5.5m捣固焦炉机械技术协议书(标示版)
焦炉技术协议

焦炉技术协议1. 引言本文档旨在详细说明焦炉技术协议的目的、范围、协议参与方的职责以及协议的具体内容。
焦炉技术协议是为了确保焦炉技术的有效运行和科学管理而设计的。
2. 目的焦炉技术协议的目的在于规定焦炉技术的相关规范和标准,明确技术协议参与方的责任和义务,提高焦炉技术的安全性、稳定性和效益。
3. 范围焦炉技术协议适用于所有使用焦炉技术的企业和研究机构。
协议参与方包括焦炉技术供应商、焦炉运营方和监管机构等。
4. 协议参与方的职责4.1 焦炉技术供应商焦炉技术供应商是为焦炉技术用户提供焦炉技术服务和产品的企业或个人。
其职责包括:•提供先进、稳定和可靠的焦炉技术方案;•为焦炉技术用户提供技术培训和支持;•及时更新焦炉技术,升级技术产品;•配合焦炉运营方进行技术改进和优化。
4.2 焦炉运营方焦炉运营方是焦炉技术的实际应用者,其职责包括:•根据焦炉技术供应商提供的技术方案,建设和运营焦炉;•配合监管机构进行焦炉技术安全检查和评估,并按要求采取相应的措施;•及时处理焦炉技术故障和事故,确保生产运行的连续性和安全性;•组织焦炉技术人员进行培训和学习,提高技能水平。
4.3 监管机构监管机构负责对焦炉技术进行监管和管理,其职责包括:•制定焦炉技术监管政策和规范;•对焦炉技术进行评估和认证,确保符合安全和环保要求;•定期检查和监督焦炉技术的使用情况,发现问题及时处理;•对焦炉技术的更新和改进提供技术支持和指导。
5. 协议内容焦炉技术协议的具体内容根据实际情况进行调整和补充,以下为一般性的协议内容:5.1 技术要求•焦炉技术供应商应提供先进、稳定和可靠的焦炉技术方案,满足用户的生产需求;•焦炉运营方应按照技术方案建设和运营焦炉,确保焦炉技术的安全稳定运行;•监管机构对焦炉技术进行评估和认证,确保其符合安全和环保要求。
5.2 安全管理•焦炉运营方应建立健全的安全管理体系,制定安全生产规章制度,确保焦炉技术的安全运行;•焦炉运营方应定期进行安全检查和隐患排查,发现问题及时处理,并按照要求进行记录和报告;•监管机构应对焦炉技术的安全管理进行监督和检查,发现问题及时采取相应的措施。
5.5m捣固焦炉简介
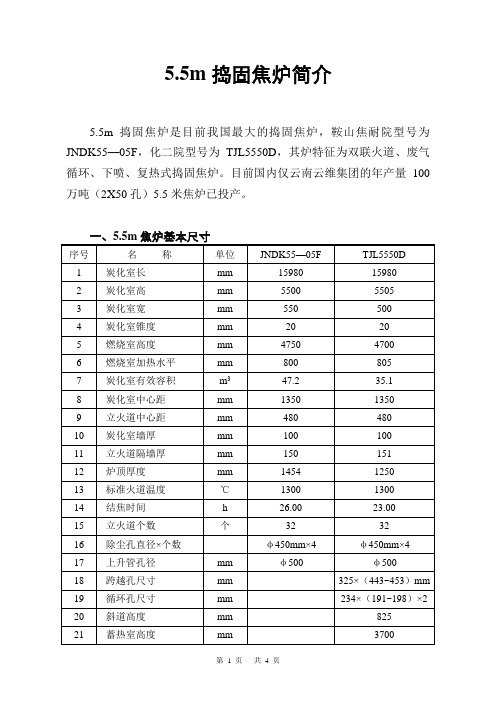
5.5m捣固焦炉简介5.5m捣固焦炉是目前我国最大的捣固焦炉,鞍山焦耐院型号为JNDK55—05F,化二院型号为TJL5550D,其炉特征为双联火道、废气循环、下喷、复热式捣固焦炉。
目前国内仅云南云维集团的年产量100万吨(2X50孔)5.5米焦炉已投产。
二、工艺参数(以公称能力100万吨/年干全焦规模计算)焦炉组数:2×50孔精煤堆比重(干):1.0t/m3煤饼尺寸(长×宽×高):15000×450×5200mm煤饼重量:35.1t焦炉周转时间:23hr产量计算:Q=365×24×2×50×35.1×0.75×0.97/23=97.26万吨/年三、焦炉的砖用量(1×50孔)四、焦炉机械(2×50孔)装煤推焦机2台720t/台除尘拦焦机2台216t/台熄焦车1台92t/台电机车1台45t/台导烟车2台85t/台24锤捣固机2台90t/台(固定)液压交换机2套 5.5/套五、焦炉新技术的应用1、蓄热室封墙内设计30mm厚硅酸钙隔热板,蓄热室外封墙设计50mm厚的复合硅酸盐整体面外加海泡石抹面,既减少了封墙漏气,又减少了热损失,改善了炉头加热,改善了操作环境。
2、在炉顶区和焦炉基础中采用强度大、隔热效率高的漂珠砖和高强度隔热砖,代替了传统焦炉采用的红砖和普通隔热砖,确保炉项表面层平整、严密,降低了炉顶面和焦炉顶板温度,改善了操作环境。
3、焦炉装煤过程产生的大量烟尘,采用炉顶导烟车收焦烟尘,送至地面站焚烧洗涤后达标排放。
