端子压着规格书
接线端子规格书范文
接线端子规格书范文接线端子是一种电气连接器,用于将电线或导线安全地连接到电气设备或电路中。
它们在各种行业和应用中被广泛使用,包括电子、通信、汽车、工业自动化等。
接线端子的规格书提供了有关其设计、功能和性能的详细信息,以帮助用户选择和正确使用适合的接线端子。
一、接线端子的设计和构造1.材料:接线端子通常由塑料或金属制成,常用的材料有聚丙烯(PP)、尼龙、铜、铝等。
规格书应包含有关材料的详细描述、特性和适用环境条件。
2.尺寸:接线端子的尺寸和外形应与设备或电路的要求相匹配。
规格书中应提供精确的尺寸测量图,包括长度、宽度、高度等相关参数。
3.电气性能:接线端子的电气性能是关键指标。
规格书应包含有关电压、电流、电阻、绝缘等级等指标的详细描述和测试数据。
4.连接方式:接线端子的连接方式可以是螺纹、插拔、压接等。
规格书中应说明端子的连接方式以及所需的工具或设备。
5.安装方法:规格书应提供详细的安装方法和步骤,包括固定方式、焊接方式等。
此外,还应提供安装所需的附件和配件清单。
二、接线端子的功能和应用1.电气连接:接线端子主要用于电线或导线的连接,它们提供可靠的电气连接,确保良好的信号传输和电流传输。
2.绝缘保护:接线端子通常具有绝缘外壳,能够保护电线或导线免受外界环境的影响,防止电流泄露和触电。
3.标识和标记:规格书应包含有关接线端子的标识和标记方法,帮助用户正确识别和安装。
4.防护等级:接线端子通常具有不同的防护等级,用于适应不同的环境条件。
规格书应指定防护等级,并描述其适用范围和特性。
5.可靠性和耐久性:规格书应提供关于接线端子的可靠性和耐久性测试报告,包括振动、冲击、温度循环等方面的数据。
三、附加要求1.相关标准:规格书应指定接线端子符合的相关标准和规范,例如国际电工委员会(IEC)、美国国家电器制造商协会(NEMA)等。
2.认证和认可:规格书中应说明接线端子所获得的认证或认可,例如CE认证、UL认证等。
端子压接作业指导书
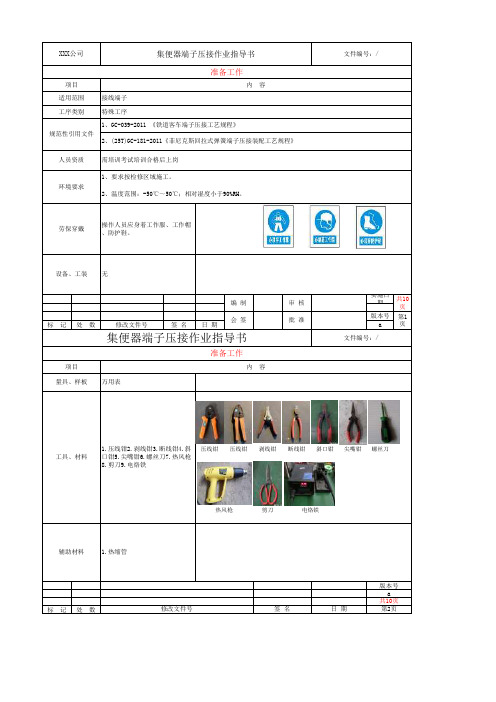
实施日期版本号标 记处 数签 名日 期a压线钳压线钳剥线钳断线钳斜口钳尖嘴钳螺丝刀剪刀标 记处 数XXX公司集便器端子压接作业指导书文件编号:/准备工作项目内 容适用范围接线端子工序类别特殊工序1、GC-039-2011 《铁道客车端子压接工艺规程》2、(25T)GC-181-2011《菲尼克斯回拉式弹簧端子压接装配工艺规程》规范性引用文件人员资质需培训考试培训合格后上岗1、要求按检修区域施工。
2、温度范围:-50℃~50℃;相对湿度小于90%RH。
编 制审 核修改文件号集便器端子压接作业指导书文件编号:/准备工作项目内 容会 签批 准热风枪电烙铁辅助材料 1.热缩管工具、材料1.压线钳2.剥线钳3.断线钳4.斜口钳5.尖嘴钳6.螺丝刀7.热风枪8.剪刀9.电烙铁版本号a 共10页修改文件号签 名日 期第2页共10页第1页设备、工装操作人员应身着工作服、工作帽、防护鞋。
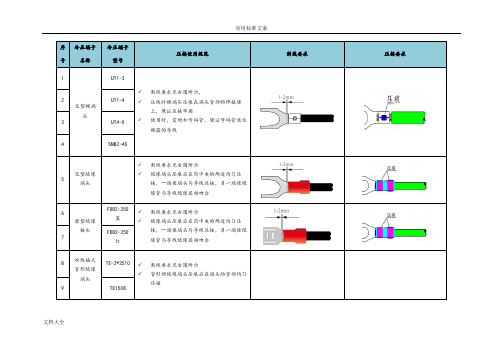
劳保穿戴环境要求无万用表量具、样板项点标 记处 数项点标 记处 数作业内容作业标准/照片5、螺接冷压端子压接5.4、端子压接过程中不许间断做其他无关事情,端子放入压接钳内,压接点应平放位接线筒的正中位,不许偏移,在压膜压力作用下压接端子沿导线线芯四周产生机械压缩变形,压模重新张开,取出端子,在任何情况下,压接操作应一步到位,不得在相同压痕处重复压接操作。
