IPQC巡线报表
合集下载
包装IPQC巡检日报表

包装IPQC巡检⽇报表
巡检时间巡检⼯位巡检数量
检验内容检验结果现场措施改善效果责任⼈备注
投⼊产品是否正确
敲击⽅法是否正确
⾼压仪状态是否完好
⾼压测试夹具是否有效
⾼压测试参数是否正确
压周期设备是否完好
字模数字是否正确
压后效果是否完好
设备状态是否正常
测试参数是否正常
⼯装夹具是否正常
铭牌是否正确
张贴位置是否正确
铭牌颜⾊是否正确
检查⼈员是否知道检查点
检查⼈员是否知道标准
包装材料是否正确
包装⽅法是否正确
装箱产品外观是否完好
参照⾸件确认完成成品是否正确
装箱材料是否正确
外箱标⽰是否正确
称重记录是否正确
参考⽂件
IPQC: 审核:复核:压周期功能测试贴铭牌外观检查IPQC巡检⽇报表(包装拉)敲内响打⾼压包装装箱相关机型客户承认书、BOM表、相关联络函.。
IPQC巡检报表
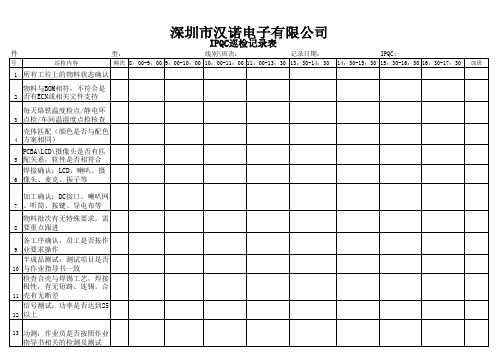
各工序或质量控制点单项不
16
良比率达30%以上要求开品 质异常单要求工程分析,并
跟进改善效果
现场5S核查,物料摆放、主
17 板、整机有无叠放。不同的
机型物料有无乱放。垃圾摆
18 检测升级软件版本是否与最 新的软件版本相符
备 注
检查合壳与焊锡工艺,焊接 极性,有无短路、连锡。合 11 壳有无断差 信号测试:功率是否达到25 12 以上
13 功测:作业员是否按照作业 指导书相关的检测及测试
FQA检测:依手机检验标准 14 进行。功能依客户要求做选
项测试
物料员更换物料及时确认, 15 出现混料错料及时通知拉长
及作业员挑选或换料
壳体匹配(颜色是否与配色 4 方案相同)
PCBA\LCD\摄像头是否有匹 5 配关系,软件是否相符合
焊接确认:LCD、喇叭、摄 6 像头、麦克、振子等
加工确认:DC接口、喇叭网 7 、听筒、按键、导电布等
物料批次有无特殊要求,需 8 要重点跟进
各工序确认,员工是否按作 9 业要求操作
半成品测试:测试项目是否 10 与作业指导书一致
巡检内容
频次 8:00-9:00 9:00-10:00 10:00-11:00 11:00-13:30 13:30-14:30 14:30-15:30 15:30-16:30 16:30-17:30 加班
1 所有工位上的物料状态确认
物料与BOM相符,不符合是 2 否有ECN或相关文件支持
每天烙铁温度检点/静电环 3 点检/车间温湿度点检核查
功能依客户要求做选项测试物料员更换物料及时确认出现混料错料及时通知拉长及作业员挑选或换料各工序或质量控制点单项不良比率达30以上要求开品质异常单要求工程分析并跟进改善效果1718现场5s核查物料摆放主板整机有无叠放
IPQC巡检记录表-线束

备注:IPQC需严格按要求进行巡检并填写记录;每次检查的量≧10PCS;若出现异常将不良现象标出,用“X”标示并写上处理方法,跟进记 录,巡查时若无异常用“√”表示。
备注:IPQC需严格按要求进行巡检并填写记录;每次检查的量≧10PCS;ቤተ መጻሕፍቲ ባይዱ出现异常将不良现象标出,用“X”标示并写上处理方法,跟进记 录,巡查时若无异常用“√”表示。
线束IPQC巡检记录表
表单编号:QS-QAD/AHXS-0001 项目 序号 巡检内容 频次 1H 1H 1H 1H 1H 1H 1H 1H 1H 1H 异常处理方法: 8:009:00 9:0010:00 10:0011:00 11:0011:20 13:3014:30 记录日期: 14:30- 15:3015:30 16:30 16:3017:30 加班 所有加工物料是否与图纸相符,不符 01 项是否有ECN或相关文件,生产数量和 型号是否对应生产订单; 端子来料的型号规格以及重点尺寸是 02 否合格 是否在产品生产时进行了首件制作和 03 测试,测试是否已通过。 开线尺寸、剥皮尺寸是否正确,有无 04 伤到线芯;线芯数量是否正确 线 束 05 06 07 08 09 10 品质异常: 端子铆接作业员是否严格按照图纸工 艺要求、作业指导书施工 拉力检测是否合格,并做好《端子拉 力测试表》 检查铆接后的端子有无损伤、变形;重 点尺寸是否在公差范围以内 检查铆接后的线束是否存在飞线、包 胶等现象 PQC是否及时将不良品记录在QC日报表 上,不良信息是否及时反馈和解决 生产现场原材料、半成品、成品是否 严格分区摆放并标识