4、出焦采用出焦地面站除尘工艺,除尘效率高,减少污染环境。
5、熄焦塔采用折流板除尘,预留干熄焦位置。
6、炉门采用新型弹簧炉门,加强炉门严密性,与敲打刀边炉门相比,显著减少炉门无组织排放。
近年来,焦炉不断向大型化、高效化、自动化、环保化发展,焦炉发展的主要标志是大容积,致密硅砖,提高火道温度,提高热效率及操作控制的自动化。
5m捣固焦炉简介
阻力 1.14 29.09
6.54 4.33 10.83
小计
51.93
浮力 41.95 7.58 1.64 23.08 0.76 2.15
77.16
(2)焦炉各部位的压力表(Pa)
上升气流
部位
压力
小烟道中心
-44.56
篦子砖底部
-45.24
篦子砖上部
-46.85
蓄热室顶部空间
-28.67
立火道底部
-60.19
立火道隔墙厚度 151mm
斜道部分高度 825mm
蓄热室高度 3700mm
蓄热室宽度 415mm
蓄热室主墙厚 290mm
蓄热室单墙厚 230mm
蓄热室格子砖高度 2750mm
1
炉窑公司-焦化-005
蓄热室层数 22 层 1.2 焦炉各部位的构成
(1)焦炉基础砌砖。焦炉基础砌砖共 4 层,总厚度 240mm。采用强度大、隔热效率 高的漂珠砖和高强隔热砖砌筑,以降低焦炉顶板温度、改善操作环境和减少热量损失。
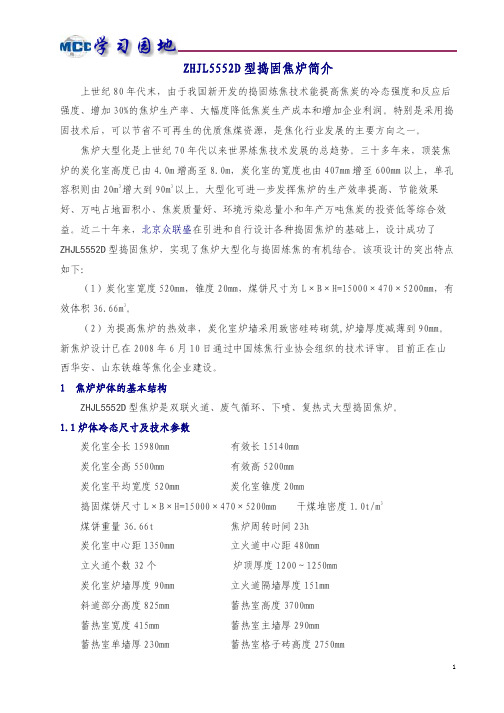
ZHJL5552D 型捣固焦炉,实现了焦炉大型化与捣固炼焦的有机结合。该项设计的突出特点
如下:
(1)炭化室宽度 520mm,锥度 20mm,煤饼尺寸为 L×B×H=15000×470×5200mm,有
效体积 36.66m3。
5.5m捣固焦炉设备的性能和结构特点

煤 饼 质 量
/ t
1 9 ( 态 ) 61 0 热 1 10 热 态 ) 69 ( 1 9 ( 态 ) 61 0 热
5 2( 态) 2 热 6 5 7( 态) 7 热 5 5 7( 态) 7 热 5
74 0 7 65 0 0 65 0 热 态 ) 0 (
刹车功能,确保车辆的高速、低速 、定位要求 。 2 )为 了保 证 行 车 安 全 和对 位 准 确 ,电机 车 和
焦 罐 车都设 有 制 动系 统 。正 常操 作 时 只投 入 电机 车 的制 动系 统 ,事 故状 态 时按 下 “ 行 紧 急停 止 ”按 走 钮 同时投 入 电机车 和焦罐 车 的制动 系统 。 3 电机 、减 速 机 全 部 外 置 ,解 决 了 检 修 和 维 ) 护 保养 困难 的问题 。 35 熄 焦车 ( . 定点 接焦 )
●用技 术‘
表 1 对 应 炉 体 的 工 艺 参数
项 目 鞍 山 焦耐 院 赛 鼎 工 程公 司 北 京 众联 盛 炭 化 室 全 长
/ nm1
炭 化 室 高
/ n T r l1
炭 化 室底 标 高
/Tf1 1 f i
炭 化 室 平 均 宽
/ m m
锥 度 2 0 2 0 2 0
管 导 烟 车
7 8 0 7
0
20设 计 院 的参 数 本
托辊 ,既可以保证托煤板的运行方 向,又可 以减轻 托煤板与衬板的磨损 ,提高两者的使用寿命 :整体 托 煤板解 决 了双层 结构 易产生 冷热 交替 开裂 的潜 在 问题 :煤槽侧壁采用不锈钢复合板制造 ,并设置 自
动 清扫装 置 ,利用 后挡 板 的前 后运 动 , 自动 清扫 煤 槽 侧壁 上 的粘煤 ,减轻 工人 的劳 动强度 :设 置炉 头
浅谈5.5米捣固焦炉的温度控制

