桥架弯头
桥架弯头制作方法范制完整版
桥架弯头制作方法范制完整版桥架弯头是桥架系统中的重要组成部分,它用于改变桥架的方向,使桥架能够适应各种复杂的布线环境。
下面是桥架弯头制作的完整方法范例,包括设计、材料准备、制作工艺等。
一、设计在进行桥架弯头的制作前,首先需要进行设计。
根据实际工程需求和布线环境,确定桥架弯头的尺寸、角度和形状等参数。
设计过程中需要考虑桥架的承载能力、美观度和可维护性等因素,确保弯头的质量和性能。
二、材料准备制作桥架弯头所需的材料包括钢管、角钢、螺栓、螺母等。
根据设计要求,选择质量好、规格合适的材料进行采购。
同时,还需要准备弯头模板,可使用木板或其他材料制作,用于弯曲角钢和钢管。
三、制作工艺1.制作角钢弯头:1)将角钢按照设计要求切割成相应长度。
2)准备弯曲模板,将角钢放入模板中,逐渐弯曲成设计要求的角度。
3)在弯曲处焊接角钢,确保弯头的稳定性和强度。
2.制作钢管弯头:1)根据设计要求切割相应长度的钢管。
2)准备弯曲模具,将钢管放入模具中,逐渐弯曲成设计要求的角度和形状。
3)在弯曲处进行焊接,确保弯头的稳定性和强度。
3.组装:1)根据设计要求,将角钢弯头和钢管弯头按照需要的角度和位置进行组合。
2)使用螺栓和螺母将角钢和钢管固定在一起。
四、检验和质量控制完成桥架弯头的制作后,需要进行检验和质量控制,确保其质量和性能符合要求。
主要包括以下方面:1.外观检查:检查弯头表面是否平整,焊接处是否均匀美观。
2.规格检查:检查弯头的尺寸、角度和形状是否符合设计要求。
3.质量控制:对焊接点进行检测,确保焊接质量和强度满足标准要求。
4.试验:可以进行负载试验,检测桥架弯头的承载能力。
五、包装和运输完成质量检验后,对桥架弯头进行包装和运输。
使用适当的包装材料对弯头进行包装保护,避免在运输过程中受到损坏。
根据需要选择合适的运输工具,确保弯头能够安全送达使用地点。
以上就是桥架弯头制作的完整方法范例,其中包括设计、材料准备、制作工艺、检验和质量控制以及包装和运输等环节。
2020定额 桥架弯头长度

2020定额桥架弯头长度
摘要:
1.引言
2.2020 年定额桥架弯头长度规定
3.桥架弯头长度的计算方法
4.实际应用案例分析
5.总结
正文:
在我国,2020 年定额对于桥架弯头长度的规定进行了详细的说明。
本文将详细解读这一规定,并探讨桥架弯头长度的计算方法以及实际应用案例。
首先,我们需要了解2020 年定额中关于桥架弯头长度的具体规定。
按照规定,桥架弯头长度的计算需要考虑以下因素:弯头的类型、材质、规格以及安装环境等。
根据这些因素,工程师可以计算出合适的弯头长度,以保证桥架的稳定性和安全性。
接下来,我们将介绍桥架弯头长度的计算方法。
一般来说,弯头长度的计算公式为:L = (π*d)/(8*cos(α/2)),其中L 为弯头长度,d 为弯头直径,α为弯头角度。
通过这个公式,工程师可以根据实际需求计算出合适的弯头长度。
为了更好地理解这一规定,我们来看一个实际应用案例。
假设某工程项目需要安装一种弯头直径为200mm,弯头角度为90°的桥架弯头。
