的状态。
8. 整理:将干燥好的涤纶面料进行整理,包括整理机械整理、切割和折叠等处理,使其成为成品布料。
9. 检查和包装:对成品布料进行检查,检查其色差、缺陷等问题,并进行包装,以便运输和销售。
以上就是涤纶印染布加工工艺的基本步骤,具体的加工工艺会因厂家和产品要求的不同而有所差异。
纯棉家纺磨毛面料染整工艺

工艺条件
磨毛
浸轧起毛剂 磨毛
• TF-417M 20~30g/L
8
• (320目×4 + 400目 ×4)砂皮+4根碳素; • 一正三反
工艺条件
印花
印花大多数采用活性印花,选用的印花糊料 要容易脱除,避免印花糊料的残留造成手感 的变硬。 活性染料一般采用一氯均三嗪活性染料,浅 色注意选用高日晒的活性染料,未丝光的半 制品日晒牢度不合格的风险更大。 汽蒸101~103℃×8~10min
• 起毛剂选择
• 柔软剂的选择
12
2
常用规格
斜纹
缎纹
21s*21s/ 108*58
32s*21s/ 133*60
3
32s*21s/ 133*60
面料要求
工艺要点
手感 • 手感蓬松柔软,保暖性好
• 布面绒毛绒感好,使用过 磨毛效果 程中不易掉毛 湿磨牢度 • 深色≥2~3级
4
纯棉磨毛家纺面料染整工艺
工艺流程丝光
漂白
印花
柔软拉幅
5
预缩
工艺条件
练漂
要点
• 退浆充分
• 采用非硅助 剂
目的
• 保证手感
• 减少脱毛现 象
采用助剂
• • • • TF-125L TF-510T TF-1871 TF-162F
• 保护强力
6
工艺条件分析
丝光
优点:得色量高,光泽好,尺 寸稳定性好。
缺点:手感不好,难以 磨毛,成品掉毛率高。
纯棉家纺磨毛面料 染整工艺
工艺流程和工艺参数分析
磨毛家纺面料的特点
磨毛面料因为具有柔软 蓬松的手感,优良的保 暖性能而作为秋冬季床 上用品面料的首选。但 因为磨毛织物存在着茸 毛脱落现象,影响使用 者的呼吸道健康 。如何 提高磨毛织物手感、获 得良好的毛绒效果、提 高织物的摩擦色牢度、 减少掉毛现象,是制定 染整工艺的重点。
涤染色的详细工艺流程
涤染色的详细工艺流程一、准备工作。
要说涤染色啊,那开始之前可有不少准备工作呢。
咱得先把要染色的涤纶织物准备好,这就像是要给一个小宝贝打扮,得先把它找出来吧。
而且这个织物得是干净整洁的,要是上面有啥脏东西或者杂质,那染出来的颜色可就不好看啦,就像脸上有脏东西还涂脂抹粉一样,那多难看呀。
然后就是染料啦,要挑选适合的染料哦。
这就像选化妆品一样,得根据咱们想要的最终颜色效果来选。
染料的质量也很重要呢,要是质量不好,染着染着颜色就掉了,那可不行。
还有助剂也不能少。
助剂就像是染料的小助手,帮助染料更好地附着在织物上。
比如说有些助剂能让颜色更均匀,有些能让染色的速度更快,就像给染料加了个小翅膀一样。
二、染色过程。
准备好东西之后,就开始正式染色啦。
把织物放到染缸里,这染缸就像是一个大染坊。
然后加入调好的染料和助剂,这时候就像是在做魔法药水一样,各种东西混在一起,准备创造出奇妙的颜色。
染色的时候呢,温度可是个很关键的因素哦。
就像我们人感觉舒服的温度有个范围一样,涤纶染色也有个合适的温度范围。
温度太高了,可能会把织物烫坏,颜色也可能染得不均匀;温度太低呢,染料就像个懒虫,不愿意好好工作,染出来的颜色就会很淡。
一般来说,不同的染料和助剂搭配,都有个最适合的温度,得按照这个来才行。
在染色的过程中,还得不停地搅拌染液呢。
这就像是在做蛋糕的时候要搅拌面糊一样,让染料能均匀地接触到织物的每一个角落。
要是不搅拌,那染出来的织物可能就一块深一块浅的,就像花猫的脸一样,多滑稽呀。
三、后处理。
染完色之后,可不能就这么结束了哦。