浅谈5.5米捣固焦炉的温度控制发布时间:2022-08-02T00:47:47.700Z 来源:《中国科技信息》2022年33卷3月第6期作者:黄靖[导读] 鉴于捣实焦炉机焦侧气温变化较小,且焦侧温度大于机侧,容易造成机焦侧焦炭的形成质量不佳,黄靖甘肃省嘉峪关市酒泉钢铁宏兴股份有限公司焦化厂 735100摘要:鉴于捣实焦炉机焦侧气温变化较小,且焦侧温度大于机侧,容易造成机焦侧焦炭的形成质量不佳,因此我们就在横排管中采用节流孔板的方式,改善了机焦侧气体流动情况,进而改善机焦侧气温,从而改善了机焦侧的焦炭品质,同时也进行将火落管理和标准温度控制有机的结合,调整了集合并形成所需要的标准温度控制。
关键词:捣固焦炉;温度控制;问题一、引言捣实炼焦工艺流程中,将煤料在焦炉外侧与炭化室长度相似的大铁箱中加以捣实,将捣固后的煤饼从焦炉机侧,经过加煤车送到炭化室内。
煤料经捣实后,其堆密度可以从顶装煤的0.7~0.75t/m3增加至0.95~1.15t/m3,可以增加对煤料的黏附力,但也同时造成捣实焦炉温度的较难[1]。
二、现状分析焦化厂投入以来,5-6焦炉的生产装置故障频频出现,由于系统大修周期短、持续时间长,造成了焦炉的结焦时间不平衡,而且塌煤情况也频频出现,致使炭化房内出现了局部高温,长期易引起锅壁的破裂现象。
在推焦过程中,频频出现焦侧焦炭太热、塌焦,机侧煤焦油熏黑、推焦冒烟,煤焦油品质持续下滑。
三、焦炉烟尘问题及原因分析(一)装煤烟尘逸出原因分析1.集气管压力不稳二台焦炉共四条集气,二台抽气机为变频调压。
因为二个焦炉合用的一个鼓冷机组,装煤除尘工艺中使用了高压氢氧化铵,导致四个集气管的高压变化频率较高且耦合比较剧烈,当喷洒氢氧化铵、拦焦和放煤后,整个集气管的高压振荡更加剧烈,管内气压很快增加到了300~500Pa,从而造成大量荒烟气体不能再被抽进集气管,大部分烟气都从机侧炉头逸出。
2.高压氨水压力不足不稳目前的高压氨泵泵扬程约为506m,由泵至焦炉炉顶约有20m以下的高度和800m以下的管程,通过推算,由于氨水管道阻损力约2.5MPa,所以当氨水到炉顶时压强仅为2.5MPa以下;经检测,在装煤流程中高压氨水开始喷射时,每当开启一个高压氨水喷头,压力就降低了0.6MPa,当三个喷头全部开启,则压力就降低了1.8MPa。
5.5m捣固式焦炉煤塔大梁高空施工技术
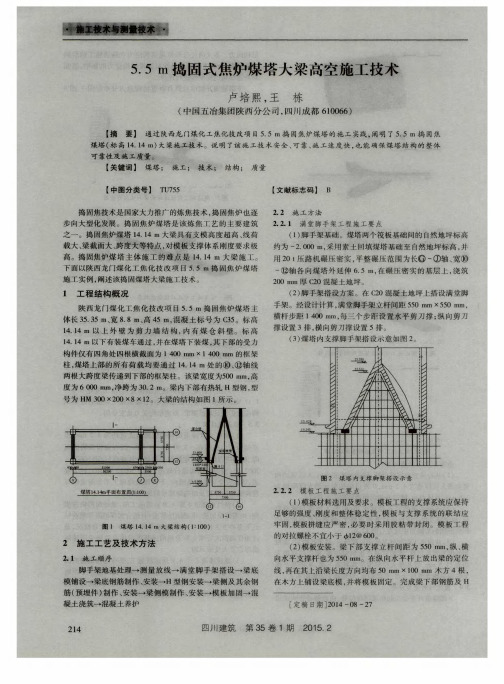
筋。在梁上 1 4 . 7 6 8~1 5 . 2 6 8 m 还 有 一 贯 通 的 牛 腿 。 梁 内 主
度方 向的累积误差 。并控制好螺栓 中心线及垂直度 。
2 . 2 . 6 混凝土工程施工 , 竖 向安 装木方 , 横 向安
装架管 , 用对拉螺杆进行 加固 , 并用架 管做斜 向支撑 , 将 梁模 板水平 支撑 架与煤 塔 的内撑架 连接 起来 。梁模板 安装 示意
如图3 。
连接 , 栓钉直径 d= 2 2 mm, 长度 =1 0 0 m m, 共1 2个 , 焊缝高 度为 8 m m; 柱纵筋 与 H型钢交接处 , 在翼缘板上开 2个直径
长度 。
( 2 ) 螺栓安装 固定采用 2 4 , 2 5的钢筋 及 l 8的钢筋焊接 门型固定架 , 每l 0组螺栓焊接一个相 同的门型架 , 以减 小长
2 . 2 . 3 钢筋工程施 工要点 ( 1 ) 梁 内钢筋分布 。底 部主筋 3 6 @2 5 , 侧 面主筋 + 2 5 @
每E t 浇水次数应能保持混凝土处于足够 的润湿状态 。 ( 4 ) 施工缝处理 : 施工缝 的表 面浮浆和 松动石 子应剔 除 干净 , 并 在浇筑前 充分湿润 , 接搓 时先在施工缝 表面铺设 1 0
—
1 5 I B m厚与混凝土成分相同 的去石砂 浆 , 以保证混凝 土施
工缝的接搓质量 。
2 . 2 . 5 预 埋 螺 栓 安 装
2 . 2 . 5 . 1 施 工 顺 序
十 , ● ● ● ,● ● ● ,
