紧固件螺纹摩擦系数试验方法
螺栓摩擦系数测试作业指导书 范本 图文
6.测试标准
螺栓摩擦系数测试作业指导书 螺母摩擦系数测试作业指导书 螺纹分析系统(检测仪及软件)、标准螺母/垫片及测试模块
4.使用环境
测试环境温度:10~35℃; 测试样件:表面处理后至少24小时; 测试原则:试验模块和零件只能使用一次
3.使用器具/工装
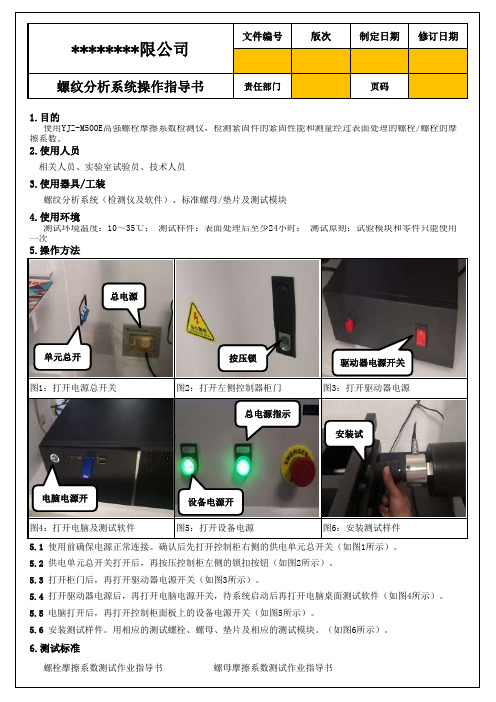
5.操作方法
1.目的 使用YJZ-M500E高强螺栓摩擦系数检测仪,检测紧固件的紧固性能和测量经过表面处理的螺栓/螺栓的摩擦系数。
2.使用人员
相关人员、实验室试验员、技术人员
图1:打开电源总开关图2:打开左侧控制器柜门
图3:打开驱动器电源
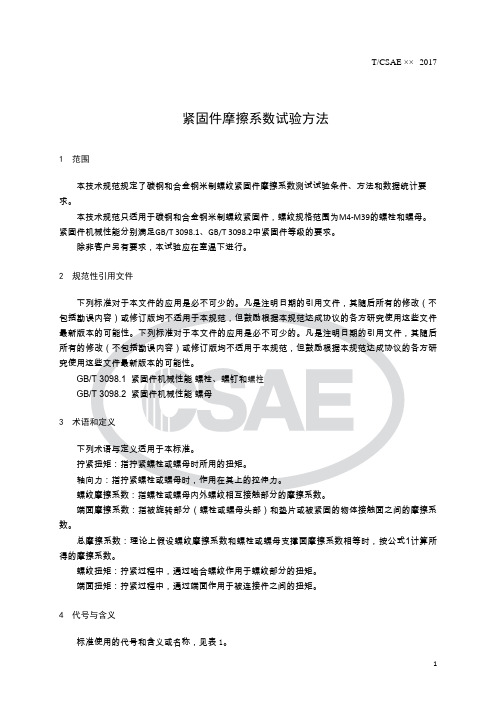
5.4 打开驱动器电源后,再打开电脑电源开关,待系统启动后再打开电脑桌面测试软件(如图4所示)。
5.5 电脑打开后,再打开控制柜面板上的设备电源开关(如图5所示)。
5.6 安装测试样件。
用相应的测试螺栓、螺母、垫片及相应的测试模块。
(如图6所示)。
图4:打开电脑及测试软件图5:打开设备电源图6:安装测试样件
5.1 使用前确保电源正常连接。
确认后先打开控制柜右侧的供电单元总开关(如图1所示)。
5.2 供电单元总开关打开后,再按压控制柜左侧的锁扣按钮(如图2所示)。
5.3 打开柜门后,再打开驱动器电源开关(如图3所示)。
螺纹分析系统操作指导书
责任部门页码
********限公司
文件编号版次制定日期修订日期总电源
单元总开
按压锁驱动器电源开关电脑电源开
设备电源开总电源指示安装试。
紧固件防松措施及防松试验方法拧紧试验方法

紧固件防松措施及防松试验方法、拧紧试验方法 针对螺纹紧固件松动的问题,人们采取各种积极有效的措施,为螺纹紧固件的发展注入新的活力。
从各种标准和文献中可以看到,螺纹紧固件防松技术和防松结构很多,总结起来主要包括摩擦防松、直接锁紧、破坏运动副关系和粘结等几类方法。
(一)摩擦防松1.控制预紧力控制安装预紧力是防止螺纹紧固件松动的经济有效措施之一,这种方法利用螺纹的自锁条件,不需要对螺栓、螺母结构做任何改动,通过保证合适的预紧力来防松。
对于安装控制要求特别高的使用场合,采用直接控制的方法,在安装过程中测量预紧力,并加以控制,目前常用的方法有采用带测力装置的安装机,如液压安装机,对螺栓施加规定的轴向负荷,使其产生弹性变形,在旋紧螺母,完成装配。
也有采用测量螺栓应力或应变形的方法测定预紧力,据此进行安装控制。
一般情况下,直接控制安装预紧力需要使用专门的装置或掌握专门的技术,难予推广。
为了以经济的方法获得满意的预紧力,更多的采取间接测量和控制预紧力的方法,即扭矩控制法。
扭矩控制法通过扭矩系数将预紧力换算成装配扭矩,使用定扭矩或测扭矩装配机或扳手控制装配扭矩,或利用紧固件自身结构保证拧紧扭矩(如扭剪型螺栓连接副),间接达到控制预紧力的目的。
为了达到预期的目的,要求连接副的扭矩系数能预先准确测定,并保证同批零件的扭矩系数离散性不大。
如,GB/T1231-1991中明确规定同批连接副的扭矩系数平均值为 0.110-0.150,扭矩系数标准偏差应小于或乖于 0.001%。
在工程实践中,也有采用转角法、屈服点拧紧法等控制方法的。
2.有效力矩型紧固件有效力矩型紧固件是在普通紧固件结构基础上增加了有效力矩部分,其作用是在连接副中增加一个不随外力变化的阻力矩。
有效力矩部分主要是加在螺母上,在外螺纹上加有效力矩部分的产品比较少见。