根据上述公式,我们可以计算出弯头长度为:(π*200mm)/(8*cos(90°/2)) = 78.5mm。
这
样,工程师就可以根据这个计算结果来制作弯头,保证桥架的稳定性和安全性。
总之,了解2020 年定额中关于桥架弯头长度的规定,以及掌握计算方法,对于工程师在实际工程项目中合理设计弯头具有重要意义。
桥架弯头制作方法范制完整版
桥架弯头制作方法范制完整版桥架弯头是桥架系统中的重要组成部分,用于桥架的转向和连接。
下面是一个完整的桥架弯头制作方法的范例。
一、选择合适的材料和工具桥架弯头通常使用优质的金属材料制作,比如钢材。
用于制作桥架弯头的工具包括钢锯、钢锤、切割机、电焊机、砂轮机等。
二、制作桥架弯头的步骤1.设计桥架弯头的尺寸和形状根据实际需要,设计出桥架弯头的尺寸和形状。
通常桥架弯头的尺寸要根据桥架的宽度和高度来确定,而形状可以根据具体使用要求和外观要求进行设计。
2.准备金属材料根据设计要求,准备所需的金属材料,一般为钢材。
将金属材料根据尺寸要求切割成所需要的段落。
3.切割和整形材料使用切割机和砂轮机将准备好的金属材料进行切割和整形。
根据设计要求,将金属材料切割成需要的形状,然后使用砂轮机对边缘进行整形和打磨,以确保表面光滑和无毛刺。
4.弯曲金属材料使用钢锤和相应的配件,将金属材料弯曲成所需的形状。
根据设计要求,将金属材料逐渐弯曲成桥架弯头的形状。
在弯曲过程中要注意加热和冷却,以防止金属材料过度变形和损坏。
5.焊接金属材料使用电焊机将弯曲好的金属材料进行焊接。
将准备好的金属材料按照形状和位置进行焊接,以确保弯头的强度和稳定性。
在焊接过程中要注意焊接温度和焊接时间,以确保焊接质量。
6.检查和修整对制作好的桥架弯头进行检查,确保没有明显的缺陷和问题,如裂纹、变形等。
如有需要,使用工具修整和矫正。
7.防腐和涂装将制作好的桥架弯头进行防腐处理,如喷涂防锈漆等,以延长使用寿命并增加外观美观度。
8.安装和测试根据实际需要和设计要求,将制作好的桥架弯头安装在相应位置上,并进行测试和调整。
确保桥架弯头的安装稳固和功能正常。
以上就是一个完整的桥架弯头制作方法的范例,具体制作过程中可能还会有一些细节和改动,需要根据实际情况进行调整。
桥架弯头的制作方法

桥架弯头的制作方法桥架弯头是一种常用于电缆桥架系统中的组件,用于改变电缆桥架的走向。
在进行桥架弯头的制作之前,需要准备好以下工具和材料:1. 桥架弯头的模具:为了确保桥架弯头的外形尺寸一致,需要制作一个专用的模具。
模具可以使用金属材料或者木材制作。
2. 原材料:桥架弯头的制作需要使用金属材料,常见的有镀锌钢板和不锈钢板。
3. 手持焊接工具:包括电焊机、焊接电缆、电焊钳等。
4. 清洁工具:如扫帚、清洁刷等。
下面是桥架弯头的制作方法:1. 准备工作:a. 清理工作区:将工作区域的杂物清理干净,确保没有妨碍操作的障碍物。
b. 准备模具:根据桥架弯头的设计要求,制作一个合适的模具。
c. 准备原材料:根据所需的桥架弯头尺寸,准备好相应规格的金属材料。
2. 制作桥架弯头:a. 将模具放在工作台上。
b. 将金属材料放在模具内部,确保金属材料与模具表面充分接触。
c. 使用手持焊接工具,对金属材料进行焊接。