加 工 螺 栓 一 施 工 螺 栓 固 定 架 一 测 量 放 线 一 螺 栓 校 正 固定
5.5m捣固焦炉机械技术协议书(标示版)

合同附件:技术协议书定做方:(甲方)承揽方:(乙方)经过双方友好协商,就甲方2×65孔焦炉工程捣固焦炉机械设备捣固装煤车2台、捣固推焦机2台、21锤微移动捣固机2台、除尘拦焦机2台、熄焦车2台、电机车2台、液压交换机2台、摇动给料机20台共34台设备技术要求达成如下协议:由乙方负责上述焦炉设备的设计、制造、安装、调试,并对设备的设计、制造、安装、调试质量负全部责任,确保满足焦炉生产要求。
配套焦炉主要技术参数(热态尺寸)炭化室全长--------------------------------- 15980+210mm 炭化室有效长----------------------------------15140mm 炭化室全高-----------------------------------5505+72mm 炭化室平均宽度------------------------------------500mm 炭化室锥度----------------------------------------10mm 炭化室中心距----------------------------------1350+1mm 煤饼长度(底/顶)------------------------15100/14900mm 煤饼宽度---------------------------------------450mm 煤饼堆比重(干)---------------------------0.95-1.05t/m3 入炉煤水分----------------------------------------约11% 煤饼重量----------------------------------------约35.7t 单孔焦量----------------------------------------约27.9t 结焦时间--------------------------------------------22.5h 焦炉规模-----------------------------------------2×65孔二、设计、制造安装验收执行标准和规范ISO国际标准GB 中华人民共和国国家标准YJB 中华人民共和国冶金工业部标准IEC 电器标准三、焦炉机械通用要求:1、所有机械设备配套尺寸应符合设计院提供的焦炉机械端面图与平面布置图,并能适应炉体沉降调整的需要。
5.5米、6米、6.25米捣固焦炉使用情况

建设年产98万吨5.5米×2侧装捣固焦炉,建设周期2007年到2008年11月。
四川省达州钢铁集团有限责任公司
90万吨焦炭项目采用中冶焦耐工程技术有限公司2×45孔5.5米(JNDK55-05F型)复热式捣固焦炉。
攀钢集团成都钢铁有限公司
在广元旺苍县100万吨焦化项目采用化学工业第二设计院2×50孔5.5米(TJL5550D型)捣固焦炉,于2008年6月28日开工建设。
5.5米、6米、6.25米捣固焦炉使用情况
炉型
生产厂家
备注
5.5米捣固焦炉
乌克兰阿尔切夫焦
化厂
1993年投产,炭化室高5.0m捣固焦炉,焦炭供克里
沃罗格钢铁公司特大容积(5000m3)高炉使用
云南云维集团大为制焦有限公司
4×50孔TJL5550-D型,200万吨,已全部投产。化二院设计。
河北唐山中煤旭阳焦化有限公司
德国迪林根中央焦化厂
1984年投产,2×45孔6.25 m捣固焦炉(世界最高的捣固焦)
印度Tatasteel公司
正在建设6.25 m捣固焦炉,150万吨,配套3400m3高炉,预计2008年底投产
