CIP项目标准模板(ppt文档)
合集下载
CIP介绍(ppt文档)
CIP 清洁剂罐
HLA = 高液位警报
HL = 高液位
HLA
到达此液位时,关闭回流阀,将液流转到 HL
回收水罐和排水管
LL = 低液位
ML
液面低于此液位时,补水到中液位(循环 LL
中)
LLA
回流管位于 LL 下以避免湍流(泡沫)
LLA=低液位警报,供应泵停止
可彻底排空(锥形底)
膜的厚度通常为 0.4 - 0.6 mm 最重要的因素为容积流量 容积流量应在每米罐周长 30 - 45 L/分钟之间,
视污垢数量和性质而定 使用回流泵将清洗液泵固CIP站 对于离心式回流泵使用排气阀将清洗液中的空气
除去
35
洗球(清洗模式)
它通过泵,以 1.5 - 3 bar的压力将清洁剂溶液喷洒到罐壁上 洗球可根据具体需求,实现不同的喷洒范围 可根据具体要求调节大小和流量
18
预清洗罐
HLA = 高液位警报
HL = 高液位
到达此液位时,关闭回流阀,将液流转到排水管
HLA HL
LL = 低液位
液面低于此液位时,切换到新鲜水罐供水给供应 泵
回流管位于 LL 下以避免湍流(泡沫)
Hale Waihona Puke LL 可彻底排空(锥形底)
溢流到排水管中(无溅射)
清洗用洗球
19
液浓度测量及添加仪表 CIP 罐作为热缓冲器
25
CIP 罐专用外置热交换器
动态热交换(速度快,效果好) 易于维护 温度控制精确 CIP 在合适的温度启动 CIP 罐作为热缓冲器 使罐内物质充分混合 可在加热回路中非常方便地安装清洗液浓度测量及
CIP持续改善--范本
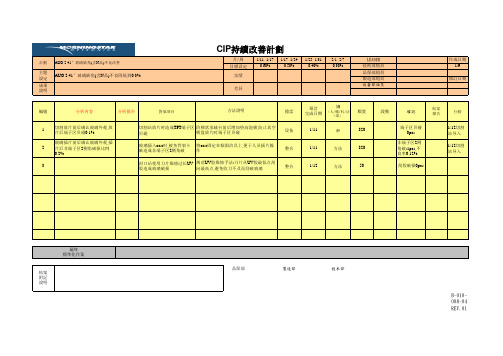
計劃 AUO 2.41″玻璃缺角(含N品)不良改善
主題 設定
成果 說明
AUO 2.41″玻璃缺角(含N品)不良降低到0.3%
CIP持續改善計劃
月/周 目標设定
1/11--1/17 0.60%
1/17--1/24 0.50%
实绩
1/25--1/31 0.40%
2/1--2/7 0.30%
差异
LEADER 技術部組員 品保部組員 製造部組員 设备部组员
刮胶破损0pcs
1/12切割 站导入
1/12切割 站导入
結案 附記 說明
最終 標準化作業
品保部
製造部
技术部
B-010008-04 REV.01
破造成非端子区2侧角破
作
整合
封口站使用刀片维修过长UV 规范UV胶维修手法:刀片从UV胶最低点刮
胶造成玻璃破损
向最高点,避免收刀不及而刮破玻璃
整合
預計
5M
完成日期
(人/機/料/法 /環)
數量
1/11
料
820
1/11
方法
820
1/12
方法
50
設備
確認
結
非端子区2侧 角破:1pcs,不 良率0.12%
作成日期 1/9
修訂日期
編號
分析内容
分析报告
對策項目
方法說明
擔當
1
切割放片前后确认玻璃外观,放 片后端子区贝碰0.1%
玻璃插片前后确认玻璃外观,插 2 片后非端子区2侧角破损比例
0.2%
3
切割站放片时造成TFT端子区 阶梯状承载台前后增加垫高泡棉,防止真空
贝碰
吸盘放片时端子区贝碰
主題 設定
成果 說明
AUO 2.41″玻璃缺角(含N品)不良降低到0.3%
CIP持續改善計劃
月/周 目標设定
1/11--1/17 0.60%
1/17--1/24 0.50%
实绩
1/25--1/31 0.40%
2/1--2/7 0.30%
差异
LEADER 技術部組員 品保部組員 製造部組員 设备部组员
刮胶破损0pcs
1/12切割 站导入
1/12切割 站导入
結案 附記 說明
最終 標準化作業
品保部
製造部
技术部
B-010008-04 REV.01
破造成非端子区2侧角破
作
整合
封口站使用刀片维修过长UV 规范UV胶维修手法:刀片从UV胶最低点刮
胶造成玻璃破损
向最高点,避免收刀不及而刮破玻璃
整合
預計
5M
完成日期
(人/機/料/法 /環)
數量
1/11
料
820
1/11
方法
820
1/12
方法
50
設備
確認
結
非端子区2侧 角破:1pcs,不 良率0.12%
作成日期 1/9
修訂日期
編號
分析内容
分析报告
對策項目
方法說明
擔當
1
切割放片前后确认玻璃外观,放 片后端子区贝碰0.1%
玻璃插片前后确认玻璃外观,插 2 片后非端子区2侧角破损比例
0.2%
3
切割站放片时造成TFT端子区 阶梯状承载台前后增加垫高泡棉,防止真空
贝碰
吸盘放片时端子区贝碰
CIP项目标准模板
Optimize the process; FMEA; Process Capability Study; MSA; Execute the improvement plan with project members;