5.5、端子压接后压痕应沿周向均布,端子不应有弯曲、扭曲,端子的变形只允许由压接工具压模形成,导线线芯应全部被压线筒增齐包裹,不得外漏、断股,在导线绝缘层末端与压线筒口之间,导线线芯裸露的部分不应松股成鸟笼状向外突弯,导线绝缘层不得进入压线筒,压接后的压线筒不得有裂纹、裂口或者飞边现象。
版本号a 6.1、6平方毫米及以下电缆的接线座采用带预紧压力的笼式弹簧式接线端子,出现导线(或插针)无法插入笼式端子时,可选用笼式弹簧端子的型号比线径大一号,导线压入笼式端子前加装冷压端子压接。
共10页修改文件号签 名日 期第7页集便器端子压接作业指导书文件编号:/集便器端子压接作业指导书作业内容作业标准/照片6.2、压接与笼式端子相匹配的管状端子,再用插针伸入方孔内,沿接线孔内侧壁插入并撬动使弹簧打开,然后顺势将螺丝刀插到底,弹簧则完全打开,将导线的绝缘层伸入端子圆孔内2毫米至3毫米,拔出螺丝刀,即线接好。
《端子压接作业指导书》新

圆形裸端头RNB1-3L为序号3
圆形裸端头RNB1-3L为序号4
圆形裸端头RNB1-3L为序号5
6.3插簧6.3 1-250为序号6
针型裸端头DBN1-10为序号7
管形预绝缘端头为序号8
5.2压接流程图。
图一
图二
6.端子机操作方法
6.1根据BOM单里的要求把合格的端子卷放到端子机架子上,注意端子的规格要与工艺生产线束表上的要求一致,并将端子链条头按正确方法装入设备内,端子链条装入设备内要平直,不能弯曲;
若不符合要求则要重新调校设备使用端子拉拔工装测试端子压接的效果第八步自检按照电子线束检验单上对于端子压接的内容检查一遍并在操作人处签字第八步入库合格可接受不合格端子压接作业指导书编制20131018审核20131019批准2013102065确认规格效果都符合要求后再将批量生产
1.目的
为了电子线束下线符合质量要求,提高生产效率,编制本作业指导书。。
6.2确认设备刀模与所装端子相匹配,然后调整好设备的压力等参数,调校好端子链条与设备的对应位置,*设备调笑要仔细,并要由专人来操作;
6.3取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上,注意线放入端子的位置;
6.4从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求如图一、二。若不符合要求,则要重新调校设备,使用端子拉拔工装测试端子压接的效果
6.5确认规格、效果都符合要求后再将批量生产;
6.6将打好端子的线整理整齐,然后将其整齐摆放于工装盒内。注意裁好的线要整理整齐,不能与不合格品混于一起。
6.7同一种端子的加工,在设备连续运转生产1小时后,要重新检查确认压接效果是否合格,确认合格后再继续生产。以避免设备长时间运转后,设备的参数出现偏差,造成端子压接线效果出现不良
端子压着作业指导书

阳1相昱科技
| 1 MaigyuTec^kigy 端子压着作业指导书
文件编号 FXY-QW-002
版/次 A/0 页码 第1页/共2页
关键工序:是 关键工序:是 关键工序:是 关键工序:是
注意事项:1.电子线 克型号规格2.端子剥头长度3.端子压着外观
作业要点:
1. 按要求领料并核对端子型号规格,如有技术图纸上有厂商要求时应核对端子生产厂商•
2. 压接端子前,压机班长应调试好端子模具,确认外观及端子拉力符合要求后方可进行压接•
3. 正式生产前,应仔细核对所压接的电子线及端子,确保与技术图纸符合.核对内容应包括:
a. 电子线剥头长度应适合端子压接,电子线长度符合规定要求;
b. 电子线型号规格及颜色应与图纸完全一致;
c. 端子型号规格及厂商品牌应与图纸一致.
