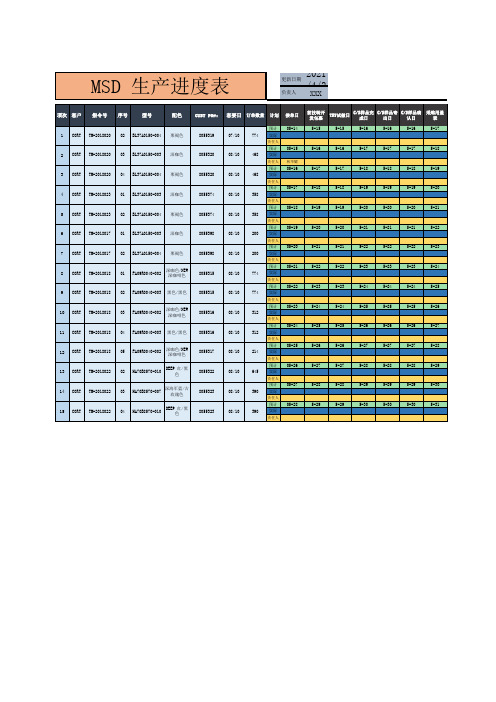
生产计划周期表
MSD生产计划周期EXCEL模板
8055398
8
CORT TM-2018018
01
FA09R0040-002
深咖色/NEW 深咖啡色
8055315
9 CORT TM-2018018 02 FA09R0040-003 黑色/黑色
8055315
10 CORT TM-2018018
03
FA09R0040-002
深咖色/NEW 深咖啡色
8055316
5-26
5-27
5-26
5-26
5-27
5-27
5-27
5-28
5-27
5-27
5-28
5-28
5-28
5-29
5-28
5-28
5-29
5-29
5-29
5-30
5-29
5-29
5-30
5-30
5-30
5-31
预计 05-14 774 实际
责任人 预计 05-15 468 实际 责任人 林毕耀 预计 05-16 468 实际 责任人 预计 05-17 358 实际 责任人 预计 05-18 358 实际 责任人 预计 05-19 200 实际 责任人 预计 05-20 200 实际 责任人 预计 05-21 774 实际 责任人 预计 05-22 774 实际 责任人 预计 05-23 312 实际 责任人 预计 05-24 312 实际 责任人 预计 05-25 214 实际 责任人 预计 05-26 645 实际 责任人 预计 05-27 390 实际 责任人 预计 05-28 390 实际 责任人
前技转开 发包裹
TRY试做日
C/S样品完 成日
C/S样品寄 出日
C/S样品确 认日
重要通知公司年度生产计划安排
重要通知公司年度生产计划安排尊敬的各位员工:为了更好地规划和组织公司的生产工作,提高生产效率,确保产品质量,特向大家发布公司年度生产计划安排的重要通知。
请各位员工务必认真阅读并严格遵守以下安排:一、总体目标本年度公司的生产目标是在保证产品质量的前提下,实现生产总量提升10%。
同时,要求各部门密切配合,确保按时完成生产任务。
二、生产计划安排生产周期规划:根据市场需求和公司实际情况,将全年分为四个季度,每个季度制定相应的生产计划。
各部门要根据季度计划,合理安排生产进度。
月度生产计划:每月初由生产部门制定当月生产计划,并报相关部门审核确认后执行。
各部门要按照月度计划,合理调配人力、物力资源。
周度生产任务:每周初由各班组长根据月度计划拆分出周度生产任务,并制定详细的生产进度表。
班组成员要严格按照进度表执行,确保任务按时完成。
日常生产安排:班组长要每日对当天的生产任务进行详细分解,并进行班前会议布置工作。
全体员工要做好个人工作记录,及时汇报问题和困难。
三、质量控制质量目标:公司始终坚持“质量第一”的原则,要求全体员工严格按照产品质量标准操作。
任何发现的质量问题要及时上报并进行整改。
质量检查:各部门要建立健全的质量检查机制,加强对原材料、半成品和成品的把关。
对于不合格品要及时处理,杜绝次品流入市场。
质量奖惩:对于在质量控制方面表现突出的员工将给予奖励,对于违反操作规程导致质量问题的将进行相应处罚。
四、安全生产安全意识:公司高度重视安全生产工作,要求全体员工时刻保持高度警惕,严格遵守操作规程,杜绝违章操作。
安全培训:定期组织安全培训活动,提高员工的安全意识和自我保护能力。
新员工入职时必须接受安全培训后方可上岗。
隐患排查:各部门要定期开展安全隐患排查工作,发现问题要及时整改。
对于存在严重安全隐患的区域要立即停止生产并进行整改。
五、其他事项加班安排:如遇特殊情况需要加班,请提前向主管汇报并经批准后执行。
严禁擅自加班或私自调整班次。
生产周期计划表

