塑胶件拔模角 ppt课件
塑料拔模角参照

塑胶成品的肋骨,支柱边壁、流道壁等,如其脱模角能够°的脱模角是标准方法,太小的脱模角会使部件难于脱离模腔。无论如何,任何的脱模角总比无角度为佳。若部件有蚀纹的话,如皮革纹的深度,每深0.025mm就多加1°脱模角
不同材料的设计要点
ABS
一般应用边0.5°至1°就足够。有时因为抛光纹路与出模方向相同,出模角可接近至零。有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。正确的出模角可向蚀纹供应商取得。
LCP
因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。在所有的肋骨、壁边、支柱等凸出膠位以上的地方均要有最小0.2-0.5°的出模角。若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
PBT
若部件表面光洁度好,需要1/2°最小的脱模角。经蚀纹处理过的表面,每增加0.03mm(0.001 in)深度就需要加大1°脱模角。
PC
脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。一般光华的表面1.5°至2°已很足够,然而有蚀纹的表面是要求额外的脱模角,以每深0.25mm(0.001 in)增加1°脱模角。
【培训教材】塑胶注塑模具基础知识讲座PPT
热流道
23
24
25
26
迭层模
迭层模是热流道的一种,它的生产效率有目共睹,但结构复 杂,价格昂贵,注塑机台也较特殊,所以让不少厂家望而步。 27
28
双色模具
基本原理: 双射成型主要以双射成型机两只料管配合两套模 具按 先后次序经两次成型制成双射产品.
工作步骤: 1.A原料经A料管射入1次成型模制成单射产品A. 2.经周期开模,产品A留于公模,成型机动模板旋 转至B合模. 3.B原料经B料管射入2次成型模制成双射成品, 开模顶出.
最高 280 300 300 320 280 340 300 280 280 280 440 290 290 280 235 280 320 280 220 270
最低 25 30 70 70 15 70 50 40 20 20 70 80 10 35 50 20 60 20 20 40
模具温度 (℃)
推荐
最高
50
80
80
110
85
110
80
110
60
80
95
120
75
100
60
85
40
95
40
70
140
175
100
120
15
30
60
80
70
105
50
80
80
110
50
70
40
8 70
60
80
常用塑料设定之料管温度(℃)
原料名称
射嘴
料管头
ABS
203~195
220~195
AS
205~240
190~235
塑料产品结构设计-----第三章 拔模斜度

第三章拔模斜度基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
1度的出模角。
3.1(7)具备以下条件的型芯,可采用较小的拔模斜度:(1)顶出时制品刚度足够。
(2)制品与模具钢材表面的摩擦系数较低。
(3)型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4)制品收缩量小,滑动摩擦力小。
不同材料的设计要点ABS???一般应用边0.5°至1°就足够。
有时因为抛光纹路与出模方向相同,出模角可接近至零。
有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。
正确的出模角可向蚀纹供应商取得。
LCP???因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
在所有的筋、壁边、支柱等凸出胶位以上的地方均要有最小0.2-0.5°的出模角。
若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
PBT???若部件表面光洁度好,需要1/2°最小的脱模角。
经蚀纹处理过的表面,每增加0.03mm (0.001in )深度就需要加大1°脱模角。
PC???脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。
塑胶件拔模角度如何选择设计
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,对模塑产品的任何一个侧面,都需有一定量的脱模斜度,以便产品从模具中顺利脱出。
塑件设计之拔模角度确定脱模斜度的大小一般以0.5°~1°居多。
具体选择脱模斜度注意以下几点:⑴、塑件表面是光面的,尺寸精度要求高的,收缩率小的,应选用较小的脱模斜度,如0.5°。
⑵、较高、较大的尺寸,根据实际计算取较小的脱模斜度。
⑶、塑件的收缩率大的,应选用较大的斜度值。
⑷、塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
⑸、透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应不少于2.5°~3°,ABS及PC料脱模斜度应不小于1.5°~2°。
⑹、带皮纹、喷砂等外观处理的塑件侧壁应根据具体情况取2°~5°的脱模斜度,视具体的皮纹深度而定。
皮纹深度越深,脱模斜度应越大。
⑺、结构设计成对插时,插穿面斜度一般为1°~3°。
⑻、取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
⑼、一般情况下,脱模斜度不包括在塑件公差范围内。
⑽、外壳面脱模斜度大于等于3°。
除外壳面外,壳体其余特征的脱模斜度以1°为标准脱模斜度。
特别的也可以按照下面的原则来取:低于3mm高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余取1.5°;低于3mm高的腔体的脱模斜度取0.5°,3~5mm取1°,其余取1.5°。
《塑胶模具知识》PPT课件

精选ppt
4
2.塑胶件脱模斜度
由于塑胶件在模腔内产生冷却收缩现象,使塑胶件紧抱模腔中的 型芯和型腔中的凸出部分,使塑件取出困难,强行取出会导至塑件 表面拉伤,拉毛,为了方便脱模,塑胶件设计时必须考虑与脱模方 向平行的内、外表面,设计足够的脱模斜度.
