铰刀切削参数表
铰刀尺寸规格表

铰刀尺寸规格表1. 引言铰刀是一种常用的切削工具,用于加工铰孔和铰槽。
铰刀的尺寸规格表是对铰刀的各项参数进行详细说明和规范,以便操作人员在使用铰刀时能够正确选择和使用。
本文将详细介绍铰刀尺寸规格表的内容,包括铰刀的分类、尺寸参数、材料选择等方面的内容,以帮助读者全面了解铰刀尺寸规格表的相关知识。
2. 铰刀的分类铰刀根据其结构和用途的不同,可以分为多种类型,常见的有手动铰刀、机械铰刀、数控铰刀等。
手动铰刀是最基本的一种铰刀,操作简单,适用于小批量生产和维修加工。
机械铰刀是由电机驱动的铰刀,可以实现自动进给和往返运动,适用于大批量生产。
数控铰刀是在数控机床上使用的铰刀,可以通过程序控制实现高精度的加工。
3. 尺寸参数铰刀的尺寸参数是铰刀尺寸规格表的核心内容,它包括了铰刀的各项尺寸参数,如刀身直径、刀身长度、刀柄直径、刀柄长度等。
3.1 刀身直径刀身直径是指铰刀刀身的最大直径,通常以毫米(mm)为单位进行标注。
刀身直径的选择应根据被加工工件的孔径大小来确定,一般要求刀身直径略大于被加工孔径。
3.2 刀身长度刀身长度是指铰刀刀身的有效长度,即可以进行切削的长度。
刀身长度的选择应根据被加工工件的孔深来确定,一般要求刀身长度略大于被加工孔深。
3.3 刀柄直径刀柄直径是指铰刀刀柄的直径,通常以毫米(mm)为单位进行标注。
刀柄直径的选择应根据铰刀的结构和加工要求来确定,一般要求刀柄直径足够强度和刚性。
3.4 刀柄长度刀柄长度是指铰刀刀柄的长度,通常以毫米(mm)为单位进行标注。
刀柄长度的选择应根据加工设备的要求来确定,一般要求刀柄长度适中,方便操作和安装。
4. 材料选择铰刀的材料选择是铰刀尺寸规格表的另一个重要内容,它直接影响到铰刀的使用寿命和加工质量。
常见的铰刀材料有高速钢、硬质合金和陶瓷等。
高速钢具有良好的切削性能和耐磨性,适用于一般的铰削工作;硬质合金具有更高的硬度和耐磨性,适用于高硬度材料的铰削工作;陶瓷具有优异的耐磨性和高温稳定性,适用于高速加工和高温环境下的铰削工作。
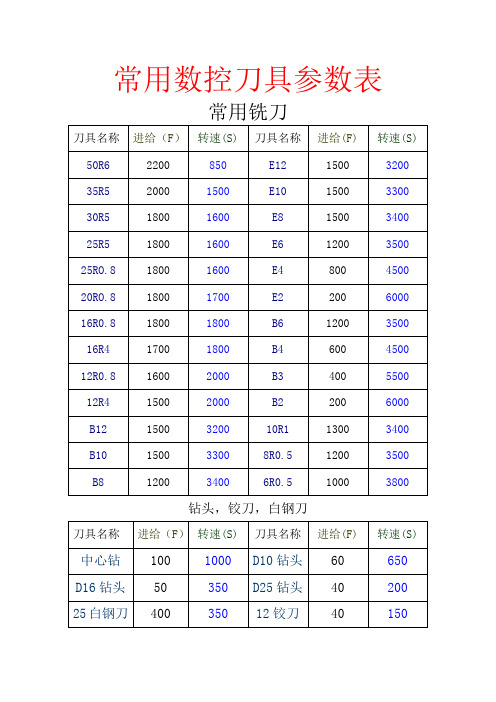
常用数控刀具参数表
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
pcd铰刀切削参数

pcd铰刀切削参数摘要:1.引言2.pcd铰刀的定义和分类3.pcd铰刀切削参数的重要性4.切削参数对pcd铰刀性能的影响5.如何选择合适的pcd铰刀切削参数6.结论正文:pcd铰刀切削参数是影响pcd铰刀性能和加工效果的关键因素。
本文将详细介绍pcd铰刀的定义和分类,以及切削参数的重要性,并探讨如何选择合适的pcd铰刀切削参数。
pcd铰刀是一种用于加工硬质、难加工材料的刀具,它采用聚晶金刚石(PCD)作为刀片材料,具有极高的硬度和耐磨性。
根据刀片形状和加工方式的不同,pcd铰刀可分为两大类:整体pcd铰刀和复合pcd铰刀。
整体pcd 铰刀的刀片和刀体由同一材料制成,具有较高的刚性和强度;复合pcd铰刀则是由pcd刀片和高速钢刀体组成,具有较高的加工效率和耐磨性。