Support the project and keep production line running when project needed; Assign the operator and line for project experiment.
Project Gantt Chart
Timeline Phases
July Aug Sept Oct Nov Define
Measure
Dec
Main Activities
Business case Project scope & objective Team set up
MSA for Y and Xs Process Capability Assessment Cause & Effect Analysis Screen potential causes Fast improvement measures
Define Measure Analyze Improve Control
Primary Metric
Define Measure Analyze Improve Control
Business Impact (cost savings estimated)
Define Measure Analyze Improve Control
Assign technician to adjust the machine and parameter setting; Execute the improvement plan with project members;
Support the project and keep production line running when project needed; Assign the operator and line for project experiment.
Project Gantt Chart
Timeline Phases
July Aug Sept Oct Nov Define
Measure
Dec
Main Activities
Business case Project scope & objective Team set up
MSA for Y and Xs Process Capability Assessment Cause & Effect Analysis Screen potential causes Fast improvement measures
Define Measure Analyze Improve Control
Primary Metric
Define Measure Analyze Improve Control
Business Impact (cost savings estimated)
Define Measure Analyze Improve Control
Assign technician to adjust the machine and parameter setting; Execute the improvement plan with project members;
CIP原理及CIP流程 PPT
洗
EV2
VP6
充填桶
VP4 VP3
VP1
UHT
充填机
VP2 EV1
回流桶 VP7
VP5
UHT
CIP时的注意的主要指标
Ø各个步骤清洗时间,面板设定时间执行与 否。
Ø碱洗及酸洗时酸碱液的浓度,碱液浓度1.8 -2.2% ,酸液浓度1.2-1.5%。
Ø碱洗及酸洗的温度,酸洗温度70℃左右,碱 洗温度80℃左右。
影响CIP效果的因素
Ø时间
清洁剂与被清洁表面的接触时间
UHT
45 - 60 min
管道 10 - 30 min
罐体 15 - 30 min
Ø温度
清洁剂和过水温度每增加10摄氏度,化学反应率增加一 倍
Ø浓度
指清洁剂的浓度
Ø机械作用
CIP 流动速度
管道:最理想流速是1.5米/每秒
喷头压力
充填机CIP清洗流程
ØCIP的流量,是否在最大或是在研发要求的 范围内。
ØCIP后管路重水的PH值,5.2-7.0
CIP清洗常用的药剂
Ø碱 烧碱(NaOH),在实际使用中还会加 入 一些其他的氧化剂,如OP粉等
Ø酸 纯的磷酸或一定浓度的硝酸
为什么要进行酸洗和碱洗 有 时还会加入氧化剂
Ø碱能除去有机污垢, 如脂肪、蛋白质和碳水化合物 Ø强碱去除变性的和聚合的有机污垢 Ø酸去除无机污垢,如水垢 Ø氧化剂加入碱中对有机污垢的清洁效果比 单纯碱的效果更好.