对模塑产品的任何一个侧壁。都需有一定量的脱模斜度,以便 产品从模具中取出。脱模斜度的大小可在0.2度至数度间变化,视 周围条件而定,一般以0.5度至2度间比较理想。
精选ppt
28
塑胶件评审时常出现的问题:
精选ppt
29
精选ppt
30
精选ppt
31
精选ppt
32
精选ppt
33
精选ppt
34
精选ppt
35
精选ppt
36
精选ppt
37
注塑成型是一门工程技术,它所涉及的内容是将塑料转变为 有用并能保持原有性能的制品。注射成型的重要工艺条件是影 响塑化流动和冷却的温度,压力和相应的各个作用时间。
对于内外表面的拐角 处,外圆角应为内圆角 加壁厚,可减少内应力, 并能保证壁厚均匀一致。 尖锐的圆角位通常会导 致部件有缺陷及应力集 中.
精选ppt
23
产品上尖角的位置亦常在电镀过程后引起不希望 的物料聚积。
精选ppt
24
在模具上太尖的利角是无法成型的,建议的最小 圆角半径是胶料厚度的25%,最适当的半径是胶料 厚比例在60%。轻微的增加半径就能明显的减低应 力。
精选ppt
3
塑胶件脱模是注射成型过程中最后一个环节,脱模
质量好坏将决定塑胶件的质量.而产品顺利脱模,需模具设计 工程师采用合理的顶出方式,更重要的是需产品工程师给塑 胶制品合理的脱模角度.
塑胶模具培训课件(ppt 107页)

由於聚乙烯是結晶型聚合物,它的結晶均勻程度 直接影響到製品密度的分布。所以,要求模具的 冷卻水佈置儘可能均勻,使密度均勻,保證製品 尺寸和形狀精度。
三、聚乙烯
B、模具设计时应注意: 1).聚乙烯分子有取向现象,这将导致取向方向的收缩率大
于垂直方向的收缩率而引起的翘曲、扭曲变形,以及对 制品性能产生的影响。为了避免这种现象,模具设计时 应注意浇口位置的确定和收缩率的选择。 2).聚乙烯质地柔软光滑,易脱模,对于侧壁带浅凹槽的制 品,可采取强行脱模的方式进行脱模。 mm以下。
0.7~1.5 1.0~2.5 1.5~2.5(2.0)*
HIPS ABS PC
0.4~0.6(0.5)* 0.4~0.7(0.5)* 0.5~0.7(0.5)*
TPU PMMA
PBT
1.2~2.0(1.6)* 0.5~0.7(0.5)* 1.3~2.2(1.6)*
注:带 “ * ” 的参数为推荐值。
无定形塑料,却不透明。
附表 1-1 :常见塑料的成型收缩率
塑料名称 收缩率(%) 塑料名称 收缩率(%)
HDPE 1.5~3.5(2.0)* POM 1.8~2.6(2.0)*
LDPE PP
GPPS
1.5~3.0(1.5)* 1.0~3.0(1.6)* 0.4~0.8(0.5)*
PA6 PA66 SPVC
聚丙烯大致分为单一的聚丙烯均聚体和改进冲击性能的乙烯— 丙烯共聚体两种。共聚的聚丙烯制品其耐冲击性比均聚聚丙 烯有所改善。
四、聚ห้องสมุดไป่ตู้烯
A、 PP性能上的主要优点:
1).由于在熔融温度下流动性好,成型工艺较宽,且各向异性比PE 小,故特别适于制作各种形状简单的制品,制品的表面光泽、 染色效果、外伤痕留等方面优于PE料.