在pcd铰刀切削过程中,切削参数的选择至关重要。
切削参数包括切削速度、进给速度、切削深度和刀具摆动角等,它们直接影响pcd铰刀的加工效果和刀具寿命。
合适的切削参数可以提高pcd铰刀的加工效率,降低刀具磨损,并保持良好的加工质量。
切削参数对pcd铰刀性能的影响主要表现在以下几个方面:1.切削速度:切削速度过高会导致刀具磨损加剧,切削温度升高,影响加工质量;切削速度过低则会导致加工效率降低,难以达到预期的加工效果。
2.进给速度:进给速度过快容易引起刀具磨损和加工硬化,影响刀具寿命;进给速度过慢则会导致加工效率低下,难以满足生产要求。
3.切削深度:切削深度过大容易引起刀具振动和加工硬化,影响加工质量;切削深度过小则会导致加工效率降低,难以达到预期的加工效果。
4.刀具摆动角:合适的刀具摆动角有利于提高加工表面的光洁度和加工效率。
在实际加工过程中,如何选择合适的pcd铰刀切削参数是一个值得探讨的问题。
选择切削参数时,应综合考虑加工材料的性质、刀具的材质和形状、机床的性能以及加工要求等因素,以达到最佳的加工效果。
总之,pcd铰刀切削参数对加工效果和刀具性能具有重要影响。
加工中心新刀具常用切削参数参照表1
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
进给量 (mm/min)
3800 3800 3800 3800 3800 3800 3800 3800 2500 3800 3800
切削深度 (mm) 0.1 0.1 0.6 0.3 0.8 0.3 1 0.3 0.5 0.6 0.6
切削宽度 (mm)
刀具材料
10 涂层合金
10
10
涂层合金
备注:此表仅供加工中心车间(使用新刀具时)参考
800
60
钻孔
800
20
扩孔
700
50
钻孔
400
60
钻孔
400
80
扩孔
120
40-50
精铰孔
120
40-50
精铰孔
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
φ68-72/T型刀
8
120-140
10-20 粗铣T型槽
焊刃
40Cr/滑块 φ68-72/T型刀
8
120-150
20-30 半精铣T型槽
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
合金铰刀铰孔转速参数

合金铰刀铰孔转速参数
合金铰刀铰孔的转速参数取决于多个因素,包括材料类型、工件直径、铰刀尺寸、铰孔深度等。
一般来说,以下是合金铰刀铰孔的转速参数的一些考虑:
1.材料类型:不同材料具有不同的硬度和切削特性。
硬材料
(如不锈钢、合金钢)通常需要较低的转速,而软材料(如铝合金)可以使用较高的转速。
2.铰刀尺寸:铰刀的直径和设计也会影响转速参数。
一般来
说,较大直径的铰刀可以使用较低的转速,而较小直径的铰刀可能需要更高的转速。
3.铰孔深度:深度较大的铰孔可能需要降低转速,以确保切
削质量、避免过热和振动。
4.切削速率:合理的切削速率是保证高质量铰孔的关键。