还有后处理呢。
首先要进行水洗,把织物上多余的染料和助剂都洗干净。
这就像是洗个澡,把身上沾的脏东西都冲掉。
如果不洗干净,这些残留的东西可能会让织物不舒服,比如说会让织物变得硬邦邦的,或者颜色会慢慢变脏。
然后就是烘干啦。
烘干的时候也得注意,不能烘得太急,就像我们不能一下子从很冷的地方到很热的地方一样,织物也需要慢慢适应。
涤锦棉磨毛布染整工艺

涤锦棉磨毛布染整工艺2010-01-11 来源: 印染在线点击次数:510关键字:染整1、织物特点NP/C 120D*21S 2/1TW两根NP涤锦复合细旦纤维在上面,一根棉纱线在下面,不开纤就达不到预期的苔藓效果。
为获得产品的高质量,必须重视开纤、磨毛起绒工序。
(国内用21s专纺纱,韩国用20s CM卡莫纺compact)2、总工艺流程坯布检验→车缝→退练漂→开纤→预定型→磨毛→轧染棉→水洗→溢流染涤锦→定型→检验→凃白(外加工)3、各工序工艺及质量控制3.1坯布检验坯布除了进行常规项目检验外,还需特别注意1)织物表面是否光洁;2)有无缺经断纬;3)油污问题;4)织物门幅是否均匀一致。
3.2 车缝要求车缝对齐,织物缝头平整,采用环缝方式进行。
4.前处理4.1退练漂(溢流缸)4.1.1工艺常温加料---以2度/分升温到95度---保温30分钟---以2度/分降温到70度---热水洗10分钟---直降到40度水洗---排液(车速:导布辊400-500rpm、布速:2-3分/圏、喷嘴:70或80mm、冲压:适度)4.1.2处方液碱(35Be):10g/l双氧水(27.5%):10g/l稳定剂:2g/l精炼剂:4g/l螯合剂:1g/l浴比:1:10-154.2开纤(溢流缸)4.2.1工艺常温加料---以30分钟升到110度---保温30度---以2度/分降温到70度---热水洗10分钟---直降到40度充分水洗---出布4.2.2处方液碱(35Be):18g/l渗透精炼剂:4g/l浴比:1:10-15失重率14-16%为宜。
开纤以布面蓬松柔软为宜,要防止生产过程中打结。
4.3脱水开幅5 预定型温度:160℃,车速:40m/min,门幅:成品门幅+1英寸,落布温度<50℃。
6、磨毛是起绒的关键,其典型工艺参数如下:车速:15-20m/min,砂皮目数:380~400目,下压距离:1-2cm,磨辊数4-5根对平纹织物而言,布面交织点多手感不够平滑可采用轻磨,砂皮粒度可高些。
磨毛织物典型的工艺流程

磨毛织物典型的工艺流程3 磨毛织物典型的工艺流程3.1 本色磨毛织物翻布→缝头→烧毛→退、煮、漂→上柔软剂→(定型)→打卷→磨毛→整装3.2 漂白磨毛织物翻布→缝头→烧毛→退、煮、漂→复漂→上柔软剂→(定型)→打卷→磨毛→整装。
3.3 磨毛织物的轧染加工 ?(1)中浅色号:翻布→缝头→烧毛→退、煮、漂→(定型) →染色→上柔软剂→(定型) →打卷→磨毛→整装。
(2)深色号:翻布→缝头→烧毛→退、煮、漂→(定型)→打卷→磨毛→水洗→染色→上柔软剂→(定型)→整装。
3.4 磨毛织物的溢流染色加工(1)中浅色号:翻布→缝头→烧毛→退、煮、漂→溢流染色→脱水→开幅→烘干→上柔软剂→(定型)→打卷→磨毛→整装。
(2)深色号;翻布→缝头一烧毛→退、煮、漂→(定型)→打卷→磨毛→水洗→溢流染色→脱水→开幅→烘干→上柔软剂→(定型)→整装。
若是涤纶、涤棉混纺织物或需要定型的织物则需要定型。
增白可在复漂或上柔软剂时进行。
轧染为紧式染色,而溢流染色为松式染色。
染色的结果,前者产品手感挺爽,绒面丰满,光泽鲜明;后者产品柔软蓬松,光泽柔和。
生产中可根据客户对风格的要求来选择采用紧式或松式的染色方法。