4. 端子确认应包括以下内容:
a. 端子是否易压着线皮,拉力是否符合规定要求;
b. 端子是否歪斜、上翘、后仰等;
c. 端子及线体有无明显缺陷,取相应的孔座进行试插,检验合格后方可进行生产.
5. 在端子压接过程中,应不定期进行抽检,防止压接过程中模具发生变化,导致压接的端子不符合规定要求.
6. 压接端子完毕,关闭启动开关,并切断电源.
7. 清理工作台及周围场地,保持清洁.
8. 将压接完成的产品交与端子检验组.
注意事项:
1. 保持正确的压接方法和姿势.
2. 在调试模具时,必须切断电源方可进行操作,防止发生安全事故。
3. 操作员工对生产过程中产生的品质异常现象应及时报告班组长进行处理,严禁擅自调试模具.
辅助工具 尖嘴钳、剪刀、扳手等
表一.端子不良图示:(对照通
用)
图一.端子压接示意图。
冠簧端子规格书

冠簧端子规格书一、概述冠簧端子是一种用于连接电线或导体的端子,广泛应用于电气电子设备、汽车、工业自动化等领域。
本规格书介绍了冠簧端子的设计、尺寸、性能和包装等方面,以便客户了解该产品的相关信息。
二、材料与设计冠簧端子采用优质铜材或铝材制作,具有较高的导电性能和耐腐蚀性。
端子设计为压接式,采用冠簧技术,使得端子在压接时能够保持良好的形状和弹性,提高连接可靠性。
三、尺寸1. 尺寸参数冠簧端子的尺寸包括端子宽度、高度、厚度和孔径等。
常见的规格有0.5mm、0.8mm、1.0mm 等,可根据客户需求定制不同尺寸的端子。
2. 压接尺寸冠簧端子的压接尺寸包括压接深度和压接宽度等。
根据不同的线径和端子规格,我们有相应的压接建议,以确保压接质量。
四、性能冠簧端子具有良好的导电性能、耐腐蚀性和耐疲劳性。
在正常使用条件下,端子能够承受高电压、大电流的传输,并保持连接稳定。
此外,端子还具有较长的使用寿命,能够满足客户长期使用的需求。
五、包装与储存冠簧端子采用纸盒包装,包装上标明了产品名称、规格、数量、生产日期等信息。
储存时应放在干燥、通风良好的环境下,避免阳光直射和潮湿。
六、使用注意事项1. 确保使用正确的压接工具和设备。
2. 按照正确的压接工艺进行操作,确保压接质量。
3. 在使用过程中,应注意保护端子不受损伤,避免接触腐蚀性物质。
4. 在更换端子时,应使用相同规格的产品,以确保连接稳定性。
七、质保与售后我们提供一年的产品质量保证期。
如有质量问题,请及时联系我们的售后服务部门,我们将尽快给予解决方案。
端子压着规格书

SGF-21T-5
RV0.30
0.50
0.75
1.25±0.05
1.30±0.05
1.40±0.05
3.9
6.1
8.5
5.0
SGF-51-5
RV0.50
0.75
1.25
2.00
1.40±0.05
1.45±0.05
1.55±0.05
1.60±0.05
6.1
8.2
13.3
19.4
6.0
SFT-61T-250N
2.0
3.5
5.0
8.0
2.5
SIN-21T-1.8
AWG22
20
18
1.15±0.05
1.25±0.05
1.35±0.05
5.0
8.0
10.0
4.0
同2146BS:
-2 S=5.0
SIN-002T-1.0
AWG28
26
0.70~0.75
0.75~0.80
1.0
2.0
2.5
L
LL