生产周期计划表篇一:生产任务生产计划表生产任务单生产任务单生产计划表编号:J L/XS J-7.1-04篇二:缩短生产周期计划缩短生产周期计划一、人员管理:1.通过如开部门员工会议或生产板报的形式,让员工了解当天的生产产品;2.人员的合理调配,依据熟练程度合理安排人员,尤其是包装岗位。
每条生产线爱生产品种的差异而使工作强度相差较大,有的人从上班至下班忙得不可开交,有的人却很闲。
因此要合理安排好、调配好此岗位的人员。
3.管理人员要了解每个员工的特点,注意栽培和使用,在平时工作中有意识地培养,合理地发挥个人特长,快手、慢手心中有数,造就多面手,知人善用。
4.权线要明确:作业员(完成任务,报告问题)--组长(执行任务,处理问题,报告结果)--副课长(执行计划,报告生产,处理问题)--课长(监督执行,总结计划,公布结果)。
5.严格执行规章制度,提高人的效率,减少人员的无效时间,杜绝人浮于事。
二.机械设备管理:1.做好日常维护,减少故障时间,对由于责任心不强,未按要求对设备进行保养而使设备受损者,依据程度给予调离岗位,考核降级等处罚。
2.设备故障时,生产组长要及时上报主管领导,机修人员在故障发生后30分钟内务必到场处理,争取最短时间排除故障,减少停机待机时间。
主生产计划(MPS)的编制.
4.1 编制MPS计划的有关术语(8/13)
• FAS也是一个实际的生产制造计划,它以成品项目或特定的用户配 置来描述。它包括从部件和子装配件的制造到产品发货这一部分的生 产和装配,如产品的最终装配、测试和包装等。对于有多种选择项的 项目,一般将 MPS设立在基本部件这一级,用 FAS来装配组合最终项 目,因而不必预测确切的最终项目的配置,仅根据用户的订单对成品 装配制定短期的生产计划。 当采用 FAS时,可简化 MPS的编制,MPS和 FAS的协同运行,实现 了从原材料的采购,部件的制造到最终产品的交货的整个计划过程。
• 7.批量规则
MPS的计划量并非等于实际的需求量,这是由于在实际生产或订 货中,准备加工、订货、运输、包装等都必须是按照“一定的数量” 来进行,这“一定的数量”称为MPS批量,确定该数量的规则称为MPS 的批量规则。 批量规则是库存管理人员根据库存管理的要求和目标权衡利弊后 选择的。批量过大,占用的流动资金过多,但加工或采购的费用减少; 批量过小,占用流动资金减少,但增加了加工或采购的费用。 考虑批量的主要原因是:降低订货成本、降低准备成本、降低运 输成本、降低在制品成本。 目前,MPS的批量规则主要有:直接批量法、固定批量法、固定 周期法和经济批量法。
•
•
原则3:列出对生产能力,财务或关键材料有重大影响的 项目
对生产能力有重大影响的项目,是指那些对生产和装配过程起重大影响的 项目。如一些大批量项目,造成生产能力的瓶颈环节的项目或通过关键工作中 心的项目。 对财务而言,这里指的是为公司创造最高利润的项目。如制造费用高,含 有贵重部件,昂贵原材料,高费用的生产工艺或有特殊要求的部件的项目。也 包括那些作为公司主要利润来源的,相对不贵的项目。面对于关键材料而言, 是指那些提前期很长或供应厂商有限的项目。
生产周期与节拍生产管理@管理课件

啤机 剪带 剪带
1.啤头及一字位 2.啤尾 3.啤尾孔 4.啤带身通花
1.啤头 2.啤尾 3.啤尾孔
剪带
剪带
1.啤带身爪钉孔 2.啤头皮 3.啤尾 4.啤尾孔
1.剪带身
1.贴带尾
2.啤带身机眼孔 2.啤带头一字
3.剪介子
位
/
油边 丝印 车位 车唛头
啤中间三角皮、油 边
1.丝印(logo) 2.油带身及介子 3.铲头
57000 82000
备注 备用 25台
节拍生产排期表
工序 工序 名称 序号
工序名称
标准产量(小 时产量)
节拍小时数/人
节拍 人数
现有 人数
订单数量
预计完成 时间
最佳节拍 人数
难度系数
安排人 数
时间进度
调整 人数
1
2 开料
3
4 合计
1
啤机 2 3
合计
1
油边 2 3
合计 1
车位 2
合计 1
装配 2
合计 包装 1
一、生产周期的计算:
组/名称 开料 啤机 油边 车位 装配 包装
一、生产周期的计算:
组/名称 开料
工序/名称 写牌仔 介料 开带 飞边
1.效率法—
A.同一工序抽三至五个熟练员工 B.每天四次、每次记录10件的生产时间 C.将10件生产时间相加平均 D.再将平均四次的时间相加再平均 E.将三至五个熟练员工时间相加再平均 备注: 如发觉某些数据差距大可省略或再测
12.5 288PCS/时
3600秒(1小时)/12.5=288
LK1589
产量 1000 人数 2000 人数 3000 人数 4000 人数
MRP计算举例