深色品种宜先磨毛后染色,否则就会产生严重的阴阳面,磨毛的一面明显变浅,难以符合设计的标准色样,如深蓝、墨绿、深灰、棕红、藏青、黑色等深色品种;中浅色号磨毛后颜色变化较小或不明显,如米白、玉色、浅红、淡黄、浅灰、果绿等浅色品种可采用先染色后磨毛的加工工艺。
在染色之前,己经磨毛的织物必须水洗一次,把织物上的灰尘和粘附在布面上的短毛洗除,以免染色时沾污导辊而引起染色折皱。
4 影响磨毛效果的因素磨毛效果的影响因素有很多,归纳起来主要有:磨粒、运转速度、砂辊数、织物组织结构、密度、捻度、印染处理工艺条件等等。
为合理控制磨毛过程,需对诸因素进行分析。
4.1 磨粒及砂皮作为直接用于摩擦织物表面的材料,对于磨料的硬度、耐磨性、耐热性有较高的要求,以保证加工性能良好的尖锐锋利的棱角。
棉针织物染整生产过程与工艺流程分析

棉针织物染整生产过程棉针织物染整生产过程包括练漂、染色、印花、整理等工序。
它对改善针织物外观,改善使用性能,提高产品质量,增加花色品种等有重要作用。
1. 练漂棉针织物练漂的主要工序有:煮练、漂白、碱缩、上蜡等。
其中煮练、漂白等加工原理、用剂与棉布相同,不再重述。
但棉针织物是由线圈联结而成,纱线之间的空隙较大,易于变形,不能经受较大的张力,故加工时必须采用松式加工设备。
下面简单介绍碱缩和上蜡等工序。
1) 碱缩:棉针织物碱缩即棉针织物以松弛状态用浓碱处理的过程。
棉纤维在浓烧碱液中膨化,织物收缩,织物密度和弹性增大,对组织疏松的汗布等织物加工,碱缩包括三个步骤,即浸轧碱液,堆置收缩和洗涤去碱。
2) 上蜡:经练漂的棉针织物,棉纤维的油蜡物质去除后,纤维间的磨擦力增大。
在缝纫时,因纤维不易滑移,针头易把纤维扎断而使织物产生针洞,影响穿着牢度。
为解决这一问题,除严格控制工艺条件外,同时进行柔软处理,即上蜡,将脱水后的织物浸轧石蜡乳液,再经脱液烘干即可。
2. 染色、印花棉针织物的染色、印花与棉布基本相同,不再复述。
染色时应采用绳状染色机等松式加工设备。
印花采用手工印花或平版布动印花。
3. 整理棉针织物整理主要有防缩整理和起绒整理。
棉针织物在染整加工中,易受到拉伸,积累形变,一经水洗,织物的积累形变就要回缩,引起尺寸改变。
防缩整理是织物在湿热松弛状态强迫回缩,使织物尺寸稳定。
对棉针织绒布需经起绒整理。
起绒整理是将针织坯布浮线中的纤维拉出形也绒毛,使织物质地柔软。
手感丰薄,保暖性增强。
棉针织物品品种不同,染整工艺过程也各不相同。
附特殊织物的染整工艺一、竹纤维混纺织物竹纤维是一种新型再生纤维素纤维,具有强力好、耐磨性高、吸湿导湿性好、透气性佳和抗菌性能好等特点。
竹纤维/细旦涤纶/棉混纺针织纱染整加工方法,其工艺流程为:坯布准备→碱减量→漂白→染色→柔软整理→后处理→成品。
碱减量目的是为了提高织物服用性能,NaOH20-35g/L,125℃处理35~45min;染色用分散、活性染料;柔软整理用4%柔软剂SGS进行,35~45℃处理30-40min;后处理采用轧光定形,95—100℃,超喂13-1 5%,使竹纤维混纺针织物具有独特的滑、柔、糯、爽风格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涤锦棉磨毛布染整工艺
2010-01-11 来源: 印染在线点击次数:510
关键字:染整
1、织物特点
NP/C 120D*21S 2/1TW
两根NP涤锦复合细旦纤维在上面,一根棉纱线在下面,不开纤就达不到预期的苔藓效果。
为获得产品的高质量,必须重视开纤、磨毛起绒工序。
(国内用21s专纺纱,韩国用20s CM卡莫纺compact)
2、总工艺流程
