角焊缝尺寸设计计算手册(AWS)
AWS D最新版1焊接工艺规程中英文对照模板

焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称Company Name:焊接方法Welding Process(es):PQR辅助文件号Supporting PQR No.(s):采用的接头设计JOINT DSIGN USED类型Type:单面焊缝Single [ ] 双面焊缝Double Weld [ ] 衬垫Backing:是Yes [ ] 否No[ ]衬垫材料Backing Materical:根部间隙Rooting opening:钝边尺寸Root Face Dimension:坡口角度Groove Angle:半径Radius (J-U):背部清根Backing:是Yes [ ] 否No[ ]方法Method:母材BACE METALS材料规格Material Spec.:类型或级别Type or Grade:厚度Thickness:坡口Groove:角焊缝Fillet:直径(圆管)Diamcter(Pipe):填充金属FILLER METALSAWS 规定AWS Specification:AWS 类别AWS Classification:保护SHIELDING焊剂Flux:气体Gas:焊丝—焊剂(等级)Electrode-Flux(Class):预热PREHEAT预热温度,最低Preheat Temp,Min:道间温度,最低Interpass Temp,Min:最高Max:标识编号Identification #:修改Revision:日期Date:修改人By:批准人Authorized by:日期Date:类型Type—手工Manual[ ] 半自动semi-Automatic[ ] 机械Machine[ ] 自动Automatic[ ]位置POSITION坡口位置Position of Groove:角焊缝Fillet:立焊方向Vertical Progression:上行Up[ ] 下行Down[ ] 电特性ELECTRICAL CHARACTERISTICS过渡形式(GMAW)Transfer Mode(GMAW)短路Short-Circuting:[ ] 熔滴Globular:[ ]喷射Spray:[ ]电流Current:交流AC:[ ] 直流反接GCEP:[ ]脉冲Pulsed:[ ] 直流正接DCEN:[ ] 钨极(GTAW)Tungsten Electrode尺寸Size:类型Type:技术TECHNIQUE直线或横向摆动喊道Stringer or Weave Bead:多道或单道(每边)Multi-pass or Single Pass(per side):焊丝数Numbei of Electrodes:焊丝间隔Electrode Spacing 纵向Longitudinal:横向Lateral:角度Angle:导电咀到工件距离Contact Tube to Work Distance:锤击Peening:道间清理Interpass Cleaning:焊后热处理POSTWELD HEAT TREATMENT温度Temp.:时间Time :部分内容来源于网络,有侵权请联系删除!部分内容来源于网络,有侵权请联系删除!。
角焊缝构造和计算图文版

-
向
(f)
二、焊接残余应力对结构性能的影响
t
1、对结构静力强度的影响
f
f
fy -
fy -
B b+
b+
fy
-
Ny b +
Ny
-
-
-
因焊接残余应力自相平衡,故:
Nt b t f y Nc (B b) t f
当板件全截面达到fy,即N=Ny时:
N y N t B b t f y B t f y
限制了其塑性的发展,增加了钢材低温脆断倾向。 所以,降低或消除焊接残余应力是改善结构低温冷
脆性能的重要措施。
4、对疲劳强度的影响 在焊缝及其附近主体金属焊接残余拉应力通常达到
钢材的屈服强度,此部位是形成和发展疲劳裂纹的敏感 区域。因此焊接残余应力对结构的疲劳强度有明显的不 利影响。
三、焊接变形
焊接变形包括:纵向收缩、横向收缩、弯曲变形、 角变形和扭曲变形等,通常是几种变形的组合。
对于T型连接单面角焊缝hf,min应加上1mm;
(3)侧面角焊缝的最大计算长度
侧面角焊缝在弹性工作阶段沿长度方向受力不均,两端大而
中间小。焊缝长度越长,应力集中系数越大。如果焊缝长度
不是太大,焊缝两端达到屈服强度后,继续加载,应力会渐
趋均匀;当焊缝长度达到一定的长度后,可能破坏首先发生
在焊缝两端,故:
σfA σfB
x
τf
h1
对于A点:
fA
M Iw
h1 2
f
f
w f
式中:Iw—全部焊缝有效截面对中和轴的惯性矩;
h1—两翼缘焊缝最外侧间的距离。
AWS_A2.4_焊缝符号及形状(中文)

