化学反应釜安全风险识别评价控制表
反应釜安全风险告知卡

风险点名称
反应釜
风险等级
一般风险
责任人
易发生事故类型
灼烫、触电、其它伤害
1.槽(罐)完好损坏,出现腐蚀、变形、裂纹等异常情况。
2.设备电源线破损,接地保护不可靠,造成触电事故。
3.阀门和管道损坏,出现泄漏、堵塞等。
4.槽(罐)的安全附件损坏。
5.槽(罐)固定不到位,槽(罐)倾翻。
6.作业人员接触设备高温位置。
7.检维修无安全方案,停机未执行操作牌、停电牌制度。
1.定期检查槽(罐)完好无损,无腐蚀、变形、裂纹等异常情况。
2.定期检查阀门和管道完好,无泄漏、堵塞等。ቤተ መጻሕፍቲ ባይዱ
3.定期检查安全附件。
4.槽(罐)固定牢固。
5.定期检查设备电源线、接地线是否完好、可靠。
6.操作人员按要求佩戴劳动防护用品。
报警急救电话:119、120
1.发生溶液泄漏事故,及时关闭相关阀门,疏散周边人员,及时开展堵漏或引流措施。
2.如遇人员受伤应立即实施现场处置工作,最大限度的减少人员伤害和财产损失,对较轻的受伤人员,视伤情及时进行止血,包扎,固定等措施,送往医院治疗。
3.发生人员触电事故,立即关闭电源,使用绝缘工具分离触电人员。禁止在无防护措施的情况下进行施救触电人员。
反应釜安全检查表

反应釜安全检查表反应釜作为一种特殊的压力容器,在使用过程中必须严格遵守相关安全规定。
为了确保反应釜的安全运行,必须进行定期的安全检查。
以下是反应釜的安全检查表,以供参考。
一、反应釜外观检查1. 反应釜表面是否有明显裂纹、变形、锈蚀、腐蚀、烧蚀等情况。
2. 反应釜的操作平台是否平整、稳固。
3. 反应釜附属设备和管路是否连接牢固、无泄露。
4. 反应釜的标识是否清晰、正确。
5. 反应釜的防护措施是否完好,例如防护网、防护罩、安全阀等。
二、反应釜内部检查1. 反应釜内壁是否平整、无明显裂纹、脱落、锈蚀、腐蚀等情况。
2. 反应釜的内部是否干净、无积淀物或异物,清洁情况是否达到要求。
3. 反应釜内的管道、阀门是否通畅、无堵塞、无松动。
4. 反应釜的搅拌系统是否正常运转,润滑油是否充足。
5. 反应釜的传感器和仪表是否正常工作,数据是否准确、稳定。
三、反应釜操作检查1. 反应釜的操作手柄是否灵活,控制过程是否平稳、准确。
2. 反应釜的电气控制箱和电机是否正常运转,电气系统的接地是否可靠。
3. 反应釜的进料、出料、加热、冷却等操作是否正常,有无异常情况。
4. 反应釜的操作人员是否经过专业培训,是否通晓反应釜的操作规程和安全措施。
四、反应釜压力检查1. 检查反应釜安全阀是否能够正常开启,开启压力是否符合规定。
2. 反应釜的压力表是否准确、可靠,其读数是否与实际压力相符。
3. 反应釜的压力控制装置和压力传感器是否正常工作,能否自动控制压力。
4. 反应釜的使用压力是否超过规定值,压力是否超载,是否有危险。
根据反应釜的安全检查表进行一次全面的检查,能够发现反应釜中存在的安全问题,及时进行维修或更换,确保其安全运行。
化学运行危险源识别与评价表