线束IPQC巡检记录表
表单编号:QS-QAD/AHXS-0001 项目 序号 巡检内容 频次 1H 1H 1H 1H 1H 1H 1H 1H 1H 1H 异常处理方法: 8:009:00 9:0010:00 10:0011:00 11:0011:20 13:3014:30 记录日期: 14:3015:30 15:3016:30 16:3017:30 加班 所有加工物料是否与图纸相符,不符 01 项是否有ECN或相关文件,生产数量和 型号是否对应生产订单; 端子来料的型号规格以及重点尺寸是 02 否合格 是否在产品生产时进行了首件制作和 03 测试,测试是否已通过。 开线尺寸、剥皮尺寸是否正确,有无 04 伤到线芯;线芯数量是否正确 端子铆接作业员是否严格按照图纸工 线 05 艺要求、作业指导书施工 束 拉力检测是否合格,并做好《端子拉 06 力测试表》 检查铆接后的端子有无损伤、变形;重 07 点尺寸是否在公差范围以内 检查铆接后的线束是否存在飞线、包 08 胶等现象 PQC是否及时将不良品记录在QC日报表 09 上,不良信息是否及时反馈和解决 生产现场原材料、半成品、成品是否 10 严格分区摆放并标识 品质异常:
IPQC巡检记录表

20 HSF符合性
21 返工工位检验
IPQC:
审核:
归档:
备注:IPQC严格按以上频率进行核查,若出先异常将不良现象标出,并写上处理方法,跟进效果,巡查时若无异常用“√”表示。
9 有无特采物料在线使用,重点跟进时有无异常。
10 作业员是否严格按照SOP规定方法进行操作。
11 检测设备是否按规定进行了校对,结果是否符合。
12
产品的外型结构是否与标准相符,有无使用近似部件进行替 代,颜色是否符合标准。
13 连接件是否符合标准要求,试装是否合适。
14 线材是否符合标准要求,有无破皮和断芯。
生产机型:
拉别\班次:
记录日期:
序号
巡检内容
1 是否在开线时进行了首件制作和测试,测试是否已通过。
2
所用物料是否与物料清单相符,不符项是否有ECN或相关文件 支持。
3 DIP工段是否有插件反向、插错、漏插、元件损坏等
频次
深圳市***实业公司
IPQC巡检记录表
NO: 8:00-9:00
WF-PZ-008 A/0 9:00-10:00 10:00-11:00
11:00-12:00 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00
加班
4 是否对烙铁进行温度测试、测试结果是否与标准相符。
5 产品一致性检验
6 焊点是否出现大面积连锡或漏焊
7 补焊和分板是否有伤及线路板,是否有连焊、假焊、漏焊
8 参数测试是否符合标准要求
15 产品有无堆积现像
16 标签和包装是否与标准一致,粘贴是否符合要求
17
物料员更换物料及时确认,出现混料错料及时通知拉长及作业 员挑选或换料
IPQC巡检记录表

检验时间
检验工序
加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:
品质部经理:
表单编号:YH-FM-QC-06-C/2
日期:
检验工序
加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:
品质部经理:
表单编号:YH-FM-QC-06-C/2
日期:
IPQC巡检记录表

品质部经理:
日期:
日期:
日期:
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:检验时间检验工序加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
IPQC巡检报表

3.组装中框
4.装玻璃、显 4.2.玻璃面向正确:确认“AR”表面朝外面,“ "AG"”表面 示屏 向里边 5.检查屏 显示屏与玻璃间无脏污、灰尘、毛丝等异物