第四单元焊缝接头几何图形和焊接符号目录介绍--------------------------------------------------------------------------------2 焊接的接头-----------------------------------------------------------------------2 焊接符号--------------------------------------------------------------------------27 补充符号--------------------------------------------------------------------------30 焊缝符号尺寸--------------------------------------------------------------------33 关键术语及定义-----------------------------------------------------------------38第四部分焊缝接头几何形状及焊接符号序言确定焊接技术要求,接头设计和选择是设计或项目工程师的责任,然而,制造人员仍然有责任准确的将图纸要求转化为生产工艺,并准备Array这些接头。
在日常工作交流中,焊接接头术语就显得非常重要。
准确的应用术语可以使焊接人员很方便地将组装和焊接过程的问题向有关人员提出来。
焊接接头术语与补充的焊接符号,数据及尺寸之间有直接关系。
焊接检验员很有必要掌握这些沟通技巧。
焊接接头焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据设计不同,各种不同的焊缝应用于每个接头形式,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
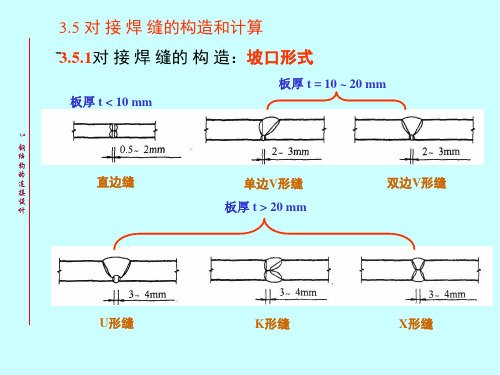
对接焊缝、角焊缝的构造和计算
自动焊、半自动 焊和 E55 型焊条 的手工焊
Q390 钢 Q420 钢
≤16 >16~40 >40~60 >60~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35
>35~50
>50~100
抗压
f
w c
215 205 200 190 310 295 265 250 350 335 315 295 380 360
钢 结
剪力 V
构
的
连
接
设
计 弯矩 M
应力分布
应力分布
剪力 V
轴力 N
max
M Wx
f
t
w
(
f
w c
)
max
VS w I wtw
f vw
zs
应力分 布
12 312 1.1 ftw
3.5.7典型节点(3)--牛腿焊接--弯矩、剪力作用 弯矩 M 剪力 V
焊缝截 面a
应力分 布
3
钢
结
构
tw
的
连
3
钢 转角处必须连续施焊。
结
构
的 连 接
t1
t2
设
计
2hf
b
5t1,25
D、在搭接连接中,搭接长度不得小于焊件较小厚度的5倍, 且不得小于25mm。
3.6.2 角焊缝截面尺寸(6)构造要求汇总
角焊缝构造尺寸要求
部位 项目
构造要求
备注
上限
3
焊脚尺寸
钢 结
角焊缝尺寸设计计算手册(AWS)
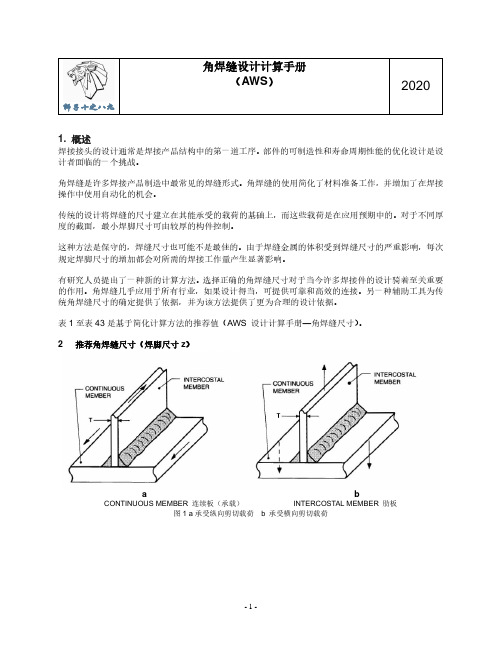
狮子十之八九角焊缝设计计算手册
(AWS)2020
1. 概述
焊接接头的设计通常是焊接产品结构中的第一道工序。
部件的可制造性和寿命周期性能的优化设计是设计者面临的一个挑战。
角焊缝是许多焊接产品制造中最常见的焊缝形式。
角焊缝的使用简化了材料准备工作,并增加了在焊接操作中使用自动化的机会。
传统的设计将焊缝的尺寸建立在其能承受的载荷的基础上,而这些载荷是在应用预期中的。
对于不同厚度的截面,最小焊脚尺寸可由较厚的构件控制。
这种方法是保守的,焊缝尺寸也可能不是最佳的。
由于焊缝金属的体积受到焊缝尺寸的严重影响,每次规定焊脚尺寸的增加都会对所需的焊接工作量产生显著影响。
有研究人员提出了一种新的计算方法。
选择正确的角焊缝尺寸对于当今许多焊接件的设计骑着至关重要的作用。
角焊缝几乎应用于所有行业,如果设计得当,可提供可靠和高效的连接。
另一种辅助工具为传统角焊缝尺寸的确定提供了依据,并为该方法提供了更为合理的设计依据。
表1至表43是基于简化计算方法的推荐值(AWS 设计计算手册—角焊缝尺寸)。
2 推荐角焊缝尺寸(焊脚尺寸z)
a b
CONTINUOUS MEMBER 连续板(承载)INTERCOSTAL MEMBER 肋板
图1 a承受纵向剪切载荷 b 承受横向剪切载荷
2.1 碳钢
2.2 不锈钢
15
表
2.3 铝
- 11 -。
AWS D1.1表

表22.1 熔敷填平的喇叭形坡口焊缝的有效尺寸P 342.2 折减尺寸Z(非管材)2.3 许用应力2.4 用于斜载面角焊缝的当量强度系数2.5 疲劳应力设计参数2.6 管材连接焊缝的许用应力2.7 圆截面材料不同类型和部位的应力类别2.8 疲劳类别对焊缝尺寸或厚度以及焊缝形状的限定2.9 用于计算免除评定的PJP T-、Y-和K-形节点最小焊缝尺寸的折减尺寸Z2.10 有关连接强度的术语(圆截面)表33.1 免除评定的等强度匹配的母材-填充金属组合P 743.2 免除评定的最低预热和道间层间温度3.3 外露、无蔽覆的耐候钢所用填充金属的要求3.4 免除评定的PJP最小焊缝尺寸3.5 免除评定的管材T-、Y-和K-形节点的CJP细节3.6 用SMAW,GMAW-S和FCAW方法焊接的管材T-、Y-和K-形节点的CJP坡口焊缝免除评定接头尺寸和坡口角度3.7 免除评定的WPS要求3.8 免除评定的WPS参数表44.1 焊接工艺规程(WPS)评定---用板材、圆钢和方管试验进行评定所覆盖的产品焊接位置P 