粗牙螺纹盲孔——攻螺纹深度和钻孔深度
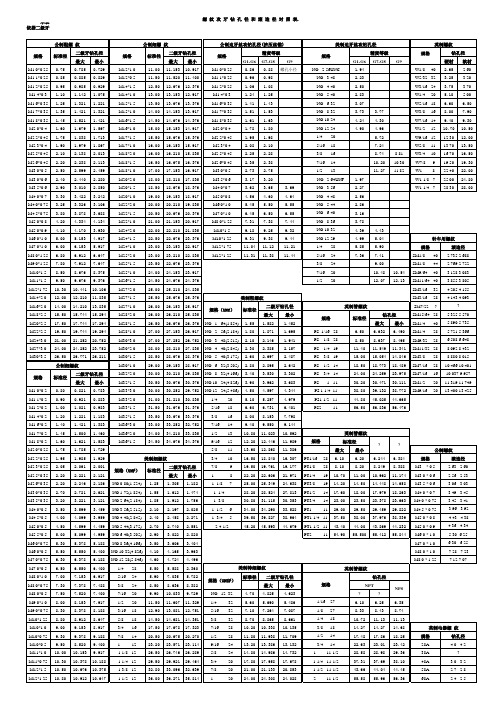
螺栓钻孔直径、沉孔尺寸的设计参数汇总
2、螺栓和螺钉的通孔尺寸:
螺纹规格
M1
M1.2
M1.4
M1.6
M1.8
M2
M2.5
M3
M3.5
M4
M4.5
螺纹直径(GB/T5277-1985)
精装配
中等装配
粗装配
1.1
1.7
1.5
1.7
2
2.2
2.7
3.2
3.7
4.3
4.8
1.2
1.8
1.6
2
2.1
2.4
3.2
3.4
3.9
4.5
5
1.3
2
1.8
2.2
2.4
2.6
3.6
3.6
4.2
4.8
5.3
螺纹规格
M5
M6
M7
M8
M10
M12
M14
M16
M18
M20
M22
螺纹直径(GB/T5277-1985)
精装配
中等装配
粗装配
5.3
6.4
7.4
8.4
10.5
13
15
17
19
21
23
5.5
6.6
7.6
9
11
13.5
15.5
17.5
20
22
24
5.8
7
8
10
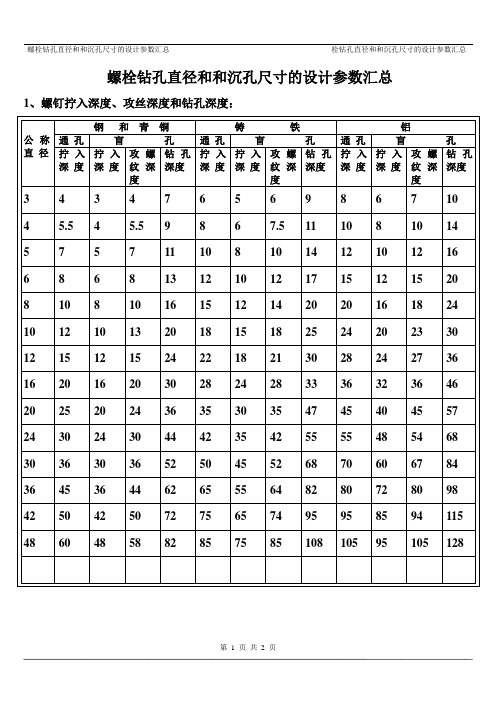
螺栓钻孔直径和和沉孔尺寸的设计参数汇总
1、螺钉拧入深度、攻丝深度和钻孔深度:
公称直径
钢和青铜
铸铁
铝
通孔
盲孔
通孔
盲孔
通孔
盲孔
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上如:公制螺纹的计算方法:底径=大径*螺距英制螺纹的计算方法:底径=大径*螺距脆性材料钻孔直径D=d(螺纹外径)(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=*牙距P(牙角60度)内牙孔径=公称直径*P7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距美制螺纹(统一标准螺纹)牙深=*每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=*每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=*每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = / 牙距P牙距P = / 每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d 牙深h = * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC 20mm长公制牙与英制牙的转换牙距P = / (吋螺纹数n)P = / 10 =因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋= * (3/4) =转速N = (1000周速V) / (圆周率p * 直径 D )N = 1000V / pD = 1000 * 120 / *=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/ = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = *1575/500=退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = *1575/2000=牙深及牙底径d 牙深径 d = 公称外径D-2*h =* =。
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05M M转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm。
螺纹底孔深度计算公式
螺纹底孔深度计算公式(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙。
螺纹攻牙-钻孔直径对照表
M4.5*0.5 4.00 4.099 3.959 NO.4-48(2.845) 2.40 2.458 2.271
M5.0*0.5 4.50 4.599 4.459 NO.5-44(3.175) 2.70 2.740 2.551