Ø第一步:水洗600s Ø第二步:碱洗1800s或2000s Ø第三步:水洗1200s Ø第四步:酸洗900s或1200s Ø第五步:水洗1200s
大家学习辛苦了,还是要坚持
继续保持安静
在每一个大的步骤里都有多个小步 骤分别清洗设备不同的部位
EV2
VP6
充填桶
VP4 VP3
VP1
UHT
充填机
VP2 EV1
回流桶 VP7
VP5
UHT
CIP时的注意的主要指标
Ø各个步骤清洗时间,面板设定时间执行与 否。
Ø碱洗及酸洗时酸碱液的浓度,碱液浓度1.8 -2.2% ,酸液浓度1.2-1.5%。
Ø碱洗及酸洗的温度,酸洗温度70℃左右,碱 洗温度80℃左右。
影响CIP效果的因素
Ø时间
清洁剂与被清洁表面的接触时间
UHT
45 - 60 min
管道 10 - 30 min
罐体 15 - 30 min
Ø温度
清洁剂和过水温度每增加10摄氏度,化学反应率增加一 倍
Ø浓度
指清洁剂的浓度
Ø机械作用
CIP 流动速度
管道:最理想流速是1.5米/每秒
喷头压力
充填机CIP清洗流程
ØCIP的流量,是否在最大或是在研发要求的 范围内。
ØCIP后管路重水的PH值,5.2-7.0
CIP清洗常用的药剂
Ø碱 烧碱(NaOH),在实际使用中还会加 入 一些其他的氧化剂,如OP粉等
Ø酸 纯的磷酸或一定浓度的硝酸
为什么要进行酸洗和碱洗 有 时还会加入氧化剂
Ø碱能除去有机污垢, 如脂肪、蛋白质和碳水化合物 Ø强碱去除变性的和聚合的有机污垢 Ø酸去除无机污垢,如水垢 Ø氧化剂加入碱中对有机污垢的清洁效果比 单纯碱的效果更好.
Ø第一步:水洗600s Ø第二步:碱洗1800s或2000s Ø第三步:水洗1200s Ø第四步:酸洗900s或1200s Ø第五步:水洗1200s
大家学习辛苦了,还是要坚持
继续保持安静
在每一个大的步骤里都有多个小步 骤分别清洗设备不同的部位
CIP项目部模板
Cost reduction
Maintenance 维修项目 Regulatory 强制性项目
• •
Strategic项目需要投资回报率在20%以上; Cost reduction项目需要投资回报率在40%以上。
CIP项目流程
• CIP项目操作流程简介
上报立项
启动审批供货安装
完工验收
竣工转资
•
项目部人员主要工作:从项目立项开始全程主导并跟踪项目的运作,协调各有关部门进行
相关技术商务的交流谈判,进行合同的签订及付款工作,监督项目建设情况,项目竣工后 跟踪项目效果是否达到预期。
CIP项目部2012年完成项目一览
•
2012已启动并执行项目:
PM22水针换卷系统; 仓储部木浆仓塔机更换; 研发中心仪器采购; 新购两台商务车; PM22涂料自备机柜是化学过滤机组; PM17阳离子淀粉自动加填系统; PM18 1-8烘抄纸一楼密闭气罩改造; PM17&18直流屏系统升级; PM18新增一台真空泵、空压机; 条形码系统; PM22干燥部气罩通风改造; PM17成品车间链板改造; 厂区道路维修。
优化车间落后产能,降低运行成本或提高产品质量;
优化生产中存在的缺点及不足;
更新换代老化淘汰设备及建筑;
执行政府要求增加设施;
相对采购节省资金。
CIP项目部主要职责
•