全金属有效力矩型锁紧螺母,一类是利用螺母体上螺纹加工完成后螺母体变形,使螺纹发生轴向或径向变形,造成装配时内外螺纹局部出现干涉产生有效力矩,由于受变形量和变形前毛坯变形阻力和几何精度的影响,对加工工艺要求高,有效力矩控制难度大;另一类是将有效力矩部分减薄,收口或开槽后收口,目前国内主要在军工行业使用较多;第三类是在螺母体内嵌入金属弹性元件,装配时外螺纹迫使弹性元件变形,产生有效力矩,这类螺母对弹性元件弹性及嵌件的位置的要求较高,有时会划伤外螺纹表面。
螺栓摩擦系数检测标准

螺栓摩擦系数检测标准
螺栓的摩擦系数检测通常是在材力学测试领域执行的测试项目。
这个测试的主要目的是测量螺栓与所连接材料之间的摩擦系数,这对于计算预负荷和预张紧力是至关重要的。
一般来说,检测螺栓摩擦系数的标准和测试方法会遵循国际或者国家标准组织(比如ASTM、ISO等)的相关规范,以确保测试的准确性和可重复性。
通常情况下,这些标准会包括螺栓测试样件的准备、试验条件、实施方法和测试结果的数据解释等内容。
相关的测试标准可能包括:
1. 标本的制备,例如标准要求标准方法来准备螺栓和试样。
2. 测试方法,包括实验室测试和现场测试,可能需要在干燥、清洁的环境中进行。
3. 测试装置和设备,可能需要有标准的测试设备和传感器。
4. 测试流程和记录,确保测试是按照标准程序进行的,并且测试数据能够追溯性。
总之工程测试中的螺栓摩擦系数的测试标准需要遵循特定的标准化程序,例如ASTM和ISO等标准组织发布的标准。
如果您需要进行这方面的测试,建议您查阅相关的标准文件并咨询专业的测试机构。
紧固件摩擦系数试验方法
紧固件摩擦系数试验方法1 范围本技术规范规定了碳钢和合金钢米制螺纹紧固件摩擦系数测试试验条件、方法和数据统计要求。
本技术规范只适用于碳钢和合金钢米制螺纹紧固件,螺纹规格范围为M4‐M39的螺栓和螺母。
紧固件机械性能分别满足GB/T 3098.1、GB/T 3098.2中紧固件等级的要求。
除非客户另有要求,本试验应在室温下进行。
2 规范性引用文件下列标准对于本文件的应用是必不可少的。
凡是注明日期的引用文件,其随后所有的修改(不包括勘误内容)或修订版均不适用于本规范,但鼓励根据本规范达成协议的各方研究使用这些文件最新版本的可能性。
下列标准对于本文件的应用是必不可少的。
凡是注明日期的引用文件,其随后所有的修改(不包括勘误内容)或修订版均不适用于本规范,但鼓励根据本规范达成协议的各方研究使用这些文件最新版本的可能性。
GB/T 3098.1 紧固件机械性能 螺栓、螺钉和螺柱GB/T 3098.2 紧固件机械性能 螺母3 术语和定义下列术语与定义适用于本标准。
拧紧扭矩:指拧紧螺栓或螺母时所用的扭矩。
轴向力:指拧紧螺栓或螺母时,作用在其上的拉伸力。
螺纹摩擦系数:指螺栓或螺母内外螺纹相互接触部分的摩擦系数。
端面摩擦系数:指被旋转部分(螺栓或螺母头部)和垫片或被紧固的物体接触面之间的摩擦系数。
总摩擦系数:理论上假设螺纹摩擦系数和螺栓或螺母支撑面摩擦系数相等时,按公式1计算所得的摩擦系数。
螺纹扭矩:拧紧过程中,通过啮合螺纹作用于螺纹部分的扭矩。
端面扭矩:拧紧过程中,通过端面作用于被连接件之间的扭矩。
4 代号与含义标准使用的代号和含义或名称,见表1。
表1 代号与含义符号含义或名称单位d 螺栓公称直径mmD 螺母公称直径mmd2螺纹中径mmd h垫片或支撑板的孔径mmD b螺母或螺栓头下支撑面摩擦直径mmD0支撑面外径d wmin或d kmin (见产品标准)mmF 轴向力NP 螺距mmT 拧紧扭矩N.mT b端面摩擦扭矩N.mT th螺纹扭矩 N.mμb端面摩擦系数μth螺纹摩擦系数μtot总摩擦系数5 试验原理使用专业设备将螺栓或螺母以规定的速度拧紧到标准要求的扭矩或轴向力值,得到拧紧扭矩、螺纹或头部扭矩和轴向力的数值,在假设螺纹摩擦系数和螺栓或螺母支撑面摩擦系数相等时通过公式1计算出螺栓或螺母的总摩擦系数。
