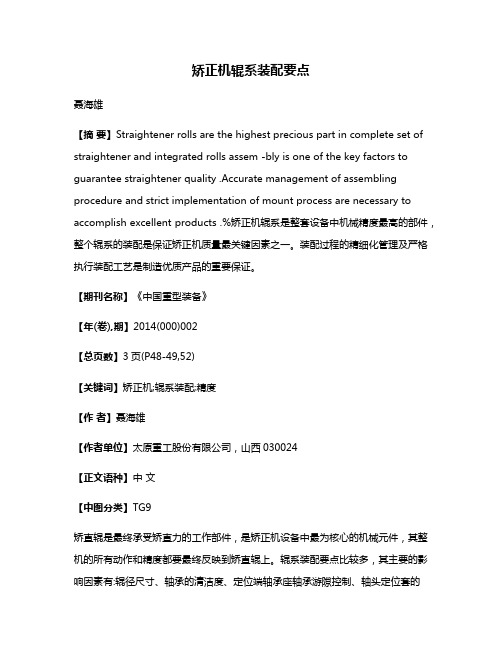
上支撑辊装配图
窄带钢轧机之辊系改造、

1辊 系改造前状况
精轧机组是生产线主要工艺生产设备 , 采用二 立 六 平 连 续 轧 制 工 艺 。平 辊 轧 机 均 为 刚 性 较 好 的 四辊 轧机 。其辊 系配 置 为 图示 1 。
1 . 1轧机 窜辊 现 象严 重
轧 机 窜 辊 危 害极 大 , 直 接 导 致 轧 机 失稳 , 产 品
9 8 %、 各 种消耗跻身行业 先进起 到了关 键性作用 。 目前该生产线生产 、 设备 以及经济技术指标稳定 , 市场 产 品用 户评 测满 意度 好 。
撑辊平衡梁在液压缸作用下提升上支撑辊 , 同时带 动工作辊提升装 置逐 渐接触并 提升整个工 作辊辊 系( 工作辊平衡缸柱塞缩 回状态) , 当工作辊辊系完 全 同上 、 下支撑辊脱离后 , 使用位于机架 内侧的液 压 缸 同 外 侧 的 换 辊 小 车 协 调 配 合 完 成 工 作 辊 更 换 。支撑辊 的更换则在拆 除工 作辊后利用换 辊支 架 进行 。 该 辊 系 理论 上 能 够 满 足需 要 , 但 在 生 产实 践 中 发现诸 多稳 定及难 以控制 的问题 , 主要 有 以下 方
力而 导致 窜辊 。
工作 辊通 过平衡 缸柱塞 作用分 别接触 上 、 下 支撑 辊; 压下螺丝工作 , 保证轧件通过该机架时的 s o ( 辊 缝) ; 此 时 工 作 辊 提 升 装 置 脱 离下 工 作 辊 轴 承 座 处 于 自由状态 , 整个辊系具备正常生产条件。 当轧 辊磨损更换轧辊 时 , 抬起压下 螺丝 , 上支
图 1 改 造前 轧 机辊 系装 配 图 上 支 撑 辊 由平 衡 梁 在 液 压缸 作 用 下 实 现平 衡 ;
2 辊 系 改造 思 路
理论上讲 , 轧机窜辊虽然复 杂 , 但基本上都认 为 和 轧 机 辊 系 中各 轧 辊 中心 线 的相 互 交 叉 以 及 轧 辊安装水平度有关 。这种交叉使得轧辊 中心线相 互失 去 平行 , 在 轧件 进 入 轧 机 时产 生 较 大 的轴 向分
辊压机设计(机械CAD图纸)

摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
支承辊轴承及轴承座使用与维护探讨

支承辊轴承及轴承座使用与维护探讨摘要:支撑辊轴承及轴承座是轧机实现板带轧制重要部件,其装配精度、装配质量及使用过程中的维护是轧机轧制高质量板带的基础。
正确使用和维护支撑辊轴承及轴承座,是延长轴承寿命、降低成本、提高轧机作业率、提高经济效益水平有效手段。
关键词:冷轧;轴承;轴承座;维护。
中图分类号:文献标识码:1、前言冷轧厂酸轧机组是五机架六辊连轧机组,包含上支撑辊和下支撑辊共计5对(10根)。
支撑辊轴承座5套(20个轴承座),材质GS45(铸钢),结构设计上能满足稀油润滑的要求,轴承座上带有耐磨铜衬板。
支撑辊轴承径向采用四列圆柱滚子轴承、轴向采用2列自定心止推轴承,共计20套(20套径向轴承,20套止推轴承),循环油润滑。
支撑辊两端都设置了止推轴承,可以实现支撑辊传动侧和操作侧互换。
支承辊轴承及轴承座使用与维护从轴承装配、轴承及轴承座的定期拆解检查清洗维护等方面进行管理。
2、轴承及轴承座装配管理对新用的轧辊、轴承及轴承座,要对轴承外圈及轴承座、轧辊及轴承内圈、轴承座端盖等的公差配合、尺寸精度进行检查是否符合设计的技术要求。