化学运行危险源识别与评价表一、简介化学运行危险源识别与评价表(Chemical Operational Hazard Identification and Evaluation Table,简称COHIET),是针对化学工厂、石化厂等危险化学品生产场所而设计的一种危险源识别与评价工具。
COHIET是将专业的安全知识融入到评价模型中,在危险源的识别、危险性分析和安全评价等方面能够起到很好的指导作用。
二、使用方法COHIET主要包括四个评价模块,分别是:1.危险源识别评估2.危险性评价3.安全性评价4.紧急预案评价危险源识别评估危险源识别评估主要是确定存在的化学品、容器、设备和操作等,确定各种化学物质之间可能发生的危险情况。
评价过程可以按照以下步骤进行:1.依据物料安全数据表(MSDS)获取物品的基本信息,如化学品名称、形态、物理及化学性质等。
2.根据工艺流程图和作业规程,识别存在的容器、设备、管道、操作等。
3.列出所有化学物质的可能危险性。
4.根据危险性程度和危险源的重要性进行综合评估,确定其危险程度。
危险性评价在危险源识别评估的基础上,针对各种可能的危险情况进行危险性评价,包括概率、影响程度、可接受程度等方面的评价。
评价过程可以按照以下步骤进行:1.根据化学品的性质和特征等,分析其存在的可能危险情况,如爆炸、火灾、毒性等。
2.估算可能发生的危险事件的概率和影响程度。
3.根据事件发生的概率和影响程度评判其安全状况。
安全性评价针对危险性评价中判定为危险等级较高的危险源进行安全性评价,确定其是否达到安全要求。
评价过程可以按照以下步骤进行:1.确定各项安全要求,如法律法规和公司标准等。
2.对比危险源的安全现状和要求,确定其是否符合安全要求。
3.提出改进和控制措施,确保其安全性达到要求。
紧急预案评价紧急预案评价主要是评价化学工厂在突发事故时的应急预案是否可行和有效,能否保障人员和环境安全。
评价过程可以按照以下步骤进行:1.了解国家法律法规和公司标准,确定紧急预案的制定和实施要求。
氟化工生产设备设施危险源辨识及安全风险分级评价记录表

氟化工生产设备设施危险源辨识及安全风险分级评价记录表
安全检查表分析(SCL+LS)评价记录
安全检查表分析(SCL+LS)评价记录
安全检查表分析(SCL+LS)评价记录
安全检查表分析(SCL+LS)评价记录(记录受控号)单位:R134装置岗位:风险点(区域/装置/设备/设施)名称:精馏塔 No:
安全检查表分析(SCL+LS)评价记录
(记录受控号)单位:R22装置岗位:氟化计量岗位风险点(区域/装置/设备/设施)名称:AHF计量槽 No:
安全检查表分析(SCL+LS)评价记录
安全检查表分析(SCL+LS)评价记录
(记录受控号)单位:R32装置岗位:风险点(区域/装置/设备/设施)名称:氟压机 No:
安全检查表分析(SCL+LS)评价记录
(记录受控号)单位:氟化盐装置岗位:风险点(区域/装置/设备/设施)名称:AHF反应转炉 No:。
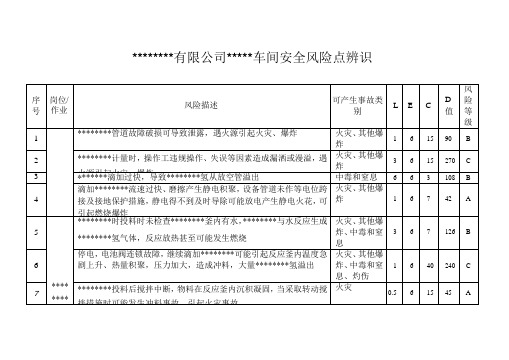
安全风险辨识表
1
6
15
90
B
25
*****生产中工艺控制失误、*****速度过快,可使*****釜压力升高,有毒的反应气体从釜内喷溅冲出,可引起现场人员中毒
中毒和窒息