一
般切削速率为每分钟铰孔进给量/铰刀齿数,通常建议在合金铰刀铰孔时保持中等切削速率。
总的来说,选择合适的铰刀尺寸、合金铰刀类型,并根据具体情况逐渐调整转速,以实现高效、质量良好的铰孔。
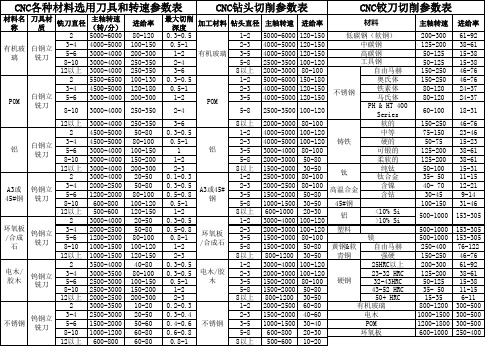
CNC各种材料选用刀具与转速参数表
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
(完整版)加工中心新刀具常用切削参数参照表1
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
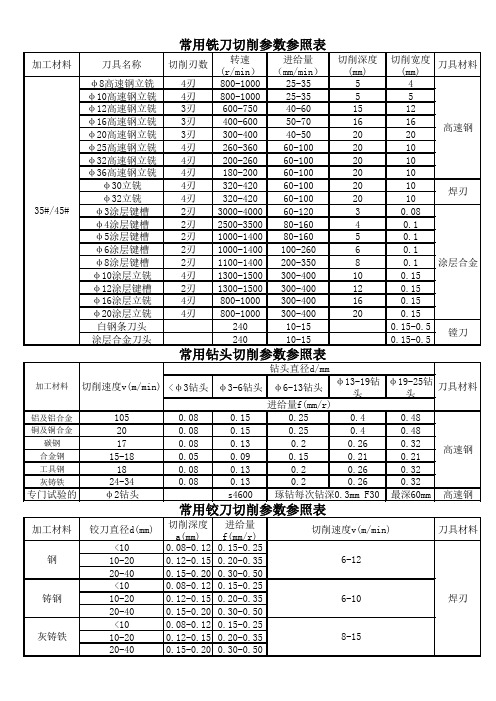
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
铰刀尺寸规格表
铰刀尺寸规格表
摘要:
I.铰刀简介
A.铰刀的定义
B.铰刀的用途
C.铰刀的分类
II.铰刀尺寸规格
A.铰刀直径尺寸
1.最小直径
2.最大直径
B.铰刀精度等级
1.D4精度
2.H7精度
3.H8精度
4.H9精度
C.铰刀长度尺寸
1.短款铰刀
2.长款铰刀
III.铰刀的使用与维护
A.铰刀的安装
B.铰刀的拆卸
C.铰刀的保养
IV.铰刀的选购
A.选购铰刀的原则
B.选购铰刀的注意事项
C.选购铰刀的渠道
正文:
铰刀是一种常用的工具,它在机械加工领域中有着广泛的应用。
铰刀主要用于铰孔,以提高孔的精度和质量。
根据不同的需求,铰刀可以分为多种类型,例如手用铰刀、机用铰刀等。
在铰刀尺寸规格方面,铰刀直径尺寸是一个重要的参数。
铰刀直径尺寸通常分为最小直径和最大直径,最小直径为2mm,最大直径可达30mm。
此外,铰刀精度等级也是一个关键指标。
根据国家标准,铰刀精度等级包括D4、H7、H8和H9等级,其中D4精度等级最高,H9精度等级最低。
在铰刀的使用与维护方面,正确的安装和拆卸方法非常重要。
安装铰刀时,应确保铰刀与钻头同心,并使用合适的钻夹套。
拆卸铰刀时,应使用专门的拆卸工具,避免损坏铰刀。
此外,铰刀的保养也很重要。
在使用过程中,应定期清洗和润滑铰刀,以延长铰刀的使用寿命。
在铰刀的选购方面,消费者应根据实际需求选购合适的铰刀。
在选购铰刀时,应考虑铰刀的尺寸、精度、材质等因素,并注意选购正规渠道的产品。
铣铰刀及合金刀具篇
4.后角α:12°±2°。
机用铰刀
• 图片
机用铰刀
• 主要参数及用途:机用铰刀分为直柄(φ3-20)、锥柄 (φ5.5-50)、套式(φ25-100)三种形式,按国家标准 GB1132-84、GB1133-84及GB1135-84生产,该铰刀适用于 铰削一定精度的配合孔,精度等级有H7、H8、H9。 • 前角γ:0°-4°; • 后角α:直柄: φ3.0-4.5 α=14°±2° φ5.0-10 α=12°±2° φ11-18 α=10°±2° φ19-20 α=8°±2° 锥柄: φ5.5-18 α=12°±2° φ19-50 α=8°±2° 套式: 8°±2°
关工牌铣刀类产品介绍