对轴承座内孔、润滑油路进行检查,将污物、杂物、铁屑吹扫清洗干净。
确保安装环境清洁卫生,所需的工具清理干净。
2.1支撑辊轴颈与轴承内圈采用基孔制配合,过盈配合,初次使用需要将内圈安装到支撑辊辊颈。
装配采用热装方法,内圈加热升温80~100 ℃,禁止明火加热,温度勿超过150 ℃ ,造成内圈退火,影响硬度和耐磨性。
加热方法可采用油浴加热、感应加热、电炉加热。
加热时按照下列公式进行加热并装配,△d =12.5×10△t.d,式中:△d --内圈内径加热后的增大量(mm),△t –加热温度与室温之差(℃),室温标准为20 ℃ ,d--内圈内径(mm)。
装配时使用一定的吊装工具,把轴承内圈内孔与辊颈对中后,缓慢移动至装配位置,安装过程中遇到阻力,忌盲目大力安装造成轴承内圈与轧辊轴颈损伤。
矫正机辊系装配要点
矫正机辊系装配要点聂海雄【摘要】Straightener rolls are the highest precious part in complete set of straightener and integrated rolls assem -bly is one of the key factors to guarantee straightener quality .Accurate management of assembling procedure and strict implementation of mount process are necessary to accomplish excellent products .%矫正机辊系是整套设备中机械精度最高的部件,整个辊系的装配是保证矫正机质量最关键因素之一。
装配过程的精细化管理及严格执行装配工艺是制造优质产品的重要保证。
【期刊名称】《中国重型装备》【年(卷),期】2014(000)002【总页数】3页(P48-49,52)【关键词】矫正机;辊系装配;精度【作者】聂海雄【作者单位】太原重工股份有限公司,山西030024【正文语种】中文【中图分类】TG9矫直辊是最终承受矫直力的工作部件,是矫正机设备中最为核心的机械元件,其整机的所有动作和精度都要最终反映到矫直辊上。
辊系装配要点比较多,其主要的影响因素有:辊径尺寸、轴承的清洁度、定位端轴承座轴承游隙控制、轴头定位套的装配。
因为矫直辊本身的加工精度较高、公差范围小,所以辊径的测量在装配工作中容易被忽视。
许多人认为可以忽略不计,殊不知由于辊系部分的零部件较多,相关联尺寸也较多,有可能造成多重的加工误差积累而降低设备精度。
全液压矫直机的矫直辊一般都是单轴承座,必须复测矫直辊实际尺寸,并作好记录,以备将来结合支承辊和辊盒的实际尺寸来进行分组。
另外还需要注意的是矫直辊轴头用来定位轴承的定位套,为了提高其耐磨性一般都选择渗氮处理,这样会产生变形,影响其形状误差。
支承辊支撑着工作辊

对轧辊制造提出要求,是为了保证轧辊的机械强度、带钢的 表面质量和轧辊的安装精度。
(1)保证轧辊机械强度所规定的技术要求。保证轧辊材料的 化学成分及力学性能;轧辊铸造时,不允许有铸造缺陷,如气孔、 砂眼、裂纹、夹渣及偏析等;锻造轧辊的坯料必须经多方均匀锻 压,锻压比不得小于3;热处理后的残余应力应最小;保证轧辊 接触强度所需的表面硬度。