塑胶件拔模角课件PPT
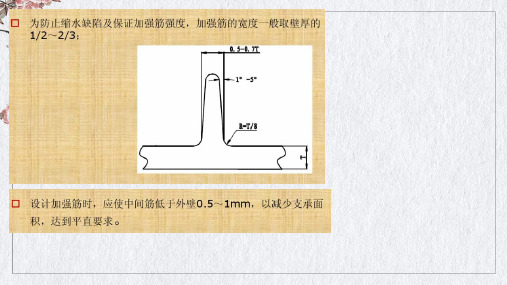
1.3、厚度设计实例 塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。塑件的壁厚过大,不仅会因用料过 多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。对提高生产效率不利, 容易产生汽泡,缩孔,凹陷;塑件壁厚过小,则熔融塑料在模具型腔中的流动阻力就大,尤其是形状复杂或大型 塑件,成型困难,同时因为壁厚过薄,塑件强度也差。塑件在保证壁厚的情况下,还要使壁厚均匀,否则在成型 冷却过程中会造成收缩不均,不仅造成出现气泡,凹陷和翘曲现象,同时在塑件内部存在较大的内应力。设计塑 件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。
c. 电池盖壁厚取0.8~1.0mm。 常用d材.塑料代胶号制:拜品尔的T85最、T小65壁。 厚及常见壁厚推荐值 受PM冲见M击A下力有较极表大好的的关透键光齿性轮,,在需光添的加加填速充老物化。240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。 设计塑件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。 脱模斜度的大小可在0. 此外,成型的方式,壁厚和塑料的选择也在考虑之列。 POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。 PA坚韧、吸水、但当水份完全挥发后会变得脆弱。 塑件的壁厚过大,不仅会因用料过多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。 3、厚度设计实例 塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。 常用材料代号如:帝人L1250Y、PC2405、PC2605。 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。 视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。 还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
《塑胶模具结构介绍》PPT课件

热胶道使用例(二)
13
.
热胶道使用例(三)
14
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
.
公模倒灌使用例
15
公模倒灌式:即胶道系统安装在公模侧.下固定板不需K.O.孔,需用油压缸顶出和回位. 注:A<250MM,C>=90MM,B不宜太长.
.
各零件功能(一)
亦称可动侧型模板﹐﹐主要功能为可动侧之主体﹐公模仁及导 梢﹑回位梢孔﹑抓料梢孔﹑顶针孔﹑斜梢﹑滑块均需在此板上加工定 位﹐此板与母模板之接合面即构成模具上之分型面即PL面。
.
各零件功能(二)
17
上顶出板(Ejector Ret Plate):
亦称顶出梢定位板﹐﹐此板之功用为使成形品顶出的方位正确﹑ 稳定﹐并使顶针﹑回位梢确定位。
灌嘴(Sprue Bushing):
亦称注口衬套﹐与成形机加热缸前端之喷嘴相接触﹐热溶塑料 经它上面的锥孔而进入流道 及形成空间。灌嘴因直接与成形机之喷 嘴接触﹐故磨擦较大容易损坏﹐因此为便于修理与更换而做成衬套。
.
各零件功能(四)
19
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
.