昆钢
草铺基地规划采用的是6.25米侧装捣固焦炉(配套高炉为3200 m3)。
莱钢
正和焦耐院联系建设6.25米捣固焦炉
河南豫港(济源)焦化集团有限公司
采用中冶焦耐工程技术有限公司新开发的新型2×55孔碳化室高度为5.5米的捣固焦炉技术,年生产120万吨焦炭,3月20日开工建设。
新疆伊力特煤化工有限责任公司
95万吨/年煤焦化项目,采用中冶焦耐工程技术有限公司2 ×55孔JNDK55-05型捣固焦炉,建设周期2008年4月10日到2009年10月。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合同附件:技术协议书定做方:(甲方)承揽方:(乙方)经过双方友好协商,就甲方2×65孔焦炉工程捣固焦炉机械设备捣固装煤车2台、捣固推焦机2台、21锤微移动捣固机2台、除尘拦焦机2台、熄焦车2台、电机车2台、液压交换机2台、摇动给料机20台共34台设备技术要求达成如下协议:由乙方负责上述焦炉设备的设计、制造、安装、调试,并对设备的设计、制造、安装、调试质量负全部责任,确保满足焦炉生产要求。
配套焦炉主要技术参数(热态尺寸)炭化室全长--------------------------------- 15980+210mm 炭化室有效长----------------------------------15140mm 炭化室全高-----------------------------------5505+72mm 炭化室平均宽度------------------------------------500mm 炭化室锥度----------------------------------------10mm 炭化室中心距----------------------------------1350+1mm 煤饼长度(底/顶)------------------------15100/14900mm 煤饼宽度---------------------------------------450mm 煤饼堆比重(干)---------------------------0.95-1.05t/m3 入炉煤水分----------------------------------------约11% 煤饼重量----------------------------------------约35.7t 单孔焦量----------------------------------------约27.9t 结焦时间--------------------------------------------22.5h 焦炉规模-----------------------------------------2×65孔二、设计、制造安装验收执行标准和规范ISO国际标准GB 中华人民共和国国家标准YJB 中华人民共和国冶金工业部标准IEC 电器标准三、焦炉机械通用要求:1、所有机械设备配套尺寸应符合设计院提供的焦炉机械端面图与平面布置图,并能适应炉体沉降调整的需要。
2、机械部分:(1)经双方友好协调,乙方参照乙方与中信签订的出口巴西的机械技术要求生产甲方设备。
设备制作前严格对钢材进行抛丸防腐处理后再进行制作。
对设备涂漆分为底漆与面漆。
涂底漆2遍,涂面漆2遍。
其中在制造厂内涂底漆2遍,涂面漆1遍,最后一遍在现场安装调试完成后进行。
油漆颜色现场与甲方协商后确定。
(2)所有梯子踏板采用镀锌网格板;装煤车一层平台、推焦机一二层平台采用镀锌网格板。
