流程图(制造流程部分)
生产制造企业公司各部门业务流程图汇总完整版
生产制造企业公司各部门业务流程图汇总完整版目录封面 (1)目录 (2)业务总流程图 (4)1、企管部业务流程图1.1、员工招聘流程 (5)1.2、员工离职流程图 (6)1.3、员工转岗流程图 (6)1.4、工资核算发放流程图 (7)1.5、文件管理流程图 (8)1.6、员工社保办理流程图 (8)1.7、员工请假流程图 (9)1.8、员工年休假流程图 (9)1.9、办公用品申领流程图 (9)1.10、食堂结算流程图 (10)1.11、试用期转正(定岗)流程图 (10)2、生产计划部业务流程图2.1、生产流程....................................... .11 2.2、材料申购流程 .. (12)2.3、材料采购流程 (13)2.4、材料领用流程 (14)3、设备部业务流程图3.1、设备检修流程图................................. .15 3.2、设备采购流程图.. (16)3.3、设备报废流程图 (17)3.4、备品备件流程图 (18)3.5设备工具管理流程图 (19)4、储运部业务流程图4.1、主材、辅料入库流程图 (20)4.2、原材料出库流程图 (20)4.3、成品入库流程图 (21)4.4、成品发货流程图 (22)4.5、备品、备件及消耗品入库流程图 (23)4.6、备品、备件及消耗品出库流程图 (23)4.7、工具领用管理程序 (24)4.8、垃圾清理流程图 (24)4.9、废料清理流程图 (25)5、防腐保温事业部生产作业流程图 (26)6、质检部工作流程图 (27)1、企管部业务流程图1.1、员工招聘流程员工招聘作业流程1.2、员工离职流程图员工离职流程1.3、员工转岗流程图转岗流程1.4、工资核算发放流程图工资核算发放流程1.5、文件管理流程图文件管理作业流程一、规章制度起草制定及签发,文件发放及归档管理。
二、通知、通告等公文起草签发及张贴。
SMT工艺制程详细流程图(更新版)

目 录
• SMT工艺简介 • SMT工艺流程 • SMT工艺材料 • SMT工艺设备 • SMT工艺质量与可靠性 • SMT工艺发展趋势与挑战
01 SMT工艺简介
SMT工艺定义
01
SMT工艺是一种表面组装技术,通 过将电子元件直接贴装在印刷电路 板(PCB)表面,实现电子产品的 组装和集成。
在选择贴片元件时,需要考虑 其电气性能、机械性能、可靠 性、成本等因素。
钢板
01
钢板在SMT工艺中起到支撑和定位电子元件的作用,是重要的 辅助材料之一。
02
钢板通常采用不锈钢或镀锌钢板制成,具有高强度、耐腐蚀、
不易变形等特点。
在选择钢板时,需要考虑其尺寸、精度、平整度、强度等因素,
03
以确保良好的支撑和定位效果。
图像处理系统用于处理和识别拍摄到的图像。
检测设备的精度和可靠性对于产品质量和生产效率有着至关重要的影响。
05 SMT工艺质量与可靠性
质量检测方法
视觉检测
通过高分辨率相机和图像处理技术, 对SMT制程中的元件放置、焊接质量 等进行实时检测。
自动光学检测(AOI)
利用光学原理对焊接后的PCB进行检 测,识别焊接缺陷、元件错位等问题。
02
SMT工艺涉及的设备包括贴片机 、印刷机、回流焊炉等,通过自 动化生产线完成电子元件的快速 、高密度组装。
SMT工艺特点
01
02
03
高密度组装
SMT工艺可以实现高密度、 小型化的电子元件组装, 提高电子产品的性能和可 靠性。
自动化程度高
SMT工艺采用自动化生产 线,提高了生产效率和产 品质量。
环保节能
SMT工艺使用的材料多为 无铅环保材料,有利于环 保和节能减排。
电子产品制造总体工艺流程(共7张PPT)