支撑柱(SUPPORT PILLAR)
支撐柱的功能是為了補強公模板的強度, 其位置以靠近射出中心為宜,數量及大小 在保證不與其他零件干涉的情況下越多越 好.但同時需考慮頂板強度. 其標示方式如右圖: a的取值為:0.2mm.
EJE RET PLATE
EJE PLATE
d d+4
S.P.
S.P.=dx(L+0.2)XPCS L
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
f. 一般情况下,脱模斜度不包括在塑件公差范围内。
g. 透明件脱模斜度应加大,以免引起划伤。一般情况下,PS料脱模斜度应大于3°,ABS及PC料脱模斜度应大于
2°。
h. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5°的脱模斜度,
视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。
咬花深度越深,脱模斜度应越大.推荐值为1°+H/0.0254°(H为咬花深度).如121的纹路脱模斜度一般取3°,
122的纹路脱模斜度一般取5°。
i. 插穿面斜度一般为1°~3°。 j. 外壳面脱模斜度大于等于3°。
2 脱模斜度 2.1 脱模斜度的要点 脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来讲,对模塑产品的任何一个侧壁,都需有一定量的
脱模斜度,以便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以
0.5°~1°间比较理想。具体选择脱模斜度时应注意以下几点:
a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜
度由缩小方向取得。如下图1-1。
图1-1
b. 凡塑件精度要求高的,应选用较小的脱模斜度。
c. 凡较高、较大的尺寸,应选用较小的脱模斜度。
d. 塑件的收缩率大的,应选用较大的斜度值。
e. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
1.2 壳体的厚度 a. 壁厚要均匀,厚薄差别尽量控制在基本壁厚的25%以内,整个部件的最小壁厚不得小于0.4mm,且该处背面不 是A级外观面,并要求面积不得大于100mm²。 b. 在厚度方向上的壳体的厚度尽量在1.2~1.4mm,侧面厚度在1.5~1.7mm;外镜片支承面厚度0.8mm,内镜片支 承面厚度最小0.6mm。 c. 电池盖壁厚取0.8~1.0mm。 d.塑胶制品的最小壁厚及常见壁厚推荐值 见下表
脱模斜度 2.1 脱模斜度的要点 脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的 方式,壁厚和塑料的选择也在考虑之列。一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以 便产品从模具中取出。脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。 具体选择脱模斜度时应注意以下几点: a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取 得,外形以大端为准,符合图样,斜度由缩小方向取得。如下图1-1。
塑胶结构设计规范 1、材料及厚度 1.1、材料的选取
a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的 部件),如内部支撑架(键板支架、LCD支架)等。还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电 镀装饰件等)。目前常用奇美PA-757、PA-777D等 。 b. PC+ABS:流动性好,强度不错,价格适中。适用于作高刚性、高冲击韧性的制件,如框架、壳体等。常用材 料代号:拜尔T85、T65。 c. PC:高强度,价格贵,流动性不好。适用于对强度要求较高的外壳、按键、传动机架、镜片等。常用材料代 号如:帝人L1250Y、PC2405、PC2605。 d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定 性、良好的绝缘性等。常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。 e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。常用于齿轮、滑轮等。受冲击力较大的关键齿轮,需添加 填充物。材料代号如:CM3003G-30。 f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达 78.5% 。机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一 定强度要求的透明结构件,如镜片、遥控窗、导光件等。常用材料代号如:三菱VH001。
1.3、厚度设计实例 塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。塑件的壁厚过大,不仅会因用料 过多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。对提高生产效率不利, 容易产生汽泡,缩孔,凹陷;塑件壁厚过小,则熔融塑料在模具型腔中的流动阻力就大,尤其是形状复杂或大型 塑件,成型困难,同时因为壁厚过薄,塑件强度也差。塑件在保证壁厚的情况下,还要使壁厚均匀,否则在成型 冷却过程中会造成收缩不均,不仅造成出现气泡,凹陷和翘曲现象,同时在塑件内部存在较大的内应力。设计塑 件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。