三速电动机变极调速控制设备的设计
三相异步电动机的变极调速控制

SB3常闭触头 先断开,切断 KM1线圈电路
SB2常开触头 后闭合
KM1自锁触头复位断开
KM1主触 头断开
电动机因惯 性继续旋转
KM1互锁触头复位闭合
KM2、KM3 线圈都得电
●按钮控制的双速电动机变极调速工作过程
2)高速运转
需要高速运转时,也需要先按下低速启动按钮SB2,把定子 绕组接成△,让电动机低速启动。 启动结束,再按下高速启动按钮SB3,把定子绕组换接成YY, 实现电动机高速运行。
KT常开延时闭合
KM1失电 拆除△接线,切除电动机正序电源
定子绕组尾端接反序电源
KM2得电 KM3得电
电动机YY连接, 定子绕组首端 高速运转 短接于一点
变极调速安装接线注意事项: 1)正确识别电动机定子绕组的9个接线端子。 2)交换任意两相电源的相序。
2)按钮控制的双速电动机变极调速
注意控制电路的线号
三、变极调速原理
把定子每相绕组都看成两个完全对称的“半相绕组”。
以U相为例,设相电流从绕组的头部U1流进,尾部U2流出。 当U相两个“半相绕组”头尾相串联时(顺串),根据右手 螺旋法则,可判断出定子绕组产生4极磁场。 若U相两个“半相绕组” 尾尾相串联(反串)或者头尾相并 联(反并),定子绕组产生2极磁场。
●按钮控制的双速电动机变极调速工作过程
1)低速运转
需要低速运转时,按下低速启动按钮SB2,把定子绕组接成 △,让电动机低速启动,并连续运转。
合上QS,M3线圈电路
SB2常开触头后 闭合,KM1线圈
通电
KM1电气互锁触头断开, 对KM2、KM3互锁
KM1主触 头闭合
相关知识——三相异步电动机的电气调速
• 什么叫恒转矩调速?
三速电动机变极调速控制系统设计2009级秋课程设计doc
课程设计三速电动机变极调速控制系统设计学生姓名:学号:电大分校:四○四厂电大分校工作站(教学点):四○四厂电大分校学生所在单位:四○四厂三速电动机变极调速控制系统设计前言:一.总体方案确定根据该车间的实际情况,全年送风量划分为三个时间段,即夏季、春秋季和冬季。
由风机特性可知,当风机转速从n变到n’时,风量Q和轴功率P的变化关系式如下:Q’=Q(n’/n)P’=P(n’/n)3根据已知技术数据,春秋季的风量为夏季的66%,冬季的风量为夏季风量的50%,所以需对拖动风机的电动机进行调速控制。
达到夏季风量所需电动机功率为11.6KW,转速为1457r/min,所以我们所选电动的最大功率和转速只要满足大于、等于11.6LW和1457r/min,控制设备能实现对该电动机调速即可满足设计的技术要求。
异步电机调速可采用:调压调速、电磁调速电动机调速、串级调速、变频调速和变极调速等。
前几种调速方案都可实现对电动机的无极调速,但实现调速的控制设备和设备方案都比较复杂,经济投入较大。
只有变极调速为有级调速,控制设备相对较简单,经济投入较少。
根据设计技术数据,该车间全年要求的风量变化是分段的,所以不需要采用无级调速即可达到设计要求。
变极调速的控制一种情况可用电器控制设备实现拖动控制要求,另一种方法是采用先进的PLC控制技术,大幅度降低安装工程量,节省空间及今后打的检修工作量。
综合考虑选用PLC实现调速控制。
二.电动机的选择根据风量分段的要求,我们选用变极三速电动机实现对风机的控制。
该车间对湿度要求比较严格,为防止电机由于潮湿造成损坏,我们选择电机外壳防护等级为IP44.设风机在夏季,春秋季和冬季的风量分别为Q1,Q2,Q3,转速分别为n1,n2,n3,轴功率分别为P1,P2,P3.由已知条件即得:Q2:Q1=0.66Q3:Q1=0.50P1=11.6KWn 1=1457r/minQ ’=Q(n ’/n)n 2=n 1(Q 2/Q 1)=1457×0.66=962r/minn 3=n 1(Q 3/Q 1)=1457×0.50=729r/minP 2=P 1(Q 2/Q 3)3=11.6×0.663=3.3KWP 3=P 1(Q 3/Q 1)3=11.6×0.53=1.5KW由此可知,风机夏季,春秋季,冬季三个调速点要求的转速分别为1457r/min ,962r/min ,729r/min ,要求的功率分别为11.6KW ,3.3KW ,1.5KW 。
电气控制与PLC技术-三相异步电动机的调速运行控制
1、继电器-接触器控制电路原理图
2、工作原理
按下起动按钮SB2,KM1线圈得电吸合 ,电动机作Δ联接低速运转,同时中间继电 器KA线圈通电并自锁,保证了KM1的长期 得电和时间继电器KT的线圈得电吸合; KT经延时,其动断触头断开,切断KM1, 其动合触头闭合,KM2、KM3线圈得电吸 合,电动机作双Y联接高速运转。
任务8:三相异步电动机的调速运行控制
三、三相双速异步电动机变极调速运行的PLC控制(续)
(二)课上讲解
1、将三相双速异步电动机变极调速运行的继电器-接触器控制电路改造为用PLC控制 ,其输入/输出是如何分配的?