(煤车和推焦机主平台不适合铺设钢格板,钢格板在平台上铺设无法使用焊接,只能采用专业卡具固定,捣固震动时噪声大,易松动)(3)所有司机室与电气室为整体绝热式薄板结构,内壁镀锌板装饰,地面铺有电气绝缘板,装煤车、推焦机司机室电器室外表采用不锈钢;(4)焦炉机械根据具体情况选用最可靠的润滑系统(自动或手动集中润滑系统)。
(5)所有设备外置硬管润滑油路均使用紫铜管。
(6)所有滑动轴承必须加工足够宽深的油槽和注油口,不得使用钢套,应为青铜、黄铜或灰铁等,具有自润滑性。
3、液压部分:(1)、所有的油箱配备加热与冷却装置(风冷或油冷机);(2)、所有液压阀控制回路均采用了集成油路块式结构;设计应充分考虑其检修空间。
(3)泵站仪表盘采用屏式结构,方便人员日常观察,维护.;(4)所有液压站配备手动泵作应急措施。
(5)具有回油滤油器,使系统工作介质的清洁度得到有效保证,降低系统的故障率,延长系统各元、辅件的使用寿命。
(6)具有油液温度、液位、滤油器堵塞等发讯元件,便于本系统的自动控制。
(7)液压系统设有压力传感器,能随时动态监控液压系统压力变化.(8)、电磁换向阀及用电元件控制电压:DC24V;(9)所有的液压缸加防护罩。
4、电器部分:(1)各车供电方式:装煤车、推焦机、拦焦机、电机车采用双电源滑触线供电,捣固机采用电缆滑车方式供电。
(2)各车之间通讯采用车载对讲机联络。
(3)照明采用AC220V电压;灯具采用防震灯具;(4)移动车辆走行采用声光报警;各车应有区分;(5)所有控制设备均有带电标记;(6)每个电机主回路均设置3级断路器和1级过载保护;(属于电气非常常规的设计)(7)所有控制回路均有3级断路器和1级过载保护(属于电气非常常规的设计);(8)所选电气元器件均按IEC标准,控制设备制造执行国标。
(9)所有控制回路均有断路器; 除液压系统外,其余所有电机防护等级为IP54,F级绝缘。
(10)各车降温取暖采用海尔民用空调;(民用空调无法适应现场工况条件,必须采用工业用空调)(11)限位尽量采用全密封性的开关或接近开关。
(应选用工业用限位开关)(12)装煤车装煤装置和推焦车推焦装置增设紧急手动装置(不进PLC)。
四、设备主要元器件配套厂家:设备元件及原辅材料选用国家优质产品;关键产品选用国外品牌产品,其它产品尽量选用同一生产厂家。
五、质量保证:1、乙方提供的设备将保证其结构与性能先进、良好、全新且质量合格、安全可靠。
在质保期内如出现质量问题,乙方将负责维修和更换。
2、质保期为设备安装调试后12个月或最后一批货物发运到现场后18个月。
六、检查和验收1、本设备乙方将按规定的标准及技术附件要求进行予总装、检查与试验。
甲方派人参加,并向甲方提交产品质量合格证以及检验和试验记录。
2甲方检验人员在制造厂的检验并不能取代在甲方现场对合同设备进行的试验,也不能解除乙方的责任。
3、甲方有权对设备的制造进行监督检查。
如果此类检查发现了任何缺陷或不合理之处,则在甲方合理的要求下,乙方应自已承担费用进行校正,直至甲方满意为止。
4、本设备现场安装调试完毕,经检查、试验达到要求后,即投入负荷试运转,并连续运行72小时,在此期间若由于乙方制造或材料引起的质量问题,乙方应免费给予解决。
5、在正常投产后一周内甲方应组织人员进行验收,乙方参与,对未达到技术要求的乙方限期整改,直到合格为止,若超过两周内甲方未组织验收,则等同于已经通过验收。
6、检查、验收按检验大纲具体要求执行。
七、技术资料的提供与审查:1、乙方在交付设备时,同时提供产品质量合格证1套、出厂试验报告、安装图纸、备件易损件清册、机电液安装使用说明书等随机文件4套。
2、乙方提供的设备安装图应有安装尺寸、零部件编号、名称、数量材质等要求。
电器液压原理图须有详细的元件明细表。
3、乙方提供的使用说明书,内容包括安装、试车、操作和维护保养等规范要求。
4、合同签定后一周内甲方向乙方提供工艺平面布置图、焦炉机械端面图及炉门等设计资料。