现场感知与视野拓展
⑴ 企业的产品结构、设备类型和投资规模。 如要求工人操作时使用白纱手套、戴⑵防静电产手腕品等等生。 产工艺流程的优化和企业的水、电、气、网络
4)对于那些直接影响整机性能的电子产品制造工序,应该制定比较详细的 操作规范,尽可能采用统一的专用工具进行操作,以减小手工操作的不稳定 性。
电子产品制造总体要求
5)电子产品制造中使用的辅料(例如粘合剂、涂料等),对于其使用时的 状态、用量乃至操作手法,都得有比较明确的数值规定。 ⑶ 要尽量保证物流的顺畅、管理的方便,从物料进厂、检验、仓储、生产线的流向、工序之间的周转以及成品的存储和发货,要尽量简短、不重复、不交叉。
电子产品制造总体工艺流程
电子产品制造总体要求
宏观来说,一套优良的电子产品制造工艺是以安全高效地生产出优质产品为 目的的,应该做到和注意以下几点: 1)能使生产效率达到最高状态。 在一定的设备条件和人员配备下,通过合理安排工序和采用最佳操作方法来实 现这一目标。 2)确保产品的质量稳定。
3)从另一个角度看,电子产品制造工艺就是要确保每个元器件在电子产品 制造后能以其原有的性能在整机中正常工作。
⑷ 要考虑生产环境的整洁、有序、噪声和污染的防治。
如要求工人操作6时使)用白工纱手艺套、之戴防间静电的手腕顺等等序。 安排要便于操作,要便于保持工件之间的有序排列和传 递; ⑴ 企业的产品结构、设备类型和投资规模。
新产品市场需求调研,明确产品开发方向 新产品市场需求调研,明确产品开发方向
7)工作场地应该整洁有序,能有效地控制多余物的产生和危害; ⑶5)要电尽子量产保品证制物造流中的使顺用畅的、辅管料理(的例方如便粘,合从剂物、料涂进料厂等、)检,验对、于仓其储使、用生时产的线状的态流、向用、量工乃序至之操间作的手周法转,以都及得成有品比的较存明储确和的发数货值,规要定尽。量简短、不重复、不交叉。 8)防止各种野蛮操作。如要求工人操作时使用白纱手套、戴防静电手腕等 如要求工人操作时使用白纱手套、戴防静电手腕等等。
PCB制造流程图
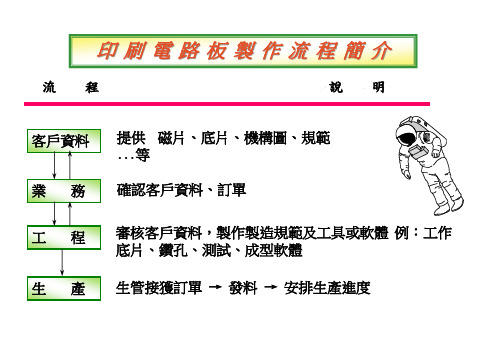
流程
說明
客戶資料 業務
提供 磁片、底片、機構圖、規範 ...等
確認客戶資料、訂單
工程 生產
審核客戶資料,製作製造規範及工具或軟體 例:工作 底片、鑽孔、測試、成型軟體
生管接獲訂單 → 發料 → 安排生產進度
P3
流程
說
明
P4
內層裁切
依工程設計基板規格及排版圖裁切生產工作尺寸
36 in
曝光 Exposure
UV光線
內層底片
曝光
感光乾膜
內層
曝光後
感光乾膜 內層
流程
內層影像顯影
Developing
說
明
將未受光乾膜以顯影藥水去掉留已曝光乾膜圖案
P8
感光乾膜 內層
Inner Layer
顯影:顯像是一種濕式的製程,是利用碳酸鈉(純鹼)消泡劑及溫度所控制,可在輸送帶上 以噴液的方式進行,正常的顯影應在噴液室的一半或2/3的距離顯影乾淨,以免造成顯影 過度,或顯影不潔,以致造成側蝕(undercut)。 極細線路之製作,顯像設備就必須配合調整噴嘴、噴壓、及顯像液的濃度。
裸露圖案
電鍍厚銅
將裸露銅面及孔內鍍上厚度 1 mil的銅層
孔銅
鍍銅:PCB鍍銅而言,最有效完成質量輸送的方式,就是鍍液快速的攪拌及 循環,尤以對PTH而言孔中鍍液的快速流通,銅才能有效均勻鍍在孔壁上, 而不發生狗骨頭(dog boning)。
流程
說
明
P21
鍍錫的目的:保護其下所覆蓋的銅導體,不致在蝕刻受到攻擊。是 一種良好的蝕刻阻劑,能耐得一般的蝕銅液。
內層檢測 Inspection
說
明
P10
模具零件加工工艺流程图(底盖)
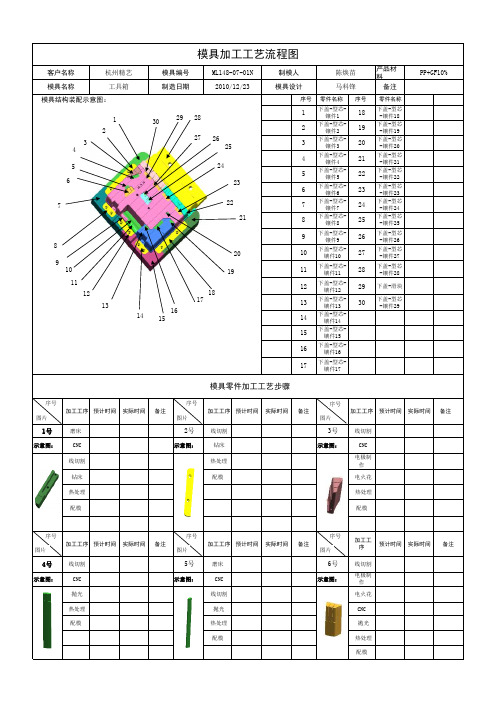