1
6
15
90
B
26
*****工序尾气吸收装置因设计能力不足、设备有缺陷,尾气*****氢含量高或未经处理排出,可造成*****氢扩散范围内的人员中毒
时管道脱焊断开泄露
灼烫、中毒和窒息
54
A
*槽进料阀未关好打满溢出
灼烫、中毒和窒息
18
A
时槽物料冲击造成有毒气体泄漏
中毒和窒息
54
A
废水罐废水打满溢出
灼烫、中毒和窒息
54
A
中毒和窒息
1
6
7
42
A
27
*****反应产生的*****尾气对设备的腐蚀性强,易造成设备锈蚀引起泄漏,未经处理的*****气体大量排出扩散,可引起扩散区域内人员
中毒和窒息
1
6
7
42
A
中毒事故
28
维护设备管道时,若对设备管道置换不彻底、设备管道内留有有毒气体或氮气,作业人员维护时未采取防护措施,会发生中毒或窒息事故
火灾
0.5
6
15
45
A
8
********釜密闭不严,忘关人孔盖、误开抽料阀,以及打开釜底阀,可能使易燃蒸气泄漏出来,引发火灾爆炸事故
火灾、其他爆炸
1
6
15
90
B
9
********工序反应釜、尾气处理设备管道内可能残留有能自燃的
********铁,清罐或检修时,当打开设备或开启管道接头时,空气进入设备管道内,可导致********铁自燃着火、违章用铁器敲击或铲刮容器,产生火花可引起火灾爆炸事故
反应釜(容器)生产企业安全风险分级管控资料

安全生产风险分级管控资料
反应釜(容器)生产企业
2018年度
目录
1. 作业活动清单
2. 工作危害分析(JHA)及评价记录(生产作业、检维修)
3. 设备设施清单
4. 安全检查表分析(SCL)及评价记录(生产车间)
5. 作业活动风险分级管控清单
6. 设备设施风险分级管控清单
7. 安全风险点分级管控台账(告知牌)
第一部分作业活动清单
第二部分1.工作危害分析(JHA)及评价记录(日常生产作业)
4
5
6
7
8
9
10
2.工作危害分析(JHA)及评价记录(检维修)
第三部分设备设施清单
第五部分1.作业活动分级管控清单(日常生产作业)
2.作业活动分级管控清单(检维修)
第六部分 1.设备设施风险分级管控清单(生产设备设施)。
化产单元危险源辨识与风险评价信息表
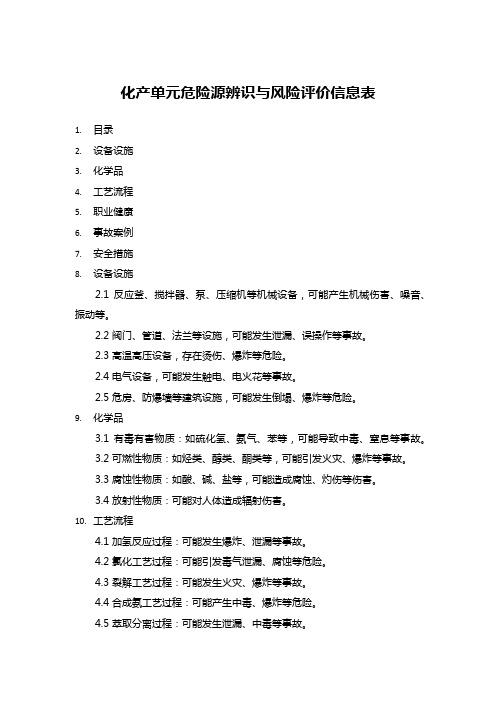
化产单元危险源辨识与风险评价信息表1.目录2.设备设施3.化学品4.工艺流程5.职业健康6.事故案例7.安全措施8.设备设施2.1 反应釜、搅拌器、泵、压缩机等机械设备,可能产生机械伤害、噪音、振动等。
2.2 阀门、管道、法兰等设施,可能发生泄漏、误操作等事故。
2.3 高温高压设备,存在烫伤、爆炸等危险。
2.4 电气设备,可能发生触电、电火花等事故。
2.5 危房、防爆墙等建筑设施,可能发生倒塌、爆炸等危险。
9.化学品3.1 有毒有害物质:如硫化氢、氨气、苯等,可能导致中毒、窒息等事故。
3.2 可燃性物质:如烃类、醇类、酮类等,可能引发火灾、爆炸等事故。
3.3 腐蚀性物质:如酸、碱、盐等,可能造成腐蚀、灼伤等伤害。
3.4 放射性物质:可能对人体造成辐射伤害。
10.工艺流程4.1 加氢反应过程:可能发生爆炸、泄漏等事故。