6.组装大铁板 组装电批扭矩是否确认? 7.1.电烙铁温度是否有事先检测及记录于烙铁点检表中. 7.焊DC座 7.2.线材极性与DC插座是否正确? 7.3.收缩管位置是否正确? 8.检验壁挂螺 组装电批扭矩是否确认? 柱、贴胶布 8.3.脂酸胶带的大小是否大于过线口尺寸? 9.1.是否使用242胶水? 9.固定DC座 9.2.是否使用星形钢质垫圈? 9.3.组装电批扭矩是否确认? 10.固定ESD档 10.1.ESD板是否与主板锁紧,是否使用治具 片、投流程卡 10.2.组装电批扭矩是否确认? 11.2.是否无无漏打螺丝? 11.投屏、锁 11.4.组装电批扭矩是否确认? 主板 11.5.静电环是否接地? 11.6.主板输出端口连接器是否朝向IR盖这边? 12.1.组装电批扭矩是否确认? 12.3.线材插在正确的连接器内,插到位 12.插线、锁 12.4.用胶布将屏线固定。 恒流源 12.5.遥控板线穿过主板铁罩上的过线孔 12.6.静电环必须接地 13.点胶、锁 13.1.硅胶的位置是否是正确的? IR板 13.2.组装电批扭矩是否确认? 14.1.确认内部线材方向正确的插入到连接器中。,连接器接 合处需要打胶,螺丝没有被遗漏,没有杂物在电视组装壳中。
28.装配附件 28.1.是否确保不能遗漏任何配件。 盒子和说明书 28.2.是否使用正确的手册。 29.贴外箱贴 29.1.是否确保纸箱标签内容正确。 纸 29.2.是否确保4PCS的标签位置和方向是正确的。 30.放附件盒 30.1.是否确保外箱标签和AC标签一致 、说明书,装 30.2.是否确保没有损坏和纸箱 箱 30.3.是否确保没有漏放附件盒
IPQC巡检报表2
维修报表
作业指导 书客户指 令 13 巡线抽检 工作批示 14 报表记录 工作批示 15 作业指导书 工作批示 巡检合格打“ 巡检不合格项总数: 12 工治具
目视
记录表
/ 目视 / 目视 目视 记录表 生产机型 : IPQC:
核准:
生产部:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00
备注
2 4
物料房 程序制作
目视 目视
5
印刷锡膏
目视
6 7 8 9 10
自动贴片 换料与首件 中检 迥焊炉 LQC
目视 目视 目视 目视 目视
11
维修
目视 测温计
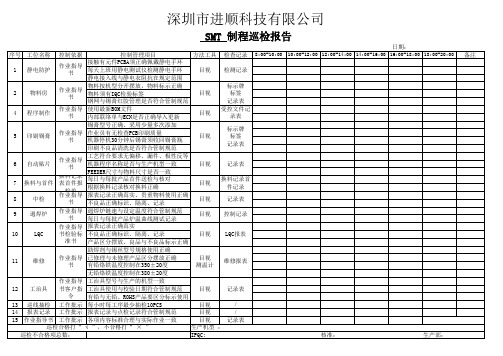
深圳市进顺科技有限公司
SMT 制程巡检报告
日期: 序号 工位名称 1 静电防护 控制依据 作业指导 书 作业指导 书 作业指导 书 作业指导 书 作业指导 书 换料记录 表首件报 作业指导 书 作业指导 书 作业指导 书检验标 准书 作业指导 书 控制管理項目 接触有元件PCBA须正确佩戴静电手环 每天上班用静电测试仪检测静电手环 静电接入线与静电衣阻抗在规定范围 物料按机型分开摆放,物料标示正确 物料须有IQC检验标签 钢网与锡膏红胶管理是否符合管制规 范用最新BOM文件 使 内部联络单与ECN是否正确导入更新 锡膏型号正确、采用少量多次添加 作业员有无检查PCB印刷质量 机器停机30分钟后锡膏须收回锡膏瓶 印刷不良品清洗是否符合管制规范 工艺符合要求无偏移、漏件、极性反 等器程序名称是否与生产机型一致 机 FEEDER尺寸与物料尺寸是否一致 每日与每批产品首件送检与核对 根据换料记录核对换料正确 报表记录正确真实、贵重物料使用正 确良品正确标识、隔离、记录 不 迥焊炉链速与设定温度符合管制规范 每日与每批产品炉温曲线测试记录 报表记录正确真实 不良品正确标识、隔离、记录 产品区分摆放、良品与不良品标示正 确焊剂与锡丝型号规格使用正确 助 已修理与未修理产品区分摆放正确 有铅烙铁温度控制在350±20度 无铅烙铁温度控制在380±20度 工治具型号与生产的机型一致 工治具使用与校验日期符合管制规范 有铅与无铅、ROHS产品要区分标示使 用 每小时每工序最少抽检10PCS 报表记录与点检记录符合管制规范 各项内容标准合理与实际作业一致 √ ”,不合格打“ × ” 方法工具 目视 检查记录 检测记录 标示牌 标签 记录表 受控文件记 录表 标示牌 标签 记录表 记录表 换料记录首 件记录 记录表 控制记录 LQC报表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳鑫瑞凌电子有限公司
IPQC巡检记录表
日期: 班别: 线别: 客户名:
8:00-10:00 20:00-22:00 10:00-12:00 22:00-24:00
机种名:
时 12:00-14:00 0:00-2:00 间 14:00-16:00 2:00-4:00 16:00-18:00 4:00-6:00
物
材料是否摆放整齐,无混料现象
物 料 摆 放 与 管 理 维 修 站 管 理