冷轧过程中,轧辊表面承受着很大的挤压应力和强烈的磨损,高 速轧制时,卡钢、过烧等会造成辊面裂纹。因此,冷轧工作辊应具 有极高而均匀的硬度,一定深度的硬化层,以及良好的耐磨性与抗 裂性。轧辊具有良好的耐过烧、抗裂性是延长轧辊寿命的主要因素。 降低轧辊硬度,虽能改善抗裂性,但耐磨性降低。因此,必须正确 选择轧辊的表面硬度。
——几何形状:无论张开或缩起,必须为一整圆不能有缺口。
30
——稳定性:对于大张力薄带卷取,有产生塌卷的可能,这是不能允许 的。
——纠偏控制:一般采用光电元件——伺服阀,进行在线纠偏。
2.2 冷带卷取机的结构
一般以卷筒的结构进行分类。
(1)实心卷筒卷取机:其结构最简单,刚度大,可受大 张力;但无法胀缩故无法卸卷。
按张力的大小,可分为:轧制及平整线上的大张力卷取机及精整线(退 火、酸洗、涂层作业线)上的卷取机。其卷筒大多是棱锥式、弓形块式。 也有用实心卷筒的。 2.1.2工艺特点 ——张力:σ0以可逆式轧机为最高,比张力最大达0.5~0.8。而精整线为 0.05~0.10最低(比张力定义为张力与相对应材料的屈服极限之比)。
冷轧机械设备
因轧薄和板形控制的需要,出现了各种各样的板带冷轧机
环模制粒机内部结构图

制粒机的基本结构
1、喂料系统; 2、搅拌系统; 3、制粒系统; 4、传动系统; 5、过载保护系统。
1、喂料系统
喂料系统为一螺旋,它相当于一个螺旋输送 器,它 由壳体、螺旋轴、轴承座、电机组成,通 过绞龙轴的旋转将待制粒仓中的粉 状物料输送到 搅拌器中。
喂料器结构示意图 1、 调速电机;2、减速器;3、绞龙轴; 4、进料口;5、叶片;6、出料口;7、 轴承
环模式制粒机
环模式制粒机见下图 。环模制粒机的环模被驱动 而回转,物料进 入环模内的压制区,其内有2~3个压 辊(一个压辊形成一个压制),由于 环模旋转将物料 转入模辊之间,这两个旋转件对饲料产生强烈挤压, 而被挤 入压模孔内,成形的颗粒外挤,挤出模孔后呈 圆柱形,最后被固定切刀切断成颗粒饲料,见右图 。
压紧区
随着模辊的旋转,物料进入压紧区, 在此区域内,受模辊的挤压作用,粉粒 之间产生相对移动,孔隙逐渐减小。 随着物料向前移动速度的加快,挤 压力 逐渐增加,孔隙更小,但粉粒基本上还 未变形。
挤压区
在挤压区内,模辊间隙变小,挤压力 急剧增大,粉粒进一步靠紧和镶嵌,粉粒 间的接触面增大和联结增强,粉粒产生变 形,并产生了较好的联 结,同时将压紧 粉体向模孔挤去。经过模孔一段长度的饱 压形成颗粒饲料。 这一区段物料将产生 弹性、塑性组合变形,压出后的物料密度 达到 1.3g/cm3左右。
3、主传动系统
制粒机主传动系统见图 1。目前该系统一 般有两种型式,一种为 齿轮传动型式(a), 另一种为皮带传动型式(见图 b)。
齿轮传动型制粒机由主电机输出动力。经 联轴器,使齿轴随电机同轴运转,再经一对齿
轮减速后,带动空轴连同压模一起旋转。
皮带传动型制粒机由主电机输出动力,通 过皮带轮减速,带动压模旋转。
轴与轴套的间隙配合
目录摘要-----------------------------------------------------------------------------------------2一、概述-----------------------------------------------------------------------------------3二、原因分析-----------------------------------------------------------