焊接时需要确保焊缝牢固,不漏电。
d. 焊接完成后,检查桥架弯头是否符合要求的外形尺寸。
3. 确保质量:a. 清洁工作:使用清洁工具清洁焊接表面和模具,确保干净整洁。
b. 检查工作:对刚焊接完成的桥架弯头进行外观检查,确保焊缝牢固,无明显缺陷。
4. 后续处理:a. 如果需要,对桥架弯头进行表面处理,如喷涂防锈漆。
b. 准备安装:将桥架弯头安装在相应的位置上,连接到电缆桥架系统中。
总结:桥架弯头的制作方法主要包括准备工作、制作桥架弯头、确保质量和后续处理等步骤。
在制作过程中需要注意焊接质量和外观检查,确保桥架弯头的使用安全和可靠。
通过合理的制作方法和严格的制作要求,可以制作出符合要求的桥架弯头。
桥架平弯90度制作方法
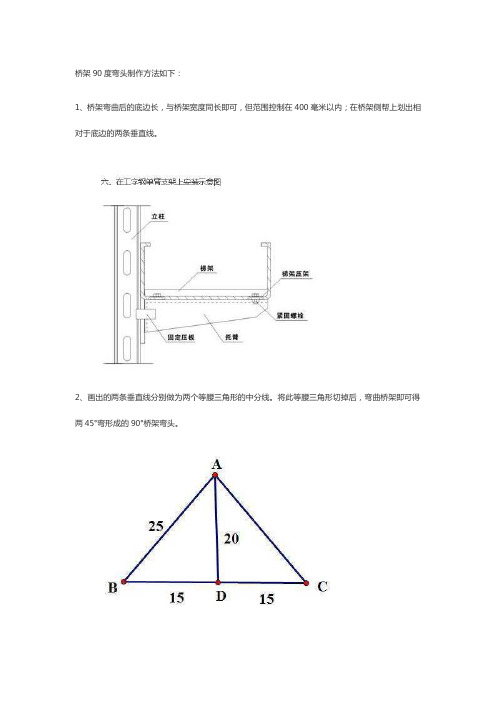
桥架90度弯头制作方法如下:
1、桥架弯曲后的底边长,与桥架宽度同长即可,但范围控制在400毫米以内;在桥架侧帮上划出相对于底边的两条垂直线。
2、画出的两条垂直线分别做为两个等腰三角形的中分线。
将此等腰三角形切掉后,弯曲桥架即可得两45°弯形成的90°桥架弯头。
3、90度的弯头在桥架弯头制作过程中,非常的常见,它又分为两种: 桥架90度水平弯头和桥架90度垂直弯头。
分支架是由主桥架引到就地设备的电缆支架,没有图纸设计,根据现场情况由施工人员来设计的。
常用的弯头种类包括水平弯头90°、上下跳弯45°、垂直上下弯头、水平三通等。
2020定额 桥架弯头长度
2020定额桥架弯头长度根据规范要求和实际需求,2020年新一轮的定额桥架弯头长度增加了一些变动。
以下是对这些变动进行详细解析和说明。
1.弯头长度的定义与分类弯头是通常用于桥架系统中的一个重要部件,它可以实现导线的改变方向和转弯。
在新的定额中,弯头根据其使用场景和特点,被分为直角弯头、斜角弯头和特殊弯头。
根据不同的弯头类型,其长度规范也有所不同。
2.直角弯头长度的规定直角弯头主要用于桥架系统中90度转弯的场景,其长度需根据对应的规范进行选择。
新的定额中,直角弯头的长度规定为标准长度120mm,这是为了满足多数场景下的需求。
如果特殊情况需要使用其他长度的直角弯头,需要在设计中进行明确说明和合理论证。
3.斜角弯头长度的规定斜角弯头通常用于桥架系统中非90度转弯的场景,其长度也有相应的规定。
基于新的定额,斜角弯头的长度根据转角度数进行选择。
例如,当转角为30度时,斜角弯头长度应为90mm;当转角为45度时,斜角弯头长度应为105mm。
通过这种方式,保证在各种非90度转弯场景下,斜角弯头都能达到最佳使用效果。
4.特殊弯头长度的规定特殊弯头是指用于一些特殊需求和特殊工程环境的弯头。
根据不同的特殊情况,特殊弯头的长度也有相应的规定。
例如,在高电磁干扰环境下使用的特殊弯头,其长度应满足电磁屏蔽要求,通常为150mm 以上。
在设计中需要充分考虑特殊工程环境的需求,并根据实际情况选择合适的特殊弯头长度。
综上所述,根据2020年的新定额规定,定额桥架弯头长度有了一些变动。
直角弯头长度为120mm,斜角弯头长度根据转角度数选择,特殊弯头长度根据特殊工程环境需求确定。