电气 符号
输入
输入 端子
功能
电气 符号
输出
输出 端子
功能
任务8:三相异步电动机的调速运行控制
三相双速异步电动机变极调速运行的继电器-接触器控制电路原理图
任三相双速异步电动机变极调速运行的继电器-接触器控制(续)
(一)课上问题(续)
1、简述三相双速异步电动机变极调速运行继电器-接触器控制电路工作原理。(续)
a)
b)
三相双速异步电动机联结方式分解示意图
a)分解前 b)分解后
任务8:三相异步电动机的调速运行控制
六、知识拓展
1、三速电动机的控制
三速电动机通过改变绕组的组合 方式而得到不同的磁极对数。按下起 动按钮SB1,KM1和KM2的线圈得电 吸合并自锁,电动机作Δ联接低速运转; 按下SB2,KM1和KM2的线圈失电释 放,低速运转停止,而KM3线圈得电 吸合并自锁,电动机作Y联接中速运转, 时间继电器KT线圈得电;经延时, KM3线圈失电释放,中速运转停止, 而KM4和KM5线圈得电吸合并自锁, 电动机作双Y联接高速运转。
三相异步电动机的变极调速

三相异步电动机的工作过程
励磁过程
电源向定子绕组输入三相 交流电,产生旋转磁场。
感应过程
转子在旋转磁场的作用下 产生感应电流。
电磁转矩形成
感应电流与旋转磁场相互 作用,产生电磁转矩,驱 动转子旋转。
三相异步电动机的转动原理
磁场旋转
转速调节
三相交流电在定子绕组中产生旋转磁 场,磁场以同步转速n0旋转。
详细描述
在三相异步电动机中,绕组的连接方式可以通过改变接线端子的连接顺序或使用不同的 连接方式(如星形或三角形连接)来实现。通过改变绕组的连接方式,可以改变电动机 的极数和转速。这种方法可以在不停机的状态下进行,但需要专业的技术人员进行操作,
且可能影响电动机的性能和寿命。
改变电源频率
总结词
改变电源频率是一种先进的变极调速方法,通过调节电源的频率,可以精确控制电动机的转速。
详细描述
在三相异步电动机中,绕组匝数的改变可以通过抽出或插入绕组线来实现。当绕组匝数增加时,电动机的极数增 加,转速降低;反之,绕组匝数减少时,电动机的极数减少,转速升高。这种方法简单易行,但需要停机操作, 且可能影响电动机的性能和寿命。
改变绕组连接方式
总结词
改变绕组的连接方式也是一种有效的变极调速方法,通过改变绕组的接线方式,可以改 变电动机的极数和转速。
三相异步电动机的变极调速
目录
CONTENTS
• 引言 • 三相异步电动机的工作原理 • 变极调速的实现方式 • 变极调速的特点和适用范围 • 变极调速的应用实例 • 结论
01
CHAPTER
引言
目的和背景
目的
理解三相异步电动机变极调速的 原理和应用。
背景
随着工业自动化的发展,对电动 机的控制要求越来越高,变极调 速作为一种常见的调速方式,具 有简单、经济、可靠的优点。
三速电动机与控制线路

(2)△/YY接变极调速
A U N IN
BC 3IN
A 2IN IN
IN
BC
A IN
B
C
2IN
IN
2p
p
p
P 2 P 2YY
33 U U N N ((23 IIN N ))ccoo 1 1 s s230.866
T2(95P 2 5)0 /9 ( 5P 2 5 YY )03
T2YY
ns
2ns
结论:△/YY接变极调速属于近似恒功率调速方式,
KT2 KM2
KM2
KM1
低速
KT1 KM2 KT2
KM237 KM4
Y 中速 YY 高速
QS
FU2
L1 L2 L3
FU1
经KT2整定时间 KT2延时断开触头 分断,KM2线圈失电
KH KT2延时闭合触头
闭合,
KM3,KM4线圈得
SB4
电
KT1
SB1
SB2
KM2 SB3
KM3
KM2 KM3
KM1 KT2
2021/10/10
19
小结
(1) 调速方向 YY→Y (△):n Y (△) →YY : n