紧固件螺纹摩擦系数试验方法
螺纹紧固件的功能,通过施加一定的扭矩,在螺栓上产生相应的预紧力(F),保证被连接牢固的联接在一起不松动,同时又可拆卸以便于维修。
预紧力的大小是保证连接质量的重要因素,而影响预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件本身的摩擦系数.摩擦系数有明确的物理意义,可理解为一个材料常数,当摩擦面的材质、表面状态和润滑条件确定后,摩擦系数也就随之确定。
那么标准中提到不同的试验条件、不同的试验方法对试验结果是否有影响呢?以下试验以IS0 16047标准中要求的不同状态进行对比测试.试验设备ISO 16047标准中要求试验设备应满足:能够应用扭紧扭矩和用自动或手动旋转螺帽和螺栓头部,显示精度值要求±2%,角度的测量精度要求必须达到显示值的±2°或±2%。
为了达到仲裁的目的,扭紧时使用能控制的动力工具并控制旋转速度保持恒定。
测量结果能以电子记录方式记录。
本文所有试验结果均使用衡翼HYtest多功能螺栓紧固分析系统。
此实验测试机传感器精度均为0. 5%,符合《ISO 16047—紧固件的扭矩/夹紧力测试标准》中的试验测试机要求。
试验机周期对传感器进行标定。
试验过程中影响摩擦系数结果因素1。
试验螺母对摩擦系数结果的影响ISO 16047标准中,检测螺栓使用的标准螺母处要求和被测螺栓等级对应外,对标准试验螺母的表面状态有有两种要求:(1)未镀层表面平整并脱脂处理.⑵锻锌要求按照ISO 4042并脱脂处理。
试验方案:试验采用M10×1。
5×45 9。
8级镀锌并涂封闭剂六角头螺栓,平均镀层厚度为9。
3μm;试验速度为30r/min,拧紧到30Nm,其它试验状态一致,试验各做5组数据。
试验采用相同等级螺母,第一组试验螺母采用未镀层表面平整并脱脂处理,螺母公差6H,试验数据见表1。
第一组试验螺母按照ISO 4042镀锌并脱脂处理,镀层厚度为8.6μm,螺母公差6H,试验数据见表2。
螺栓紧固过程中的摩擦系数与扭矩系数

螺栓紧固过程中的摩擦系数与扭矩系数螺栓紧固过程中的摩擦系数与扭矩系数摩擦系数µ是通常意义上的物理概念,是摩擦⼒与正压⼒的⽐值。
在螺纹联接中,摩擦可分为螺纹副摩擦及端⾯摩擦两部分,这两部分摩擦条件往往不尽相同,因⽽存在螺纹副摩擦系数µs ?及端⾯摩擦系数µw 。
摩擦系数根据材质、表⾯状况及润滑条件的不同⽽不同。
⼀般钢材结合⾯的平均摩擦系数[3]如表3,常见螺纹联接副的摩擦系数[1]见表4。
扭矩系数K 是宏观上直接反映螺栓拧紧过程中的扭矩与轴向夹紧⼒之间关系的经验系数,由(2)式给出。
T=K ?d ?F (2) 式中,T 为拧紧扭矩(Nm);d 为螺纹公称直径(mm);F 为螺栓轴向夹紧⼒(kN)。
对⽐(1)、(2)式可知,扭矩系数是由摩擦系数和螺纹形状共同决定的参数,对特定的理想的螺纹联接副⽽⾔,当摩擦系数确定后,扭矩系数K 值也就确定了,如(3)式。
+β+α'≈+βα'-β+α'=µµµµµw w p s p w w s s p d d d d d tg d 21tg 1tg d 21K cos cos cos (3) 如取µs =µw =0.15,则由(3)式可求得粗⽛螺纹和细⽛螺纹的扭矩系数K 都约为0.2。
应该特别指出的是它们的物理概念和求得的⽅法是不同的。
摩擦系数有明确的物理意义,可理解为⼀个材料常数,当摩擦⾯的材质、表⾯状态和润滑条件确定后,摩擦系数也就随之确定(严格地说,⾦属间的摩擦系数会随相对滑动速度或温度的升⾼⽽降低[4]。