高速钢铣、铰刀 硬质合金铣刀
引
言
根据安排我们利用今天这个时间概要介绍一下我公司
铣、铰刀和合金刀具的分类,刀具的选用,使用注意事项
和常见问题的解决。不妥之处敬请大家指正。
提
纲——铣、铰刀篇
一、铣刀、铰刀产品介绍 二、铣削切削用量 三、铰削切削用量 四、铣削中常见问题的解决 五、铰削中常见问题的解决
往往不能把前道工序的加工痕迹去除。余量
过大,因切削余量大容易破坏铰刀工作的稳
定性,引起振动,将孔扩大,并使刀具耐用
度下降。通常粗铰余量(直径上的)为0.2~
0.6mm,精度余量为0.05~0.2mm。
铰刀的使用及常见问题的解决
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度。因此使用前必 须对铰刀进行研磨。研磨时要注意切削部分、倒锥和圆柱校准部分的交 界处,因为内孔最后在这里成形,刀具的粗糙度在该处被反映到铰孔的 内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细地研磨, 并使交界成圆滑过渡,要求倒圆处后刀面上的表面粗糙度Ra0.2~0.1, 倒圆半径R的大小没有严格要求,但要求各点上的R值对应均匀一致。以 后注意,倒圆时不允许破坏刃口的锋利性。 铰刀退刀时,常会在孔中产生划痕,破坏内孔粗糙度。故铰削质量 要求高的孔,在孔铰完后,最好将主运动停止,然后把铰刀从孔内沿进 给方向拉出孔外。 铰孔时,正确选用切削锥十分重要。它不但能提高刀具耐用度和改 善表面粗糙度,而且还能起到抑制振动的作用。所以,高速钢铰刀无论 是铰削钢件还是铸铁,一般都使用切削液。铰削钢件时,通常用 10%~ 15%乳化液或硫化油,铰铸铁孔时,常用湿润性较好,粘性较小的煤油。 用煤油作润滑剂铰削铸铁时,与不用煤油相比,嘈声小,振动也小,还 能延长刀具寿命。
铰刀切削参数表
(1)高速钢铰刀加工不同材料的切削用量
铰刀直径d0/mm
低碳钢120~200
HBS
低合金钢
200~300
HBS
高合金钢
300~400
HBS
软铸铁130HBS
中硬铸铁
175 HBS
硬铸铁230HBS
f
v
f
v
f
v
f
v
f
v
f
v
6
0.13
23
0.10
18
0.10
7.5
0.15
30.5
0.15
0.08~0.12
0.15~0. 25
8~15
10~20
0.12~0.15
0.20~0.35
灰铸铁
HBS
≤200
20~40
0.15~0.20
0.30~0.50
8~15
>200
<10
0.08~0.12
0.15~0. 25
5~10
10~20
0.12~0.15
0.20~0.35
20~40
0.15~0.20
V/(m/min)
钢
σb
MPa
≤1000
<10
0.08~0.12
0.15~0.25
6~12
10~20
0.12~0.15
0.20~0.35
20~40
0.15~0.20
0.30~0.50
>
1000
<10
0.08~0.12
0.15~0.25
4~10
10~20
0.12~0.15
0.20~0.35