产品材料备注序号 零件名称序号零件名称1下盖-型芯-镶件118下盖-型芯-镶件182下盖-型芯-镶件219下盖-型芯-镶件193下盖-型芯-镶件320下盖-型芯-镶件204下盖-型芯-镶件421下盖-型芯-镶件215下盖-型芯-镶件522下盖-型芯-镶件226下盖-型芯-镶件623下盖-型芯-镶件237下盖-型芯-镶件724下盖-型芯-镶件248下盖-型芯-镶件825下盖-型芯-镶件259下盖-型芯-镶件926下盖-型芯-镶件2610下盖-型芯-镶件1027下盖-型芯-镶件2711下盖-型芯-镶件1128下盖-型芯-镶件2812下盖-型芯-镶件1229下盖-滑块13下盖-型芯-镶件1330下盖-型芯-镶件2914下盖-型芯-镶件1415下盖-型芯-镶件1516下盖-型芯-镶件1617下盖-型芯-镶件17加工工序 预计时间 实际时间备注加工工序 预计时间 实际时间备注加工工序 预计时间 实际时间 备注1号磨床 2号线切割 3号线切割示意图:CNC 示意图:钻床示意图:CNC 线切割 热处理 电极制作 钻床配模电火花 热处理 热处理配模配模加工工序 预计时间 实际时间备注加工工序 预计时间 实际时间备注加工工序 预计时间 实际时间备注4号线切割 5号磨床 6号线切割示意图:CNC 示意图:CNC 示意图:电极制作 抛光 线切割 电火花 热处理 抛光CNC配模热处理 抛光配模热处理配模制模人模具设计模具零件加工工艺步骤模具结构装配示意图:陈焕苗马科锋杭州精艺模具加工工艺流程图PP+GF10%ML148-07-01N 2010/12/23客户名称模具名称模具编号工具箱制造日期234578910111213141719202425262723222118166图片序号图片序号图片序号图片序号图片序号图片序号129302815。
啤酒生产工艺流程图
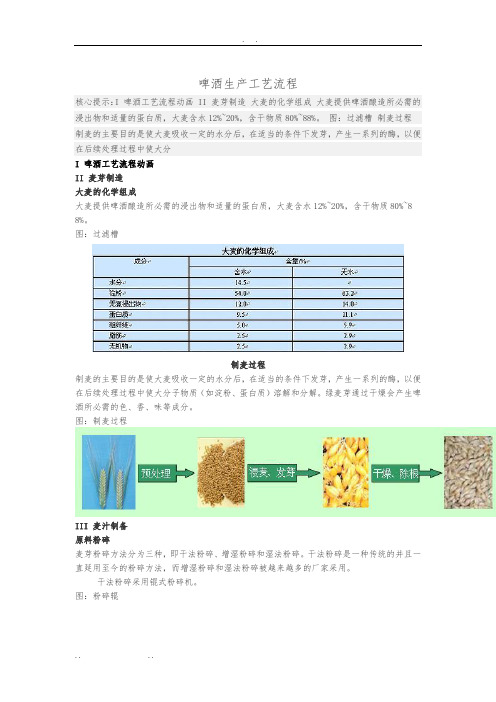
啤酒生产工艺流程核心提示:I 啤酒工艺流程动画 II 麦芽制造大麦的化学组成大麦提供啤酒酿造所必需的浸出物和适量的蛋白质,大麦含水12%~20%,含干物质80%~88%。
图:过滤槽制麦过程制麦的主要目的是使大麦吸收一定的水分后,在适当的条件下发芽,产生一系列的酶,以便在后续处理过程中使大分I 啤酒工艺流程动画II 麦芽制造大麦的化学组成大麦提供啤酒酿造所必需的浸出物和适量的蛋白质,大麦含水12%~20%,含干物质80%~8 8%。
图:过滤槽制麦过程制麦的主要目的是使大麦吸收一定的水分后,在适当的条件下发芽,产生一系列的酶,以便在后续处理过程中使大分子物质(如淀粉、蛋白质)溶解和分解。
绿麦芽通过干燥会产生啤酒所必需的色、香、味等成分。
图:制麦过程III 麦汁制备原料粉碎麦芽粉碎方法分为三种,即干法粉碎、增湿粉碎和湿法粉碎。
干法粉碎是一种传统的并且一直延用至今的粉碎方法,而增湿粉碎和湿法粉碎被越来越多的厂家采用。
干法粉碎采用锟式粉碎机。
图:粉碎辊糊化淀粉粒在一定温度下吸水膨胀而破裂,淀粉分子溶出,呈胶体状态分布于水中,形成糊状物,这个过程称为糊化,为物理用作。
糊化步骤1:加水在糊化锅中加入一定量的水糊化步骤2:升温至30度加热至30℃,有利于各种淀粉酶的浸出糊化步骤3:搅拌在靠近锅底处设有浆式搅拌器,搅拌可以防止物料沾锅和提高传热效果。
糊化步骤4:糊化锅投麦芽及大米粉大米是我国啤酒酿造广泛采用的一种辅助原料。
其最大特点是淀粉含量高,可达75%~82%,无水浸出率高达90%~93%,而蛋白质含量较低,只有8%~9%,多酚类物质和脂肪的含量较低。
因此用大米作辅料,酿造的啤酒色泽浅,口味爽净,泡沫细腻,酒花香味突出,非生物稳定性较高。
为防止糊化醪稠厚和粘结锅底,改善糊化效果,一般掺加15%~20%的麦芽。