坯布检验→车缝→退练漂→开纤→预定型→磨毛→轧染棉→水洗→
溢流染涤锦→定型→检验→凃白(外加工)
3、各工序工艺及质量控制
3.1坯布检验
坯布除了进行常规项目检验外,还需特别注意
1)织物表面是否光洁;
2)有无缺经断纬;
3)油污问题;
4)织物门幅是否均匀一致。
3.2 车缝
要求车缝对齐,织物缝头平整,采用环缝方式进行。
4.前处理
4.1退练漂(溢流缸)
4.1.1工艺
常温加料---以2度/分升温到95度---保温30分钟---以2度/分降温到70度---热水洗10分钟---直降到40度水洗---排液
(车速:导布辊400-500rpm、布速:2-3分/圏、喷嘴:70或80mm、冲压:适度)
4.1.2处方
液碱(35Be):10g/l
双氧水(27.5%):10g/l
稳定剂:2g/l
精炼剂:4g/l
螯合剂:1g/l
浴比:1:10-15
4.2开纤(溢流缸)
4.2.1工艺
常温加料---以30分钟升到110度---保温30度---以2度/分降温到70度---热水洗10分钟---直降到40度充分水洗---出布
4.2.2处方
液碱(35Be):18g/l
渗透精炼剂:4g/l
浴比:1:10-15
失重率14-16%为宜。
开纤以布面蓬松柔软为宜,要防止生产过程中打结。
4.3脱水开幅
5 预定型
温度:160℃,车速:40m/min,门幅:成品门幅+1英寸,落布温度<50℃。
6、磨毛
是起绒的关键,其典型工艺参数如下:
车速:15-20m/min,砂皮目数:380~400目,
下压距离:1-2cm,磨辊数4-5根
对平纹织物而言,布面交织点多手感不够平滑可采用轻磨,砂皮粒度可高些。
斜纹组织交织点比平纹少些,可采用重磨。
7、轧染棉
7.1流程及处方:
1)车速45米/分;2)一浸一轧;3)堆置:10-12 小时
7.2用料处方:
活性染料:X%(o.w.f)
助剂: (深色)中色浅色
水玻璃(NaSiO3):80g/l 70G/L 50g/L
烧碱(NaOH):33g/l 15G/L
7.3工艺条件:
浸轧温度:20—25℃,压力:20N/mm(约4kgf/cm2)
堆置温度:25-30℃,时间:10-12 h
布卷堆置时,均匀转动,转速为4-6r/min。
整轴布要用塑料布包严。
8染棉后水洗
车速50-60米/min,1格70度、2-6格85度、7格70度,压力3.5公斤、落布ph=7.5。
注意车速不能过快,以免有轧出皱印。
9溢流染涤锦
9.1流程:
入布---洗布---染色---出缸---脱水开幅
9.2、工艺
40℃加料,并以2℃/min的速度升温至70度,以1℃/min的速度升温至90度,以2℃/min 的速度升温至130℃,保温浅色30min(深色45分钟)。
仍后以2℃/min的速度降至90℃, 以1℃/min的速度降至70℃, 启盖进行溢流水洗5min左右,温度降至60℃以下,排液換冷水进行充分清洗。
大体见下表:
时间
(分)1 15 20 15 30 30 20 20 5
时间累
积 1 15 35 50 80 110 130 150 155
温度
(度)40 70 90 90 130 130 90 70 40
9.3处方:
分散染料:X%(o.w.f)
冰醋酸/ 释酸剂:0.5g/l
高温匀染剂:1g/la
防皱剂;1.5G/L
消泡剂:1.5G/L
10定型
170-180℃条件下,30--40m/min车速定型,门幅控制在要求的范围内。
11 涂白(PU MILKY)
为了使织物有硬挺感,要在背面凃聚丙烯酸酯,需外加工。
12 空气柔软整理(空气洗)
为了除去涂层的过硬的感觉,要在涂白后进行空气柔软整理,以达到适当的骨感。