物料区ESD及温湿度是否在范围内 物料是否有对应的料号及其它的标识 锡膏红胶储存温度是否符合规范 锡膏红胶是否有先进先出,并详细记录 钢网清洗后是否有残余 物料区域的5S是否到位 是否有具体的维修记录报表 所有维修板是否都有做维修标识 维修所使用的工具是否有定期的点检 维修站物料是否有容易混料现象 所有维修板是否都有经过品管确认 维修站区域的5S是否到位
工令单号:
合计 18:00-20:00 6:00-8:00 8:00-20:00
项次 巡线内容 印 1.印刷锡膏有无偏位,少锡,塌锡,异物等不良 刷 2.印刷机器参数设置是否现SOP一致(压力,速度,脱膜速度清洁频率) 点 胶
3.是否按照规定擦拭钢网 4.点胶有无偏位 5.点胶有无拉丝 6.点胶量是否均匀 7.推力测试是否在标准范围内 8.贴装有无偏位、侧立,反贴,不良 9.贴装有无少件、反向、错件不良 10.更换物料时是否按照作业指导书进行作业 11.交接班或机种切换时有无对实际站位表与站位表进行核对 12.生产线散料是否按规定及时区分标示 13.不良品是否有按照规划不良区域摆放 14.炉前(后)不良记录是否详细完整 15.文件记录是否及时记录并确认 16.巡检过程中发现不良 17.生产机种检查注意事项是否了解 18.机板放置有无重叠 19.良品与不良品有无区分标示 20.不良发生有无联络相关人员确认并改善 21.外箱标示卡与实物是否相符 22.不良品超过目标是否有改善对策
23.上班前或更换机种或更换炉温时是否对炉温进行测试,记录结果
否在0-10摄氏度是否有作记录 25.车间温湿度是否在标准范围内 26.红胶与锡膏使用日期是否正确(从冰箱取出时间和日期) 27.作业员上线前有无戴静电环,手套 28.进入产线前是否有做静电测试并做记录 29机器是否定期保养并做记录 30.工作区域5S是否良好
备注:巡线无问题用“OK”表示,有问题时如实记录.
核准: 确认: 制作: 刘云欢
RP47-05-05 B
IPQC巡检记录表
日期: 班别: 线别: 客户名:
8:00-10:00 20:00-22:00 10:00-12:00 22:00-24:00
机种名:
时 12:00-14:00 0:00-2:00 间 14:00-16:00 2:00-4:00 16:00-18:00 4:00-6:00
物
材料是否摆放整齐,无混料现象
物 料 摆 放 与 管 理 维 修 站 管 理
物料区ESD及温湿度是否在范围内 物料是否有对应的料号及其它的标识 锡膏红胶储存温度是否符合规范 锡膏红胶是否有先进先出,并详细记录 钢网清洗后是否有残余 物料区域的5S是否到位 是否有具体的维修记录报表 所有维修板是否都有做维修标识 维修所使用的工具是否有定期的点检 维修站物料是否有容易混料现象 所有维修板是否都有经过品管确认 维修站区域的5S是否到位
工令单号:
合计 18:00-20:00 6:00-8:00 8:00-20:00
项次 巡线内容 印 1.印刷锡膏有无偏位,少锡,塌锡,异物等不良 刷 2.印刷机器参数设置是否现SOP一致(压力,速度,脱膜速度清洁频率) 点 胶
3.是否按照规定擦拭钢网 4.点胶有无偏位 5.点胶有无拉丝 6.点胶量是否均匀 7.推力测试是否在标准范围内 8.贴装有无偏位、侧立,反贴,不良 9.贴装有无少件、反向、错件不良 10.更换物料时是否按照作业指导书进行作业 11.交接班或机种切换时有无对实际站位表与站位表进行核对 12.生产线散料是否按规定及时区分标示 13.不良品是否有按照规划不良区域摆放 14.炉前(后)不良记录是否详细完整 15.文件记录是否及时记录并确认 16.巡检过程中发现不良 17.生产机种检查注意事项是否了解 18.机板放置有无重叠 19.良品与不良品有无区分标示 20.不良发生有无联络相关人员确认并改善 21.外箱标示卡与实物是否相符 22.不良品超过目标是否有改善对策
23.上班前或更换机种或更换炉温时是否对炉温进行测试,记录结果
否在0-10摄氏度是否有作记录 25.车间温湿度是否在标准范围内 26.红胶与锡膏使用日期是否正确(从冰箱取出时间和日期) 27.作业员上线前有无戴静电环,手套 28.进入产线前是否有做静电测试并做记录 29机器是否定期保养并做记录 30.工作区域5S是否良好
备注:巡线无问题用“OK”表示,有问题时如实记录.
核准: 确认: 制作: 刘云欢
RP47-05-05 B