CIP项目部主要负责对合资公司所有固定资产投资项目的统计、审核、执行、 跟踪等工作。
•
CIP项目分类:
Strategic 战略项目(需计算投资回报率) 成本节约项目(需计算投资回报率)
CIP项目部简介
2012.08.01
CIP持续改善流程培训PPT模板

√
√ 同16#
√
√
11.70
√
√ 同16#
√
√
11.50
√
√ 同16#
√
√
9.20
16
3.4 新方法实施
NEXT:编列作战计划
17
3.2.4 新方法实施
NEXT:对比改善效果
18
3.2.4 新方法实施
NEXT:选定新的主题,不断精进
19
4、A3报告
What – 什么是A3报告
• 用图表把问题、分析、改正措施、执行计划等内容囊括在一张A3纸上,形成一套完 整的问题解决方案,并进行状态报告
审核结果
小组评估
CIP专员
制定改善计划
《提案评定表》
发表会 公布栏
日常跟踪
CIP委员会 提案等级评定
CIP委员会 (主导)
CIP专员 CIP核算组
CIP优秀案例 确保提案实施
25
3、激励
初奖
• 提案经审核后,若予以采纳,即对提案人给予小额奖励
终奖
• 在提案或项目实施完成或取得阶段性成果够给予奖励 • 针对提案或项目进行评分,根据分值评定等级奖励
序号
1 2 3 4 5
得分
≥16分 13≤分值<16分 10≤分值<13分 7≤分值<10分 4≤分值<7分
获奖等级
特等奖 一等奖 二等奖 三等奖 优秀奖
奖励金额(元)
26
CIP评定
3、 CIP发表会每月举办一次,选择当月内的优秀案例进行分享 • CIP发表内容以合理化建议、工作改善、A3报告3种形式 • 发表人员:
• CIP委员会:主要由公司管理层及部门经理等组成,负责整个机构的运作及提供财力、物力的支持与 协助,确保CIP正常运作,确定公司的CIP目标及发展方向。
《CIP培训资料》PPT课件
以后 售价主义
• 成本上要加利润来决定销售价
2021/6/10
• 销售价里把一定的利润去掉,用剩余的制造 • 顾客来决定价格
7
经营管理
一个公司要想赢利只有通过三个途径: 1、提高销售价格。 2、增加产品的销售数量。 3、降低产品的成本。
增加利润唯一有效的途径是:降低产品的成本, 特别是在生产方式上,为了降低成本,必须 减少浪费,杜绝超负荷和不均衡现象的生产。
等待 浪费
常见的等待现象 增加投资
计划外停机
生产力降低 资源利用率低 设备闲置、设备空转 大量等候/仓储房间 不必要的测试、操作
造成等待现象的原因
规范/不一致的工作方法
工作负荷不平衡 较长时间的设置 误用自动化 质量问题 生产计划不均衡 低效布局
2021/6/10
10
生产现场存在的七种形式的浪费
搬 运 浪费
2021/6/10
8
什么是浪费?
工作是指 为产品创造附加价值的行为。 活动是指 不为产品创造价值的所有行为 浪费是指 ⑴任何不增值的活动
⑵不满足客户需求的活动 ⑶可客户不愿意付款的活动 ⑷用比最少需要更多的资源
浪费
〓
活动
﹢
低效“工作”
2021/6/10
9
生产现场存在的七种形式的浪费
等待不创造价值
2021/6/10
18
无效的劳动:
在执行某项工作中,任何不必要的行为和步骤
我们的目标是:减少非增值的工作,杜绝无效劳 动
2021/6/10
19
什么是超负荷?