1564.2 WPS评定---CJP坡口焊缝:式样的数量与类型以及评定所覆盖的厚度与直径范围4.3 WPS评定---PJP坡口焊缝试样的数量与类型以及评定所覆盖的厚度范围4.4 WPS评定---角焊缝:试样的数量与类型和评定所覆盖的厚度范围4.5 SMAW,SAW,GMAW,FCAW和GTAW方法需重作WPS评定的PQR基本参数改变范围4.6 要求CVN试验而需重作WPS评定的PQR补充基本参数的变化---适用于SMAW,SAW,GMAW,FCAW和GTAW4.7 电渣焊(ESW)或气电焊(EGW)需重作WPS评定的PQR基本参数变化4.8 PQR覆盖的表3.1、表4.9和未列入的钢4.9 要求按第4章进行评定、规范认可的母材和填充金属4.10 焊工和焊接操作工技能评定---用板材、圆钢和方管试验进行评定所覆盖的产品焊接位置4.11 焊工和焊接操作工技能评定---试样数量和类型以及覆盖的厚度和直径范围4.12 焊接人员技能评定中基本参数的改变需重作评定的情况4.13 焊条分类的组别4.14 CVN试验要求4.15 CVN试验温度降低值用于当横过缺口处的宽度小于母材厚度80%的小尺寸CVN试样表55.1 低氢焊条允许暴露于大气的时间P2315.2(不同焊缝厚度的)最少保温时间5.3 替代的消除应力热处理5.4 切割表面上轧制引起的层状缺陷的允许限度和修理5.5 管材接头根部间隙公差5.6 典型大梁的拱度公差5.7 未曾设计混凝土拱腋的大梁的拱度公差5.8 最小角焊缝尺寸5.9 焊缝剖面形状5.10 焊缝剖面形状序列表66.1 目视检验合格判据P2716.2 UT合格---拒收判据(静载荷非管材连接)6.3 UT合格---拒收判据(周期载荷非管材连接)6.4 孔型像质指示器(IQI)要求6.5 线型像质指示器(IQI)要求6.6 IQI的选用和放置6.7 检测角度表77.1 螺柱力学性能要求P3227.2小直径螺柱的最小角焊缝尺寸。
aws焊缝宽度要求

aws焊缝宽度要求AWS welding seam width requirements refer to the specifications set by the American Welding Society for the width of seams in welding projects. These requirements are critical to ensure the integrity and quality of the welded joints. Welding seam width plays a significant role in determining the strength and durability of the weld, as well as its aesthetic appearance. It is essential to adhere to these specifications to meet industry standards and ensure the safety and reliability of the welded components.AWS welding seam width requirements vary depending on the type of welding process and the material being welded. For example, the required width for a fillet weld may differ from that of a groove weld. The welding process used, such as shielded metal arc welding (SMAW) or gas metal arc welding (GMAW), can also impact the required seam width. It is crucial to follow the specific guidelines outlined by AWS for each type of weld to achieve the desired results.Ensuring compliance with AWS welding seam width requirements involves careful planning and execution of welding processes.Welders must accurately measure and control the width of the seams during welding to meet the specified tolerances. This requires skill, precision, and attention to detail to achieve consistent and uniform welds. Failure to adhere to these requirements can result in weakened welds, structural defects, and potential safety hazards.In