5、乙方在适当的时间邀请甲方进行设计审查,并在设备发货前邀请甲方到予装现场进行检查验收。
八、焦炉机械主要性能要求:捣固装煤车(右型)1、用途捣固装煤车工作于焦炉机侧,将煤塔中的煤料通过摇动给料机装入捣固装煤车的装煤槽内,由捣固机将煤料捣固成煤饼。
装煤时走行至相应的炭化室,用煤槽底板将煤饼送入炭化室内。
同时设刮板回收装置用以收集余煤。
2.操作环境:本车的煤槽底板在结构设计上能够适应炭化室高达1000℃的高温环境。
3. 捣固装煤车技术性能要求本捣固装煤车主要由钢结构、走行装置、装煤装置、余煤回收装置、液压系统、电气系统等组成。
设备自重-------------------------------------------485t 3. 1钢结构钢结构主要由钢结构主体、司机室、电气室、机械室、走台、梯子、栏杆组成。
钢结构主体是由型钢和钢板焊制成门型构架,各构件之间通过连接板采用栓焊结构。
主要承重梁采用Q345。
在煤槽底粱下部设余煤刮板用来回收托煤板抽回时带回的余煤,煤斗开启采用液压驱动。
司机室装有工业电视以便监控装煤等情况。
司机室、电器室安装空调。
电阻室设计要充分考虑散热要求。
3.2走行装置走行装置采用四组三轮平衡车结构,为四主动轮组,主动轮分别由电机,减速机,齿形联轴器,电力液压推杆块式制动器等组成,在前进和后退方向均设有缓冲器。
走行轮组的润滑采用油泵集中供油,以达强迫润滑效果。
主要技术参数:第一轨距焦炉中心线-----------------------------12595mm 第一轨距第二轨---------------------------------12000mm 轨型---------------------------------------------QU120 电动机功率-----------------------------------37kw(4台)转速-----------------------------------1000r/min 走行速度-----------------------------------5~80m/min 调速方式-------------------------------------变频调速最大轮压----------------------------------------550Kn (我公司采用空心轴式外挂减速机,检修维护方便,寿命高。
变频调速的驱动电机为4×30kW即可满足设备走行,节能减排)3.3装煤装置装煤装置主要由装煤槽,煤槽底板驱动装置与后挡板锁闭装置,前挡板开闭装置,活动壁(双面)驱动装置,煤槽底板行程控制及煤槽壁加热装置等组成。
装煤槽有前挡板、后挡板、煤槽底板、煤槽活动侧壁(双面)等组成煤槽前挡板开闭机构、后挡板锁闭机构为液压缸驱动。
煤槽活动壁支架设计时应保证有足够大刚性要求,以保证捣固煤饼时煤槽壁变形较小,煤槽壁为双活动壁,。
煤槽壁设电加热保温装置,采用自动控制保证其恒温。
煤壁即可以同时开启,也可以单独开启。
两煤槽活动壁的距离可以调整,调整范围430-450mm。
接煤板为活动式。
(接煤板无需设置成活的式,采用固定形式就可以满足生产需要,采用活动式的还增加了故障点,可靠性低)。
装煤底板驱动装置由电机和一台减速机组成,减速机与主轴之间传动采用齿轮传动(减速机与主轴采用开式齿轮传动,效率低,润滑困难,磨损严重。
我公司目前为变频电机驱动,减速机与链轮主轴采用WGT19联轴器直连,传动效率高,运行平稳,故障率低),装置底板通过链条驱动,采用主令控制器控制其行程(我公司采用旋转编码器+限位开关保护控制装煤行程,精度高,安全性好,装煤底板行程可以动画模拟显示在司机室的控制触摸屏上。