);⽽扭矩系数则是经验参数,它不仅取决于摩擦⾯的摩擦系数,主要取决于螺纹联接副的⼏何形状。
如前所述,对特定的理想的螺纹联接副⽽⾔,当摩擦系数确定后,扭矩系数也就确定了,但实际的螺纹联接副不可避免地存在制造公差,有时甚⾄存在铁屑、螺纹碰伤、螺纹乱扣⼲涉等缺陷,此时,即使⼀批螺栓(螺母)的摩擦系数保持恒定,其扭矩系数也将不可避免地存在⼀定的散差,⽽并⾮与摩擦系数相对应的某⼀常数。
紧固件摩擦系数试验方法-中国汽车工程学会标准

《紧固件摩擦系数试验方法》编制说明(标准送审稿)a.工作简况1、任务来源本标准依据中国汽车工程学会2014年12月12日印发中汽学函[2014]73号《中国汽车工程学会技术规范起草任务书》/任务书编号2014-3制定,标准名称《紧固件摩擦系数试验方法》。
本标准主要完成单位:上海汽车集团股份有限公司乘用车公司、泛亚汽车技术中心有限公司、神龙汽车有限公司、重庆长安汽车股份有限公司、上汽大众汽车有限公司、一汽-大众汽车有限公司、浙江吉利汽车研究院有限公司、北京宝沃汽车有限公司、奇瑞汽车股份有限公司、北京汽车研究总院有限公司、北京新能源汽车股份有限公司、北京汽车股份有限公司、上汽通用五菱汽车股份有限公司、一汽轿车股份有限公司、菲亚特克莱斯勒亚太投资有限公司、福特汽车工程研究(南京)有限公司、东风商用车有限公司、南通申海工业科技有限公司、浙江捷能汽车零部件有限公司、麦德美乐思科技(苏州)有限公司、美加力新能源科技(海安)有限公司、宁波敏达机电有限公司、恩欧富涂料商贸(上海)有限公司、上海孜孜科技有限公司、上海热策电子科技有限公司。
2、主要工作过程2015年12月由上海汽车集团股份有限公司乘用车公司向中国汽车工程学会(以下简称中汽学会)提出制定《紧固件摩擦系数试验方法》标准的申请,2016年1月成立了标准工作组,提出撰写思路并进行分工。
标准工作组于2016年3月在上海召开了标准启动会,会议确认了标准工作计划、撰写大纲、章节目录和工作分工。
2016年7月,标准工作组组织召开紧固件摩擦系数研讨会。
2016年10月-2017年4月,标准工作组完成了标准零件的准备工作。
2017年4月中旬,标准工作组在昆山进行了标准试验方案讨论会议。
2017年5月-2017年6月,标准工作组完成相关实验验证和统计工作,并完成标准定稿版本。
2017年7月,标准工作组在无锡进行了标准定稿的评审。
2017年10月,向中国汽车工程学会提交标准送审稿。
摩擦系数和试验方法研究

摩擦系数和试验方法研究【摘要】随着汽车业的快速发展,各汽车主机厂越来越重视对紧固可靠性技术的研究,尤其是作为基础输入的摩擦系数更是得到特别关注与控制。
论文主要是对摩擦系数区间和试验方法的研究。
With the rapid development of the automotive industry, various automobile OEMs pay more and more attention to the research onfastening reliability technology, especially the friction coefficientas the basic input is paid special attention and control. This paper mainly studies the friction coefficient interval and test method.【关键词】预紧力;螺栓;试验方法pretightening force; bolt; test method1 引言螺栓的拧紧过程是一个克服摩擦的过程,在这一过程中存在螺纹副的摩擦及端面摩擦,通常情况下,装配扭矩约90%都由于螺纹副摩擦及支撑面摩擦消耗掉,只有约10%转化为螺栓轴向预紧力。