SLM-61T-2.0
4.5
7.3
9.1
6.0
STO-61T-250N
AWG18
16
14
1.60±0.05
1.65±0.05
1.70±0.05
9.1
13.6
27.2
6.0
STO-81T-250N
RV2.0
2.5
3.5
2.10±0.05
2.15±0.05
2.20±0.05
28.0
28.0
28.0
6.0
STO-21T-205N
JST-XH型连接器规格书

XH CONNECTOR端子塑壳注1)有关材质为黄铜的产品或镀金规格产品,请垂询本公司。
2)使用屏蔽线、小尺寸电线以及其他特殊规格的电线时,请垂询本公司。
3) S XH-001T-P0.6N 型是为了提高插拔作业性而将接插力设计得较低的连接器。
请用于振动较少、使用环境良好的部位。
●符合RoHS 标准的产品注 1) 2极10.0mm 间距填孔部件。
未注册UL、CSA、T V 标准的产品。
2) 6极5.0mm 间距填孔部件。
未注册UL、CSA、T V 标准的产品。
2)有关全自动压着机用的压着模具,请垂询本公司。
XH CONNECTOR带座插头带座插头注1)还备有自接插部端面的电路板安装销尺寸为7.6mm的侧装型2~15极。
订货时请在上述型号的末尾加上“ -1”。
2) 2极10.0mm间距填孔部件。
(未注册UL、CSA、T V标准的产品。
)3) 可与NR/NRD连接器(压接方式)、JQ连接器(电路板对电路板)通用。
XH CONNECTOR表面封装型带座插头注1)带座插头为NR/NRD 连接器(压接方式)、JQ 连接器(电路板对电路板)通用。
2)※表示未注册UL、CSA、T V 标准的产品。
带座插头XH CONNECTOR径向带带座插头● 符合RoHS 标准的产品 本产品的标签上标有(LF)(SN)。
带装尺寸包装规格注)也备有包装规格不同的产品。
详情请垂询本公司。
XH CONNECTOR带座插头 引脚拔出填孔部件带座插头 玻璃纤维增强尼龙产品塑壳 引脚拔出填孔部件塑壳带座插头端子径向带 带座插头表面封装型 带座插头带座插头 带定位柱顶装型型号标示方法。
冷压端子压接说明书
文档大全
使用时,需增加号码管,保证号码管遮住
端使端头与导线压接,另一端使绝
端使端头与导线压接,另一端使绝
文档大全
文档大全
压线时裸端头压痕在端头管部焊接缝上,
使用时,需增加号码管,保证号码管遮住
端使端头与导线压接,另一端使绝
但不会刺穿。
绝缘和导体压接区之间的部分可以看
压接要求说明
剥线过程中不允许有中间接头、强力拉伸导线及绝缘层破文档大全
剥线长度符合要求,禁止剥线长度过长或过短,影响产品
管外部
的导线直径相吻合,禁止文档大全
限
根导
标记套管内,避免带电裸露部份外露压接过程中,注意避免压接过于靠前导致的端子压接区损文档大全
避免剥线长度过短,或线缆未完全插入导体压接区,端接
压接过程中避免倒钩向内或向外的过度弯曲,从而影响端文档大全
布线要求说明
,导线的余
导线应理顺平直,导线清晰分明;捆扎于内的导线不得交叉、损
剪去过长的扎带并与扎带头基本平齐,扎带头方向一致,并应尽
导线的弯曲处,应在紧靠弯曲的直线段分文档大全
文档大全
当一个接线柱上同时接一次线和二次线时,应将二次线放在一次文档大全
实用标准文案
文档大全。