addition to meeting technical specifications, maintaining appropriate welding seam width also enhances the overall appearance and finish of the welded joint. A uniform and well-executed seam width contributes to the aesthetics of the weld, reflecting the craftsmanship and professionalism of the welder. Proper seam width control demonstrates a commitment to quality and excellence in welding practices, which can positively impact the perception of the finished product.Furthermore, adhering to AWS welding seam width requirements is essential for ensuring the structural integrity and performance of welded components. Welds that do not meet the specified width standards may be prone to defects such as cracking, distortion, or insufficient penetration. These defects can compromise the strength and durability of the weld, leading to premature failure and potentialsafety risks. By following the guidelines set by AWS, welders can mitigate these risks and produce high-quality welds that meet industry standards.Overall, AWS welding seam width requirements are a critical aspect of welding quality control and assurance. By understanding and implementing these specifications, welders can ensure the integrity, strength, and reliability of their welds. Adhering to seam width requirements not only benefits the structural performance of welded components but also contributes to the overall aesthetics and quality of the finished product. It is essential for welders to prioritize seam width control in their welding practices to achieve superior results and uphold the standards of excellence set by the American Welding Society.焊缝宽度要求是由美国焊接协会设定的规范,用于焊接项目中焊缝的宽度范围。
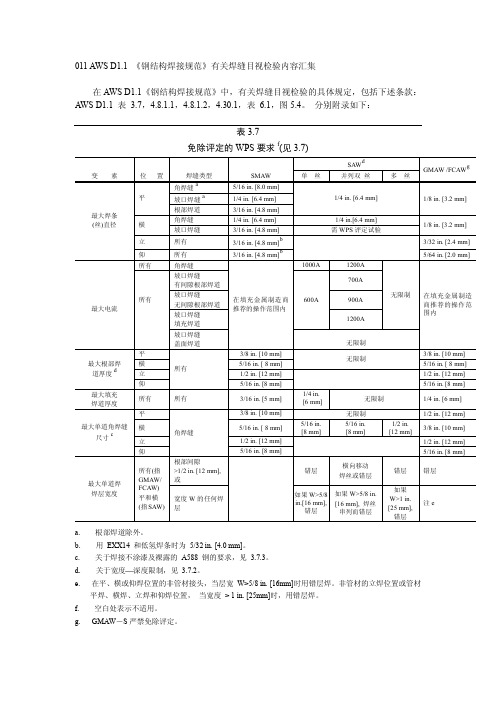
011 AWS D1.1 有关焊缝目视检验内容汇集
1000A
1200A 700A
坡口焊缝 有间隙根部焊道 所有 最大电流 坡口焊缝 无间隙根部焊道 坡口焊缝 填充焊道 坡口焊缝 盖面焊道 平 最大根部焊 道厚度
d
在填充金属制造商 推荐的操作范围内
600A
900A 1200A 无限制
无限制
在填充金属制造 商推荐的操作范 围内
3/8 in. [10 mm] 所有 5/16 in. [ 8 mm] 1/2 in. [12 mm] 5/16 in. [8 mm] 所有 3/16 in. [5 mm] 3/8 in. [10 mm] 角焊缝 5/16 in. [ 8 mm] 1/2 in. [12 mm] 5/16 in. [8 mm] 根部间隙 >1/2 in. [12 mm], 或 宽度 W 的任何焊 层 错层 5/16 in. [8 mm] 1/4 in. [6 mm]
最大单道角焊缝 尺寸
c
横 立 仰 所有(指 GMAW/ FCAW) 平和横 (指 SAW)
横向移动 焊丝或错层 如果 W>5/8 in. [16 mm], 焊丝 串列而错层
错层 如果 W>1 in. [25 mm], 错层
错层
最大单道焊 焊层宽度
如果 W>5/8 in.[16 mm], 错层
注e
a. b. c. d. e. f. g.