而影响轴向预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件的摩擦系数,因此开展公司紧固件摩擦系数研究很有意义。
2 摩擦系数影响因素2.1 润滑剂的影响润滑剂即为扭矩调节剂,可以起到降低摩擦系数和稳定摩擦系数的作用,现取三组不同的零件进行润滑剂试验,试验结果如表1。
表 1 试验对比表说明:μges 总摩擦系数μA平均摩擦系数从以上试验数据分析可以看出,使用润滑剂处理可以减小摩擦系数的离散度,稳定摩擦系数。
2.2 拧紧快慢的影响为了验证螺栓打紧速度的快慢对摩擦系数的影响,现对相同标准螺栓分别进行快打紧和慢打紧试验,试验数据如图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹紧固件的功能,通过施加一定的扭矩,在螺栓上产生相应的预紧力(F),保证被连接牢固的联接在一起不松动,同时又可拆卸以便于维修。
预紧力的大小是保证连接质量的重要因素,而影响预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件本身的摩擦系数。
摩擦系数有明确的物理意义,可理解为一个材料常数,当摩擦面的材质、表面状态和润滑条件确定后,摩擦系数也就随之确定。
那么标准中提到不同的试验条件、不同的试验方法对试验结果是否有影响呢以下试验以IS0 16047标准中要求的不同状态进行对比测试。
试验设备
ISO 16047标准中要求试验设备应满足:能够应用扭紧扭矩和用自动或手动旋转螺帽和螺栓头部,显示精度值要求±2%,角度的测量精度要求必须达到显示值的±2°或±2%。
为了达到仲裁的目的,扭紧时使用能控制的动力工具并控制旋转速度保持恒定。
测量结果能以电子记录方式记录。
本文所有试验结果均使用衡翼HYtest多功能螺栓紧固分析系统。
此实验测试机传感器精度均为0. 5%,符合《ISO 16047—紧固件的扭矩/夹紧力测试标准》中的试验测试机要求。
试验机周期对传感器进行标定。
试验过程中影响摩擦系数结果因素
1.试验螺母对摩擦系数结果的影响
ISO 16047标准中,检测螺栓使用的标准螺母处要求和被测螺栓等级对应外,对标准试验螺母的表面状态有有两种要求:
(1)未镀层表面平整并脱脂处理。
⑵锻锌要求按照ISO 4042并脱脂处理。
试验方案:试验采用M10××45 级镀锌并涂封闭剂六角头螺栓,平均镀层厚度为μm;试验速度为30r/min,拧紧到30Nm,其它试验状态一致,试验各做5组数据。
试验采用相同等级螺母,第一组试验螺母采用未镀层表面平整并脱脂处理,螺母公差6H,试验数据见表1。
第一组试验螺母按照ISO 4042镀锌并脱脂处理,镀层厚度为μm,螺母公差6H,试验数据见表2。
从表1、表2的试验数据可以看出,无论试验过程中采用标准中要求的哪种状态螺母,试验得到的螺栓的螺纹部分摩擦系数均为,两个实验结果中得到的总摩擦系数也相同,由此可见试验过程中使用标准中要求的铁基质的没有进行润滑封闭螺母对被测螺栓的摩擦系数并没有的影响。
2.试验垫片对摩擦系数的影响
ISO 16047标准中提供了两种硬度的垫片,一种是热处理到高硬度的试验垫片(HH),硬度范围为50-60HRC;另外一种是低硬度垫片(HL),硬度范围为200~300HV,见图1。
试验方案:试验采用同一批M6×1×50 级六角凸缘面螺栓,试验垫片硬度分别为;;和铝制垫片,试验以30r/min拧紧到得到摩擦系数结果,每项试验各做5件产品得到的数据。
第一组试验垫片硬度为试验数据,见表3。
第二组试验垫片硬度为的试验数据,见表4。
.