(2) 调速范围 D = 2 ~ 4
(3) 调速的平滑性 平滑性差。
(4) 调速的稳定性 稳定性好。
2021/10/10
20
控制线路
△形低速启动 Y形中速运转过渡
YY形高速运转
2021/10/10
21
2021/10/10
M
3~
KM2 KM3 KM4
KT1
KT1 KM1
KT2 KM3
KM1
两种简单的三相三速异步电动机变速控制线路

在机 床 的安 装 、 修 过 程 中 , 维 如果 电源 相 序 接
反, 可能造成各种故障。有些问题 比较直观 , 可以很 快解决 , 电机 反转 , 如 造成机 械运 动方 向相反 。只须
将 三相 电源线任 意两 相对调 即可 。而有 些则 比较 隐 蔽, 不易 当场发 现 , 机床不 能 正常 工作 。 使 例一: 长风 D 32 走丝 线 切 割机 , 丝 电机 K 20快 运 不能换 向 经人 检修 , 现 运 丝 电机 反 转 交流 接 触 发 器 主触 头严重 烧 坏 , 成 电机 缺 相 。更换 交流 接 触 造 器后, 仍不 能 换 向。 分析 原 因 :. 向开关 损 坏或 a换 断线 , 检查 , 未发 现问题 ; 换 向继 电器损 坏 或 联线 b 脱落 , 查无 问题 更换 交 流接 触器 过 程 中线 路接 错 , 控 制线 路 无误 再 通 电试车 , 不能 换 向, 查 仍 仔 细观察贮 丝筒 运动方 向 , 发现方 向不 对 , 询 问操 作 再 工后 , 认运 丝电机 反 向启动 。再查线 路 , 确 发现 更换
一
U 、 W , 一对 主触点 通 电 时 吸合将 U 与 w1 V 另 3 相
连. 从而使电动机 △连接低速运行 ; 接触器 K 2 3 M 的 对 主触 头通 电时 吸 合将 三 相 电 源 分 别 引入 U 、 V、 Wd电 动机 Y连 接 中速 运 行 ; l 有 6对 主触 头 , , KV l 3 3 对将 u 、1w1U 连于一点 , 3 1 、 、 v 另 对吸合将三相 电 源分别引入 、2 , v 、 电动机 Y Y连接 , 高速运行。
7个出线端 即 U 、 2 U 、 lV 、 、 , lU 、 3V 、 2 WlW2 可分 别 作 △
三相异步电动机调速控制电路
U1 V1 U2 V2
W1 W2
U2 V2
L1
L2
L3
1、接触器手动控制的双速电动机调速电路
三只交流接触器双速控制 1、工作原理
低速启动:按下低速启动按钮SB2,其一组常闭触点断开,切断高速控制交 流接触器KM2,KM3线圈回路电源,起到停止高速及按钮互锁作用;其另一组常 开触点闭合,低速交流接触器KM1线圈得电吸和,KM1并联在低速启动按钮SB2 两端的辅助常开触点闭合,自锁,KM1三相主触点闭合,电动机得电为三角形低 速运行,同时指示灯HL1灭,HL2亮,说明电动机已经低速运转了。
按下中速启动按钮SB3的两组常闭触点断开,其中SB3 的一组常闭触点切断交 流接触器KM1线圈电源,KM1线圈断电释放,KM1三相主触点 断开,电动机绕 组U1、V1、W1失电而停止低速运转,KM1辅助常开触点断开,低速运转指示 灯HL2灭。其中串联在交流接触器KM2、KM4线圈回路中的另一组SB3常闭触点 断开,对KM2、KM4起互锁作用,在SB3启动按钮按下的同时,SB3常闭触点 闭合,接通中速交流接触器KM3线圈回路电源,KM3线圈得电闭合,KM3辅助 常开触点闭合自锁,KM3三相主触点闭合。电动机绕组U2、V2、W2通以三相 380V交流电源,结成Y型中速启动,与此同时KM3 的两组辅助常闭触点断开起 互锁作用。KM3辅助常开触点闭合,指示灯HL3亮,说明电动机以中速启动运 转了。
3、外加电阻调速控制电路
THE
END
Thank you!