糊化步骤5:升温至70度保持20min辅料醪的煮沸称为预煮,预煮可进一步使淀粉充分糊化,提高浸出率,同时可提供混合糖化醪升温所需要的热量。
手机工厂制造实用QC工艺流程图

来料
1
抽检
贴片
2
锡焊/印刷 芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验 部件锡焊
装配
测试
包装
5
附件
包装
称重
SMT生产工艺流程 (1)
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
计量器
检查方 责任
式
人
记录
不良处理
1
来料检 查
材料接收检查
数量、外观、规 格、电性
相应规格书
检修
抽检 IPQC
SMT生产工艺流程 (4)
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
计量器
检查方 式
责任 人
记录
不良处理
方向、顺序、状
22
QC检查 包装附件检查 态、规格、位置、 作业指导书 放大镜
数量
23
QA
QA
包装外观、成品 外观及功能
抽样计划
综合测试仪
24
成品入库
合格品送入仓 库暂存
合格证
扫描条码
3
• 扫描主标贴IMEI号 • 打印两张彩盒IMEI条码,放入吸塑盒
贴易损标贴
• 彩盒标贴
易损标贴
投入三包凭证、 • 检查三包凭证外观,在三包凭证内写 • 三包凭证
4
耳机
上对应机型
耳机
检查耳机外观,放置耳机
包手机胶袋
5
• 检查螺钉是否漏打,易损标贴是否贴
好
• 检查手机外观 • 用胶袋包好手机放入彩盒
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
漆膜厚度30~50 um
时间:4~5秒
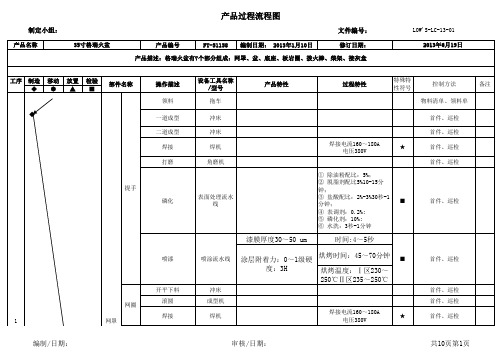
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物资供应计划工作流程
生产过程组织设计流程
YES
实施
生产过程各职能模块配合流程
产品内部质量审核程序 产品入库程序
售后信息反馈程序 产品出库程序
销售工作程序
设计工作流程
采购工作流
目前出现问 题
较多, 停工 待料
生产准备程
返工 纠正、预防程序
制定劳动定额
产品检验程
不合格品控制程序
工艺流程
和物料消耗定额
生产制程控制流
程
退
货
返
工
返
工
返
工
检验
成品库
劳动定额管理程序
说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重
要。
劳动工时消耗构成图
机动时间 基本时间 机手动
时间
作业时间
手动时间
辅助时间
照管工作地时间
定额时间
休息和生理需要时间
准备和结束时间
非生产工作时间
非定额时间 非工人造成的损失时间
全部时间消
工人造成的损失时间
返工处理作业流程图
IPQC 检验OQC 检验
外协计划编制流程图
审批
执行
设备管理流程与责任
)
YES
维修工)
维修工)
维修工)
设备使用的管理程
序
原材料验收管理流程
YES
原材料入库
通知使用通知财务
成品出货质检流程
图
通知使用
出货送检
通知OQC 检验
返工处理
产品生产质量控制流
程
质量控制
系统
生产制程质量检验流程图
进料过程检验操作流程
进货检验不合格处理程序
仓储管理工作的基本流程
支
付
货
成品出 销售商 发货通 部 务 生产废料入库处理管理流程
包装物及其它废料处理工作流程图
企业物资消耗定额构成图
生产物资消
耗
物资消耗定额制定流程
物资消耗分
类
采购作业流程
决定采购方式
发出订购单
通知仓储
进口作业程序
物资请购作业流程
径行采购。