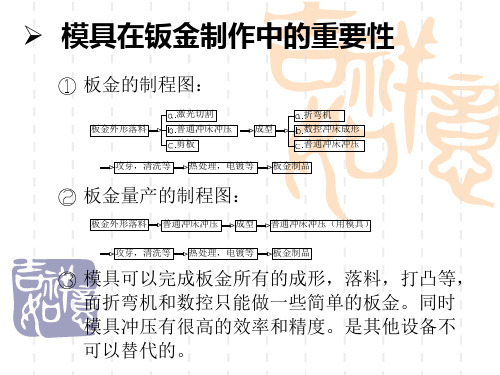
冲压模具知识讲座课件
合集下载
冲压模具及其工艺介绍PPT(31张)
成形工序
胀形
软模胀形 利用弹性或流体代替凸模或凹模压制金属 板料、管料的冲压方法称为软模成形。对胀形而言, 软模胀形制件上无痕迹,变形比较均匀,便于加工复 杂的形状,所以应用较多。
﹡弹性材料通常用聚氨酯橡胶,耐油、耐磨和耐温性 较好。 ﹡液体通常是用油、乳化液、水等。液压胀形可得到 较高压力,且作用均匀,容易控制,可以成形形状复 杂、表面质量和精度要求高的零件。缺点是机构复杂, 成本高。
﹡壁部是变形区,底部通常不参加变形
成形工序
拉深
R2'
H
R1 R2
结构工艺性
R3
圆角半径
﹡凸缘圆角半径R1>2 t , 一般4~8 t
﹡底部圆角半径R2 > t ,一般3~5 t
﹡矩形拉深件壁间圆角半径R2 > 3 t ,>1/5 H
﹡小于上术要求时,应增加整形工序
﹡拉深件壁厚不均匀,应注明保证的外形尺寸或内 外形尺寸
凸模, 凹模 上,下模座板, 上,下模固定板 导柱,导套 脱料板, 压边圈, 顶杆 导正销, 导料板, 侧刃 螺丝,弹簧
冲模构成
.
充裁时,落料凹模,凸模与凸凹 模作用对坏料进行冲孔落料,回 程时,打料杆在冲床滑块的作用 下对顶件器施加作用力将零件推 出凹模型腔。
冲模分类
按工序组合分类:
单工序模 复合模 连续模(级进模)
掉 ﹡孔到弯曲线的距离: t <2,L>= t . t >=2,L>= 2t
距离太近时,可设置工艺槽或弯曲后打孔
﹡局部弯曲.弯曲线处于交界处时,可添加工艺槽,工艺孔或缺口, 使弯曲时易于变形,防止开裂
成形工序 拉深
﹡将板料冲压成各种空心件的加工方法
冲压模具基础知识-PPT
一、冲压模具的基本类型: Basic types
一、按冲压工序的组合方式分:
1)简单冲裁冲模: (Single operation die )在模具上只有一个加工工位,而且在冲床的一次行程 中只完成一 类冲压加工工艺。
2)复合冲裁模: (Compound die 在模具上只有一个加工工位,在冲床的一次行程中完成两 类以上的加工工艺。
23 5
LSP 6 11 DP
2 17 3 LBP
14
LDS 8
固定銷一般必須釆用大于 10MM, 若模板長寬超過500MM要用 12MM, 固定銷要求有一只作位置防呆保護 PRL
1
20
5
21
12 13
10
CP
H
上模托板一般厚度 H=20MM 模板超過500MM,H=25MM 上模座墊腳寬度40MM, 高度,排布數量依模具大 小并配合機台而均勻分布 上模座板厚度H=45MM(模板長 寬為500MM以下)H=50MM(模板 長寬超過500MM) 上墊板釆用彈簧脫料厚度H=23MM, 若衝孔多,打壓線,打沙拉孔多時, 必須改熱處理D2料;
3)多工位模: (transfer die) 利用机械手进行工序件传递。
三、按工序性质:
1)落料模: blanking die 2)冲孔模: pierce die 3)切边模: triming die 4)成型模: forming die 5)拉深模: drawing die 6)整修模: restrike die 7)侧冲模: CAM die 8)折弯模: bending die etc:
下模座墊腳寬度40MM, 高度,排布數量依模具大 小并配合下模高度而定 下模托板一般厚度 H=20MM 模板超過500MM,H=25MM
钣金冲压及模具知识培训ppt课件.ppt
抽芽设计要点
1.注意抽芽的高度:一般抽芽分两步做, 第一步先预冲孔,预冲孔的大小是由抽芽 高度H和孔径D决定的,即H越大则预冲 孔越小,太小了则冲子易断.一般抽芽高 度H<2.0T.
抽芽设计要点
1.注意抽芽的排步和到边距离:抽芽分布尽量均 匀对称,因为抽芽会产生拉料现象,不对称到时板 料不平打鼓;其次芽到边的距离不能太近,否则会 把边料拉变形,要么加开模具来切边,这样一来模 具费用又增加了.一般边距不低于5.0MM.