------------------4三、制定处理措施-----------------------------------------------------------------------6四、后期效果-----------------------------------------------------------------------------9五、参考文献-----------------------------------------------------------------------------10摘要本文介绍了龙钢6#连铸机二冷室支撑辊在投产后出现铸坯表面划痕、铸坯脱方、送引锭杆时引锭杆跑偏和引锭杆进结晶器时偏外弧等情况。
通过对生产过程中的观察和停机后在二冷室内送引锭和收引锭,以及在开浇时二冷室引锭杆、铸坯和支撑辊的传动情况,分析得出,造成这一系列问题的原因是由于二冷室支撑辊轴承抱死后导致的。
针对问题,我们制定了一系列的相应的解决措施,通过将其轴承传动改为轴与轴套的间隙配合传动、加厚辊身的厚度已经从设备的日常维护工作方面进行改进,解决了这一系列问题,取得了良好的效果。
关键词:轴套二冷室轴承传动支撑辊铸坯轴与轴套的间隙配合在龙钢6#连铸机二冷室支撑辊上的应用一、概述连铸二冷室二次冷却装置是将雾化的水直接喷射到高温铸坯的表面,加速其热量的传递,使铸坯迅速凝固。
换辊功能规格说明书

功能规格说明书精轧换辊1 换辊工艺过程和工艺设备1.1 换辊工艺过程描述1.1.1 E2换辊在需要换辊时,首先要降速后准确停车,再将E2立辊打开到距扎线中心1000mm处,借E2立辊接轴提升缸(Φ85/Φ56х700mm)抬升十字接轴的下端,将辊端接头抬高到超过轧辊轴端面的高度,给以机械锁定。
然后将滑架推到距扎线中心450mm处,应用专用的换辊C型钩将轧辊从滑架忠提起,提起到适当高度后再前后、左右移动将轧辊吊处,换入需要换入的新辊。
接轴抬升一定要在换辊状态下进行。
换辊状态下,冷却水要关闭,主船东部的运转,精轧除鳞箱和F1-F6轧机不得启动。
F1--F61.工作辊换辊工作辊换辊时,精轧机组首先要降速后准备停车,轴向窜辊恢复到零位,关闭全部冷却水,操作台转换为换辊状态,将架间活套全部抬升到61度的换辊位置,将F1入口导卫汽缸状态,F2-F6入口导卫梁、F1-F6出口导卫梁缩回退出工作区,让开换工作辊道AGC缸缩回上支撑辊平衡缸,抬起上支撑辊和上工作辊。
抬升换工作辊轨道,翻起换工作辊液压缸,让上支撑辊平衡缸锁定,换工作辊升降轨道上的压块顶住下工作辊压紧缸,拆卸油管。
用换工作辊液压缸前行,靠斜面挂上钩后,松开工作辊轴向卡板,将下工作辊向外拉出315mm停止。
抱紧下工作辊接轴头。
在缩回上工作辊平衡缸将上下工作辊轴承落在下工作辊轴承上突出的园销上,保证上、下工作辊辊面之间最小5mm间隙,抱紧上工作辊接轴头。
再全程将旧轧辊拉出机架,放在换辊桥架的旧辊轨道上,液压缸反行程20mm左右,挂钩松开。
这时早已做好了,将要换入的新辊放在换辊桥架的新辊轨道上。
换辊桥架组成的列车在液压缸的推动下横移1500mm,将新辊轨道对准机内升降轨道。
这时换工作辊液压缸钩头已对准新辊钩座,用液压缸推新辊进入机架,逐渐接近终点位置时(上工作辊到位前),桥架上的斜板将液压缸钩头翘首,直到上工作辊到位。
松开上工作辊接轴轴头抱紧,关闭上工作辊轴向卡板,用上工作辊平衡缸伸出顶起上工作辊。