4.2 氯化工艺过程:可能引发毒气泄漏、腐蚀等危险。
4.3 裂解工艺过程:可能发生火灾、爆炸等事故。
4.4 合成氨工艺过程:可能产生中毒、爆炸等危险。
4.5 萃取分离过程:可能发生泄漏、中毒等事故。
11.职业健康5.1 有毒有害物质对工人健康的影响:可能导致职业病,如中毒、肺癌等。
5.2 高温高压作业对工人的影响:可能引发中暑、疲劳等健康问题。
5.3 噪声、振动对工人的影响:可能导致听力损失、疲劳等。
5.4 危房、放射性物质对工人的影响:可能存在健康风险。
12.事故案例6.1 XX化工厂发生爆炸事故,造成多人死亡和受伤,原因是可燃气体泄漏导致的火灾。
6.2 YY化工厂发生毒气泄漏事故,造成多人中毒,原因是管道破裂导致的泄漏。
6.3 ZZ化工厂发生群体中毒事件,原因是多个岗位的操作失误导致了有毒物质的泄漏和扩散。
6.4 WW化工厂发生放射性物质泄漏事故,原因是操作不当导致密封件破损造成的泄漏。
6.5 MM化工厂发生机械伤害事故,造成工人手臂截肢,原因是操作失误导致了机械故障和伤害事件。
反应釜安全检查分析SCL评价表

好好学习社区
更多优惠资料下载:
德信诚培训网
安全检查分析(SCL )评价表
序号
检查项目
标准
不符合标准情况及后果 现有控制措施
L S R
评
价级别 管控级别
建议新增(改进)措施
备注
工程技术 管理措施 培训教育 个体防护 应急处置 1 远传压
力表
1.耐压等级及量程符合实际。
2.设有上限红线。
3.完好无损坏。
物料泄漏、人员
灼伤
DCS 压力远传
1.定期巡检,发现问题及时处理。
2.压力表定期检定,检
定合格。
持证上岗,每年培训时间不小于20学时
工作服、安全帽耐酸碱手套、防毒面具 护目镜。
停甲醛进料
2 4 8
4
蓝
2
接口法兰
无泄漏
物料泄漏、人员
灼伤
按时巡检、发现泄漏立即处理。
岗位人员每1小时巡检一次 持证上岗,每年培训时间不小于20学时 工作服、安全帽耐酸碱手套、防毒面具 护目镜。
现场设洗眼器及淋洗装
置
2 4 8 4 蓝
3 管道壁厚
无变薄现象 物料泄漏、人员
灼伤
测厚仪 每年大修拆开人孔检查一次
持证上岗,每年培训时间不小于20学时
工作服、安全帽耐酸碱手套、防毒面具 护目镜。
护目镜 现场设洗眼器及淋洗装
置
2 3 6 4 蓝
4 视镜
完好
物料泄漏、人员灼伤
按时巡检、发现泄漏立
持证上岗,每年
工作服、安全帽耐酸碱手
停车更换 1 4 4 5 蓝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
极可能
无安全控制措施,无管理控制措施,无法避免事故发生
作业区一年内出现10次与此危险源相关的安全隐患(不安全状态)
习惯性违章作业
作业区一年内出现10次与此危险源相关的安全隐患(不安全行为)
无证作业,实习期独立作业
10
较可能
无安全控制措施,但有管理控制措施或在同类作业中发生过多起事故,无法有效避免事故的发生。
作业区一年内出现6-9次与此危险源相关的安全隐患(不安全状态)
在缺少监督的情况下时常发生违章作业,疲劳作业
作业区一年内出现6-9次与此危险源相关的安全隐患(不安全行为)