X
X
表 6.1 (续)
静载荷 非管材 周期载荷 管材连接 非管材 (所有
不连续类型和检验的验收判据 ( 8 ) 气孔 (A) 焊缝与计算拉应力成横向关系的对接接头完全熔透(CJP)坡口焊缝, 严禁有可见管状气孔。对于所有其他坡口焊缝和角焊缝,直径等于或大于 1/32 in. [1mm]的可见管状气孔的总和,在任何 1 英寸长焊缝范围内严禁超过 3/8 in. [10mm], 而在任何 12 in. [300mm]长焊缝内严禁超过 3/4 in.[20mm]。 (B) 角焊缝中管状气孔出现频度为每4 in. [100mm]焊缝长度严禁超过1个,且 最大直径严禁超过 3/32 in. [2.5mm]。下述情况例外:对于连接加强材于腹板 的角焊缝,在任何1英寸长焊缝范围内管状气孔直径总和严禁超过 3/8 in. [10mm],而在任何 12 in. [300mm]长焊缝内严禁超过 3/4 in. [20mm]。 (C) 与计算拉应力成横向关系的对接接头完全熔透(CJP)坡口焊缝严禁有 管状气孔。对于所有其他坡口焊缝,管状气孔的出现频度为每 4 in. [100mm] 长度内严禁超过 1 个,且最大气孔直径严禁超过 3/32 in. [2.5mm]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
狮子十之八九角焊缝设计计算手册
(AWS)2020
1. 概述
焊接接头的设计通常是焊接产品结构中的第一道工序。
部件的可制造性和寿命周期性能的优化设计是设计者面临的一个挑战。
角焊缝是许多焊接产品制造中最常见的焊缝形式。
角焊缝的使用简化了材料准备工作,并增加了在焊接操作中使用自动化的机会。
传统的设计将焊缝的尺寸建立在其能承受的载荷的基础上,而这些载荷是在应用预期中的。
对于不同厚度的截面,最小焊脚尺寸可由较厚的构件控制。
这种方法是保守的,焊缝尺寸也可能不是最佳的。
由于焊缝金属的体积受到焊缝尺寸的严重影响,每次规定焊脚尺寸的增加都会对所需的焊接工作量产生显著影响。
有研究人员提出了一种新的计算方法。
选择正确的角焊缝尺寸对于当今许多焊接件的设计骑着至关重要的作用。
角焊缝几乎应用于所有行业,如果设计得当,可提供可靠和高效的连接。
另一种辅助工具为传统角焊缝尺寸的确定提供了依据,并为该方法提供了更为合理的设计依据。
表1至表43是基于简化计算方法的推荐值(AWS 设计计算手册—角焊缝尺寸)。
2 推荐角焊缝尺寸(焊脚尺寸z)
a b
CONTINUOUS MEMBER 连续板(承载)INTERCOSTAL MEMBER 肋板
图1 a承受纵向剪切载荷 b 承受横向剪切载荷
2.1 碳钢
2.2 不锈钢
15
表
2.3 铝
- 11 -。