2
3
1
2
2
3
第25页/共39页
C(2) LT=1
A LT=1
D(2)
B LT=1
E(3)
D(3)
E(2)
D(1)
E(1)
E(2)
F(2)
第26页/共39页
MRP计算如下
产 品 时间
项目
毛需求量
预计入库量
计划库存量(现 A 有库存)
净需求量
计划定单产出量
计划定单投入量
1 2 3 4 5 6 7 8 9 10 11 12
教材105页习题 1.编制一个MPS计划,确定毛需求量、净需求量、MPS计划量和 预计库存量。 已知: 期初库存:470; 安全库存:20; MPS批量:400; 销售预测:第1-8周均为200; 实际需求:第1周到第8周依次为180,230,110,230,60,270,
30, 30; 需求时区为第1-2周,计划时区为第3-6周,预测时区为第7-8周。 提前期为:2 周。
30
60
40
50
45 65 65 5 25 -15 20 20 20
45 65 65 25 25 25 20 20 20
5
25
计划产出量
20
40
计划投入量
20
40
第23页/共39页
MPS/MRP计算举例----例6
已知:
时间(周) 产品
3
4
5
6
7
8
9 10 11 12
A
300 450
500
B
200
1
2
3
4
5
6
7
8
生产部周工作总结计划表

生产部周工作总结计划表
尊敬的各位同事:
在过去的一周里,我们生产部全体员工齐心协力,努力工作,取得了一定的成绩。
为了更好地总结过去的工作,规划未来的工作,特制定了本周工作总结计划表,希望能够更好地指导我们的工作。
一、本周工作总结。
1. 生产计划完成情况,本周我们按照生产计划,顺利完成了生产任务,没有出
现超时延误的情况,保证了订单的及时交付。
2. 质量控制情况,本周我们加强了对生产过程中的质量控制,严格执行质量标准,产品合格率得到了有效提升。
3. 生产效率提升,通过优化生产流程和设备维护,本周我们成功提升了生产效率,有效缩短了生产周期。
二、下周工作计划。
1. 继续加强质量控制,下周我们将继续加强对生产过程中的质量控制,严格执
行质量标准,确保产品质量稳定。
2. 提高生产效率,下周我们将继续优化生产流程和设备维护,努力提升生产效率,缩短生产周期。
3. 加强团队协作,下周我们将加强团队协作,做好各部门之间的沟通和协调,
共同努力完成生产任务。
希望各位同事能够认真执行本周工作总结计划表,共同努力,为公司的发展贡
献自己的力量。
让我们携手并进,共创美好未来!
谢谢大家!
生产部敬上。
生产周期表排班表通用模版

2250 2575 0
0
0
0
0
0
0
0
0
0
0
0
0
0
200 1200 0
0
0
0
0
0
0
0
0
0
0
0
0
0
300 0
0
0
0
0
0
0
0
0
0
0
0
0
0
654 671 0
0
0
0
0
0
0
0
0
0
0
0
0
0
1457 690 0
0
0
0
0
0
0
0
0
0
0
0
0
0
1437 1152 0
0
0
0
0
0
0
0
0
0
0
0
0
0
550 0
2128 2128 749 0
日期 量
量
定(%)
1/7
12700
1/5
1400
1/11
300
1/15
1325
1/9
2147
1/14
2589
1/20
5555
1/18
4410
1/16
4411
1/19
4412
1/22
4412
1/24
4412
1/25
4413
1/25
1470
标准工时 标准产 (Hr/PCS) 能(PPH) 0.0036 281 0.0042 237 0.0062 161 0.0047 213 0.0047 213 0.0047 213 0.0047 213 0.0025 400 0.0026 385 0.0027 370 0.0027 370 0.0027 370
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装 、
22 23 24
调 25ቤተ መጻሕፍቲ ባይዱ
气管,管接头安装 上机架安装
上机架安装玻璃 机台安装 设备调试
试
26 设备包装、验收、发货
料6
采 购
7 8 9
玻璃裁切、打孔 气压调节阀定制
电机采购 程序主板的定制
定 10 主板上各元器件的采购
制 11 开关电源的采购
12 滑台气缸的采购
13 双轴气缸的采购
14 电线及五金型材的采购
17 小型 自由安装气缸
焊 18 主板上各元器件的焊接 接 19 主板程序测试
、 20 设备机箱的组装
组 21
生产计划周期表 设备名称:压角位机
月份
5月份
6月份
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10
1
三菱PLC采购
2 上机架焊接、打眼
3
原4
上盖框架喷塑 机箱铝型材定制
材 5 机箱铝塑板定制