第三组试验垫片硬度为 HRC试验数据,见表5。
第四组试验垫片为铝制垫片试验数据见表6。
从试验数据可以看出,高硬度垫片()和低硬度垫片(铝制)头部摩擦系数相差,而在高硬度范围(50~60HRC)内的试验垫片,测得的螺栓头部摩擦系数平均值为(见表3、表4),由此可见随着垫片的硬度减低(低于50HRC),螺栓头部转动时,造成垫片和螺栓头部接触部分摩擦面损伤(铝垫片比较明显),这样头部的摩擦系数就较大,从而,螺栓拧紧时头部消耗的扭矩就会增大,转化的预紧力降低。
如果紧固件头部由于摩擦较大,转动速度较快时,摩擦面产生的热量没有及时散发出去,就容易产生“粘着/跳动”现象,如图4所示。
3.试验方法对摩擦系数的影响
目前除了IS016047标准规定的试验方法外,各大汽车集团均制定企业内部的摩擦系数检测方法,如大众集团按照VW01131标准,福特集团按WZ101,标致雪铁龙采用C10054标准规定,那么不同的测试步骤对结果的影响怎么样
以下试验试验采用不同的实验步骤及不同的设定条件对同一批M10××45 级镀锌六角头螺栓进行试验。
(1)试验方法及步骤
试验先以60r/min拧紧到11Nm,停顿3s,然后以20r/min拧紧至ij45Nm,试验曲线见图5。
试验数据(5个数据平均值)。
(2)以30r/min拧紧到夹紧力时产品的摩擦系数。
试验数据(5个数据平均值):
从上面对比数据中可以看出:试验过程中设定扭矩或设定预紧力值,测得的摩擦系数均在同一范围内。
结论
1.在ISO 16047标准中检测摩擦系数同时提供了两种状态的标准螺栓和螺母,通过试验一中的对比,两种状态螺母(镀锌和没有任何涂层)对试验结果没有影响,在实际的检测试验中可以使用任何一种状态的螺母,但要保证试验螺栓、螺母满足公差要求。
2.在IS0 16047标准提到有高低两种硬度垫片,从试验结果看,在高硬度垫片(50-60HRC)的检测中,试验垫片的硬度对于试验结果没有太大的影响。
一般来说,随着垫片的硬度降低,所测的摩擦系数将增大,从而,影响总摩擦系数增大。
考虑到紧固件连接状态存在“软硬连接”,因此,试验垫片的选择要按照标准或客户要求进行,从而保延试验结果对使用有意义。
3.第三组试验中对比了两种不同的试验方法,同时对比了在检测摩擦系数时,设定扭矩值计算摩擦系数和设定夹紧力计算摩擦系数的结果,设定扭矩值计算摩擦系数和设定夹紧力计算摩擦系数的到的试验数据在考虑到试验的影响因素及测量误差因素,在同一范围内。
4.摩擦系数测量的主要目的是为了保障每一批供货的螺栓或螺母的摩擦条件稳定在工艺要求的范围内。
因为紧固件在设计过程中就已经确定摩擦系数及装配工艺,在实际的生产中确保产品满足要求,这样才能保证产品在装配过程及在使用环境中能够承受额定的载荷,防止问题产生。
5.在摩擦系数的测量过程中还会遇到一些其它问题,但无论什么问题均要以和客户协商的试验方法进行检测。