带病作业(包括服用影响作业安全的药物后作业)
6
可能
安全控制措施不全,有管理控制措施或在同类作业中三年内曾经发生过事故或事件,无法有效杜绝事故的发生。
没有进行盲板隔离
中毒、窒息
1
3
15
45
Ⅳ级
采用盲板隔离
未定期维护保养
设备事故
1
3
15
45
Ⅳ级
定期维护保养
安全防范设施不全
其他伤害
1
2
7
14
Ⅴ级
安装安全设施,定期维护保养
有限空间作业无审批手续
管理缺陷
1
2
7
14
Ⅴ级
进行安全教育,实施危险作业审批
未设置有限空间警示标志
管理缺陷
1
2
7
14
Ⅴ级
设置有限空间警示标志
wwwwwwww
制表:日期:
序号
危险源
安全风险
可能造成伤害
L
E
C
D
风险
等级
控制措施
备注
1.
化学反应釜
缺氧(氧含量不足)
窒息
1
1
7
7
Ⅴ级
加强通风
有毒气体吸入
中毒
1
1
1
1
Ⅴ级
带防毒面具
作业未使用36v以下安全电压
触电
1
3
15
45
Ⅳ级
使用36v以下安全电压
有可燃介质明火作业
爆炸
1
3
15
45
Ⅳ级
严禁明火作业
分数值
连续处于危险环境中
10
每天在有危险的环境中工作
6
每周一次出现于危险环境中
3
每月一次
2
每年一次
1
几年一次出现在危险环境中
0.5
□C(Consequence)发生事故可能产生的后果
可能结果
分数值
大灾难(10人及以上死亡)
100
灾难(3人及以上死亡
40
非常严重(群伤、急性中毒、放射病或1-2人死亡)
15
重伤或慢性职业病
7
轻伤
3
不构成失能的伤害或惊吓
1
D危险源等级
危险等级
危险程度
推荐分级标准(D值)
原则分级标准(D值)
Ⅰ级
极度危险不能工作,
≥90确定为重要危险源
>320
≥260
Ⅱ级
高度危险须立即整改
320~160
259~125
Ⅲ级
很危险需整改
159~70
124~62
Ⅳ级
可能危险需要注意
69~20
作业区一年内出现3-5次与此危险源相关的安全隐患(不安全状态)
在生产作业节奏较快情况下,偶尔发生的违章作业
作业区一年内出现3-5次与此危险源相关的安全隐患(不安全行为)
操作不熟练或影响员工注意力的其他因素
3
较少可能
本质安全化控制设施不全,有管理控制和有效的异常报警、监控手段,能预防事故发生,在同类作业中曾经发生过事故、事件。
作业区一年内出现1-2次与此危险源相关的安全隐患(不安全状态)
偶尔的失误或误操作
作业区一年内出现1-2次与此危险源相关的安全隐患(不安全行为)
1
不可能
安全控制措施齐全有效,实现设备本质安全,在误操作情况下能避免人员伤害,有效杜绝事故发生
0.1
E(Exlosure)人出现在这种危险环境的时间
出现于危险环境的情况
61~20
Ⅴ级
稍有危险可接受
<20
<20
未配备应急救援物资
管理缺陷
1
2
14
Ⅴ级
按要求配备应急救援物资
未与相关方签订有限空间作业安全协议
管理缺陷
1
2
7
14
Ⅴ级
与承包方签订安全生产协议
备注:作业条件危险性评价法(格雷厄姆法,LEC法)D=L×E×C
□L(Likelihood)发生事故或危险事件的可能性
可能性
设备环境及管理的因素
人的因素
分值
行为