当工作人员、机器或设备被强制执行他们自己 所能承受最大限度以外的工作时,便出现超负荷。
当工作人员超负荷工作时,可能会危及小组或 其他人员的安全,工人更有可能失去耐心或感到 疲劳。
《CIP项目标准模板》课件

设计要素
创新思维
通过创新的设计元素激发团队成 员的使用。
统一色彩
使用统一的色彩方案,使整体呈 现出协调和谐的感觉。
2 适应性
根据项目特点和需求,适 度调整和灵活应用模板。
3 持续迭代
随着项目的进行,不断迭 代和优化项目标准模板。
应用范围
工程项目
适用于各类建筑、工程和制造项目。
市场营销
适用于市场调研、推广活动和品牌建设项目。
技术开发
适用于软件开发、IT项目和技术研究项目。
组织变革
适用于组织优化、流程改进和变革管理项目。
1
培训和认可
培训团队成员并确保他们理解和认可使用CIP项目标准模板的重要性。
2
适应性调整
根据项目的不同特点和需求,适度调整和定制模板。
3
实践和反馈
运用实际项目来实践和反馈模板的有效性和可行性。
4
持续改进
根据反馈和实践经验,不断改进和优化CIP项目标准模板。
基本原则
1 一致性
确保项目各个环节的一致 性和连贯性。
总结项目成果,分享项目经验,为未来的项 目提供借鉴。
优势
标准化
统一规范项目流程,提高工作 效率和质量。
可定制化
根据不同项目的需求灵活调整 和定制模板。
团队协作
促进团队成员之间的有效沟通 和协作。
注意事项
1 了解使用者
确保模板满足特定项目和 团队的需求。
2 持续改进
反馈和调整模板,以适应 不断变化的项目环境。
客户演示
使用CIP项目标准模板来向潜在客户展示您的专 业能力和项目执行流程。
内部沟通
通过CIP项目标准模板来标准化内部沟通和合作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Define Measure Analyze Improve Control
Response Variable (Y)
Response Variable and Specification:
Measurement System Description:
Define Measure Analyze Improve Control
Define Measure Analyze Improve Control
Practical Problem Definition
Problem Statement:
Project Objectives:
Define Measure Analyze Improve Control
Project Team
Define Measure Analyze Improve Control
Primary Metric
Define Measure Analyze Improve Control
Business Impact (cost savings estimated)
Define Measure Analyze Improve Control
Collect relative data; Negotiation with suppliers on quality requirement.
Collect relative data; Incoming quality inspection;
Collect the data for analysis; FMEA; Process Capability Study; MSA; Execute the improvement plan with project members;
Project Gantt Chart
Timeline Phases
July Aug Sept Oct Nov Define
Measure
Dec
Main Activities
Business case Project scope & objective Team set up
MSA for Y and Xs Process Capability Assessment Cause & Effect Analysis Screen potential causes Fast improvement measures
Assign technician to adjust the machine and parameter setting; Execute the improvement plan with project members;
Technical support for the improvement project; Execute the improvement plan with project members;
Optimize the process; FMEA; Process Capability Study; MSA; Execute the improvement plan with project members;
Support the project and keep production line running when project needed; Assign the operator and line for project experiment.
Project Name:
Prepared by : Checked by : Date:
Define Measure Analyze Improve Control
Business Case (why selected)
• Describe the current financial impact of the problem, i.e. how much money is currently wasted because of the problem. This waste of money may be due to e.g. scrap, rework, repair, slow cycle time, bottlenecks, poor utilization of capacity, inventory costs, warranty costs, lost volume, lost opportunities, etc.
Analys for Xs Statistical analysis and verification for Xs
Actions piloted Result verification
Standardization Control plan & SPC Cost savings verification
Responsibilities
Sponsor the project; Resource support; Manage and Appraise MBB and BB.
Lead and manage the project; Training the GB and team members; Coordinate between members and departments; Follow up the project phase; Manage and Evaluate GB.
Collect the data for analysis; Process Capability Study; MSA; Execute the improvement plan with project members;
Keep good communication between suppliers and project team; As a consultant, direct the project; Training GB and team members.