高速启动:直接按下高速启动按钮SB3,其一组常闭触点断开,切断低速控制 交流接触器K行停止;其中SB3另一组常开触点闭合,高速交流接触器KM2,KM3 线圈得电吸和,KM2,KM3并联在高速启动按钮SB3 两端的辅助常开触点闭合, 自锁, KM2,三相主触点闭合,接通高速绕组电源, KM3,三相主触点闭合,电动 机得电为双星型连接高速运行;同时指示灯HL2灭,HL3亮,说明电动机已经高 速运转了。
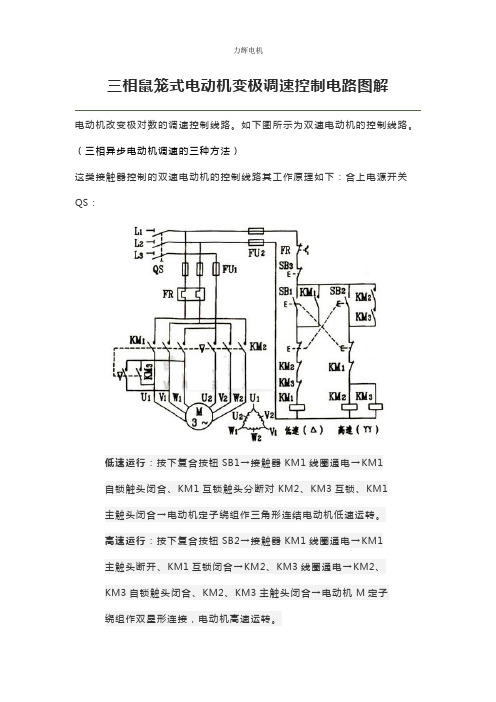
三相鼠笼式电动机变极调速控制电路图解
力辉电机
三相鼠笼式电动机变极调速控制电路图解
电动机改变极对数的调速控制线路。
如下图所示为双速电动机的控制线路。
(三相异步电动机调速的三种方法)
这类接触器控制的双速电动机的控制线路其工作原理如下:合上电源开关QS:
低速运行:按下复合按钮SB1→接触器KM1线圈通电→KM1
自锁触头闭合、KM1互锁触头分断对KM2、KM3互锁、KM1
主触头闭合→电动机定子绕组作三角形连结电动机低速运转。
高速运行:按下复合按钮SB2→接触器KM1线圈通电→KM1
主触头断开、KM1互锁闭合→KM2、KM3线圈通电→KM2、
KM3自锁触头闭合、KM2、KM3主触头闭合→电动机M定子
绕组作双星形连接,电动机高速运转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英文摘要
In order to maintain the temperature and humidity of a textile workshop, the control of the axial fan is used to control the temperature and humidity.Just through the establishment of the fan speed, air volume and shaft power relationship between the mathematical model to determine the motor drag program. Among them, the motor selection for the YD sequence variable pole three-speed motor. According to the function and design requirements of the control system, the ponent selection scheme of the system is discussed. Finally, according to the temperature and humidity control requirements and motor drag program, designed electrical control equipment, electrical control schematic. The system finally achieved the control of the axial fan, in order to achieve the control of the plant temperature and humidity. In this paper, the system structure and working principle are described in detail, including the system hardware design and software design, and the system to meet the design requirements were analyzed.