M5.5*0.5 5.00 5.099 4.959 NO.6-40(3.505) 2.90 3.022 2.820
5/8 - 18
14.50 14.681 14.351
M10*1.0 9.00 9.153 8.917
3/4 - 16
17.50 17.678 17.323
M10*0.75 9.30 9.378 9.188
7/8 - 14
20.50 20.675 20.270
M10*0.5 9.50 8.520 9.400
M7.0*1.0
6.45 6.50
6.55
M8.0*1.25
7.31 7.38
7.44
M10*1.5
9.18 9.25
9.32
M10*1.25
9.31 9.38
9.44
M12*1.75
11.04 11.12 11.21
M12*1.25
11.31 11.38 11.44
美制迫牙丝攻钻孔径
规格 NO. 2-56UNC
7/16 - 20
9.90 10.033 9.729
M9.0*1.0 8.00 8.153 7.917
1/2 - 20
11.50 11.607 11.329
M9.0*0.75 8.30 8.378 8.188
3/16 - 18
12.90 13.081 12.751
M10*1.25 8.80 8.912 8.647
螺纹底孔及攻丝深度与钻头丝锥知识—PPT

3
4
一 、简介
实际在设计过程中,特别是有几年工作经验的设计人 员,一般情况下基本不会去查阅手册来确定,如M10的螺 钉,我要打多大的底孔,深度是多少,公差标注多少,攻 丝深度等等,完全根据经验值来给出。当然,在现今制图 软件中一般给出螺纹深度,底孔会自动给出,已经集成了 标准图库。但作为机械工程中的基础知识,我们需要明白 其设计依据,真正系统掌握在记忆中,并能灵活运用。
11
二、螺纹深度经验总结
2、拧入深度,底孔深度及螺纹深度总结经验公式(盲孔)
通孔螺纹的拧入深度比盲孔要深一点,设计中可
认为基本等同于盲孔的攻螺纹深度。
以钢体工件为例(列举三种规格种来总结公式)
螺距p(粗牙)
1 1.25 1.5
公称直径d
6 8 10
盲孔拧入深 度L
6 8 10
攻螺纹深度 L1
8 10 13
17
三、钻孔及攻丝工具
攻丝所用的工具为丝锥,按形状可分为: 普通直槽丝锥 螺旋槽丝锥 挤压丝锥
18
三、钻孔及攻丝工具
普通直槽丝锥 ➢ 向下排屑 ➢ 适用于硬度较高、粉末状
或短短切屑材料 ➢ 用于加工通孔或深度较小
的盲孔
19
三、钻孔及攻丝工具
螺旋槽丝锥 ➢ 沿螺旋槽向上排屑 ➢ 加工盲孔的最佳选择 ➢ 寿命长,耐用度高
14
三、钻孔及攻丝工具
钻底孔一般使用麻花钻,根据实际情况也可用中心钻, 扩孔钻或者铣刀等。
15
三、钻孔及攻丝工具
• 钻孔直径一般小于80mm,钻较大孔时,根据孔的尺寸 精度要求,可分多次钻成,或用扩孔钻或铣刀完成加工。
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05M M转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm。
螺纹底孔深度计算公式
刀座快速移动的影响车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
普通公制螺纹用外径-螺距。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
公称直径-1.0825*P
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径2ห้องสมุดไป่ตู้mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
外牙2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
螺纹底孔深度计算公式
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件计算公式
公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P