在设计和使用过程中,需严格按照相应规范进行选择和安装,以保证桥架系统的正常运行和使用效果。
希望本文对您了解2020定额桥架弯头长度有所帮助,并能在相关工程中正确应用。
如果有任何疑问或需要进一步了解的地方,请随时与我们联系。
桥架弯头计算口诀大全

桥架弯头计算口诀大全
桥架弯头计算口诀大全包括以下内容:
1. 弯头管道的压力损失 = K 值 x (流量 ÷弯头口径)^2
2. 弯头的 K 值 = [(W + D) ÷ R]^0.5
3. 弯头的设计要求:
- 弯头的半径应不小于 1.5 倍的管径;
- 弯头的角度不应小于 60 度;
- 弯头的内部表面应平滑。
4. 弯头的防振设计:
- 采用冷缩管或内衬衬垫方式;
- 采用加强筋或支撑架等方式。
参考内容:
1. 耿焕彬. 冷弯法加工大口径弯头的研究[J]. 机械工程材料, 2015(5): 39-41.
2. 王晓燕. 桥架管道系统设计[M]. 北京: 中国电力出版社, 2017.
3. 汪冬梅. 桥架弯头设计及其防振分析[J]. 模具工业, 2017,
49(1): 44-47.。
桥架45度90度弯头制作方法

桥架是一种用于支撑电缆或电线的结构,它能够保护电缆不受外界环境的影响,并且能够将电缆固定在规定位置。
在桥架的安装中,弯头是一个非常重要的组成部分,它可以使桥架能够适应各种角度和弯曲场景的需要。
在一般情况下,桥架弯头主要有45度和90度两种类型,下面将分别介绍这两种类型的制作方法:一、45度桥架弯头的制作方法1.准备工作- 首先要准备好需要使用的钢材,一般来说可以选择Q235A的普通碳素结构钢;- 焊接时需要使用的焊条为J507的焊条;- 焊接所需要的电弧焊机。
2.加工- 要根据需要的45度角度进行钢材的切割,一般可以使用气割进行切割;- 接下来,需要使用模具将切割后的钢材进行冷弯成45度的曲线形状;- 在冷弯完成后,需要将两端的焊接面进行打磨。
3.焊接- 焊接之前,需要将焊接面喷丸处理,以去除氧化层和污染物;- 焊接时,需要使用J507的焊条进行电弧焊,焊接工艺要求严格,焊接质量要符合相关标准要求。
4.表面处理- 焊接完成后,需要对表面进行防腐处理,一般可以选择热镀锌或者冷镀锌的工艺进行处理;- 处理完成后,需要进行喷漆,防止锌层被腐蚀。
二、90度桥架弯头的制作方法1.准备工作- 和45度弯头相同,首先需要准备好Q235A的普通碳素结构钢;- 90度弯头的制作同样需要焊条J507和电弧焊机。
2.加工- 切割90度弯头的加工方式和45度弯头基本相同,可以选择气割进行切割;- 同样需要使用模具将切割后的钢材进行冷弯成90度的曲线形状;- 冷弯完成后,需要将焊接面进行打磨。
3.焊接- 和45度弯头一样,焊接前要进行焊接面的喷丸处理,保证焊接质量;- 使用J507的焊条进行电弧焊,焊接工艺和质量要求同样严格。
4.表面处理- 焊接完成后,同样需要进行防腐处理和喷漆,保证90度弯头的耐久性和质量。
总结:桥架弯头的制作方法主要包括准备工作、加工、焊接和表面处理四个步骤。
在制作过程中,需要严格按照相关标准要求进行操作,保证桥架弯头的质量和性能符合要求。