XX工业职业技术学院
毕业设计(论文)
题目
三速电动机变极调速控制设备的设计
专业
机电设备维修与管理
班级
机电1508班
学生
学号
指导老师
XX工业职业技术学院
2017年10月
前言
随着现代技术的发展和工业生产过程的智能化,自动控制技术起着越来越重要的作用。所谓的自动控制,是指在没有人直接参与的情况下,利用外加的设备装置(称控制装置或控制器),使机器、设备或生产过程(统称被控对象)的某个工作状态或参数(即被控量)自动按照预定的规律运行[1]。其中,本次毕业设计涉及的系统就是一个典型的自动控制系统。
自动控制技术在社会生产过程中起着举足轻重的作用,无论是在宇宙航行、机器人控制、导弹制导以及核动力等高新技术领域,亦或是在生物、医学、环境、经济管理和其他许多社会生活领域中,都有自动控制技术的应用。特别是在一些基础性的工业过程控制领域,自动控制技术更是凸显了自身的优势。首先,自动控制技术为企业安全的生产过程创造了良好的条件;其次,自动控制技术使得企业的生产过程更加高效、经济和环保。
一个良好的生产环境对于企业而言是至关重要的,其原因主要有以下两点:第一,就生产过程而言,安全是第一要素,其包括参与生产人员的人身安全和设备安全。而良好健康的生产环境正是安全的重要保证;第二,就企业而言,如何获得更高的利润是企业能否正常运转的重要保证,一个良好健康的生产环境不仅能够降低企业设备的维护费用和原料损耗,而且还能提升生产效率,进而大幅提升企业利润。因此,如何保证企业生产运行在一个良好健康的环境下,显得十分重要。
我们知道,纺织工业是一项重要的国民经济基础行业,其产品涉及到人们生活的诸多方面。然而,目前我国的纺织工业还存在着生产技术落后、技术标准低、人才资源匮乏、信息化程度不高、缺乏品牌经营管理等诸多问题。当然,解决以上问题并非短时期能够完成。企业自身在经营和发展的过程中,能够全方位考虑企业的良性发展,循序渐进地提升自身的技术水平和管理水平,显得十分必要。
Keywords:Textile industry, Three-speed motor, Variable pole speed,Temperature and humidity control
第1章绪论
1.1
目前我国纺织工业存在以下问题,首先,技术装备落后,新产品开发不足。据统计,中国纺织品三大行业(纺织业、服装业、化学纤维制造业)产值占比约分别为61%、28%、11%。除化学纤维生产技术和服装骨干企业的缝纫设备接近国际先进水平以外,纺纱、织造、染整等传统工艺与世界先进水平有较大差距。其次,目前中国的纺织企业还处于低端生产阶段。大约有80%的企业生产中低档产品、6%的企业生产中低档产品,4%的企业生产品质低价格低产品,仅有10%的企业生产高品质产品。再次,高素质人力资源缺乏。行业缺乏品牌运作、资本运筹、国际交往的人才,缺乏国际化经营经验和适应国际竞争的复合型人才。再者,企业信息化程度不高。行业性软件开发力量薄弱,软件产品少,企业管理软件应用比例低,信息化普及率低,电子商务起步慢,多数企业管理方式落后,难以真正建立起小批量、多品种、高品质、快交货的市场快速反应机制。最后,缺乏品牌经营理念。传统家纺多,规模小,产品单一,加工贸易比重仍然很大,应对国际竞争手段不足,处在整合阶段[2]。
对于纺织厂的生产车间而言,如何控制温度和相对湿度是车间良性运行的重要保证。车间温湿度的控制涉及自然环境的状态和人为地对温湿度进行补偿两个问题。因此,可以将其定义为一个基于环境状态实时变化的车间温湿度自动补偿问题。温湿度的补偿主要采用控制轴流风机的方法题,采用控制轴流风机的方法实现对温湿度的控制。通过建立风机转速、风量以及轴功率之间关系的数学模型,确定了电机的拖动方案。其中,电机选型为YD序列变极三速电动机。根据控制系统的功能和设计要求,论述了系统的元件选型方案。最后据温湿度控制要求和电机拖动方案,设计了电气控制设备电气控制原理图。系统最终实现了对轴流风机的控制,从而实现了对车间温湿度的控制。本文对系统结构和工作原理进行了详述,包括系统的硬件设计和软件设计,并对系统是否满足设计要求进行了分析。