在弯曲直线内侧 开一个缺口,方 便加工和成形。
弯曲部位形状变更及对策
项 目 板金形状 改善后形状 改善要点
切弯加工逃 口对策。
将弯曲部分之外 的三边料切开, 再弯曲。
形弯曲侧面 有凸点的改 善对策。
将弯曲线内侧与 凸出部干扰处掉 ,方便成形。
斜边弯曲变 形的改善对 策。
斜边与弯曲线 夹角小于60 度时,则
弯曲钣金品质
1。毛边方向的考虑,因毛边会影响制品的品质,甚至会发生 弯曲裂痕,所以弯曲方向必须考虑毛边方向。 2。材料延展方向与弯曲方向成一角度,最好成90度夹角。 3。板金加工精度,标注合理公差。和重点尺寸。
主要形式
冲压弯曲加工形式
变化形式
形弯曲
形弯曲
形弯曲
冲压弯曲产生磨印
弯曲加工是由冲头施力,母模及脱料板拘束使材料产生塑性 变形,其弯曲部内外料厚发生变化,在弯曲内侧产生多余的 材料,向板宽两边鼓出,产生弯曲回弹现象。弯曲不能超过 极限,否则发生裂缝。故允许板金弯曲部分有磨印。
上模座 上垫板 上夹板
脱料板
下模板 下夹板 下模座
落料模
下脱料板
下模板 下夹板 下模座
冲孔模
模具材质及热处理要求
冲压模具基础培训课件PPT(共68页)

W18Cr4V YG15、YG8 5CrNiMo、5CrNiTi
热处 理
淬火
硬度/HRC 凸模 凹模
56~60
淬火
60~64
淬火
52~56
淬火 58~62 60~64
淬火
- 淬火
-
62~64 -
52~56
62~64
- - 52~56
1 冲压工艺基础
1.4.3.2 冲模一般零件的材料和热处理:
表1-6 冲模常用一般零件的材料及热处理要求(一)
1、冲压对模具材料的要求
(1)冲裁模具 具有高的耐磨性、冲击韧性以及耐疲劳断裂性能。
(2)弯曲模具 具有高的耐磨性和断裂抗力
(3)拉深模具 具有高的硬度和耐磨性,凹模工作表面粗糙度比较低。
2、模具用材料
冲模所用材料主要有碳钢、合金钢、铸铁、铸钢、硬 质合金、锌基合金、低熔点合金、环氧树脂、聚氨酯橡胶 等。冲模中凸、凹模等工作零件主要为模具钢。
3、点的应力状态
(1)应力状态图 在变形物体中取出一个微小正六面体,用该单
元体上相互垂直的三个面上的九个应力分量来表 示其所受的应力,这种图称为应力状态图。
(2)主应力图 单元体上只有正应力而无切应力,则此应力状态图称为主应
力图。
主应力图(九种)
2种单向的, 3种双向的,
4种三向的
(3)球应力状态
3、模具材料选用时还应考虑以下因素:
(1)模具的工作条件 (2)模具结构因素 (3)模具的工作性质 (4)模具的加工手段 (5)热处理要求
4、冲模材料的选用原则
(1)根据模具种类及其工作条件,选用的材料要满足使用 要求,应具有较高的强度、硬度、耐磨性、耐冲击性、耐 疲劳性。 (2)根据冲压材料和冲压件生产批量选用材料。 (3)满足加工要求,应具有良好的加工工艺性能,淬透性 好、热处理变形小。 (4)满足经济性要求
热处 理
淬火
硬度/HRC 凸模 凹模
56~60
淬火
60~64
淬火
52~56
淬火 58~62 60~64
淬火
- 淬火
-
62~64 -
52~56
62~64
- - 52~56
1 冲压工艺基础
1.4.3.2 冲模一般零件的材料和热处理:
表1-6 冲模常用一般零件的材料及热处理要求(一)
1、冲压对模具材料的要求
(1)冲裁模具 具有高的耐磨性、冲击韧性以及耐疲劳断裂性能。
(2)弯曲模具 具有高的耐磨性和断裂抗力
(3)拉深模具 具有高的硬度和耐磨性,凹模工作表面粗糙度比较低。
2、模具用材料
冲模所用材料主要有碳钢、合金钢、铸铁、铸钢、硬 质合金、锌基合金、低熔点合金、环氧树脂、聚氨酯橡胶 等。冲模中凸、凹模等工作零件主要为模具钢。
3、点的应力状态
(1)应力状态图 在变形物体中取出一个微小正六面体,用该单
元体上相互垂直的三个面上的九个应力分量来表 示其所受的应力,这种图称为应力状态图。
(2)主应力图 单元体上只有正应力而无切应力,则此应力状态图称为主应
力图。
主应力图(九种)
2种单向的, 3种双向的,
4种三向的
(3)球应力状态
3、模具材料选用时还应考虑以下因素:
(1)模具的工作条件 (2)模具结构因素 (3)模具的工作性质 (4)模具的加工手段 (5)热处理要求
4、冲模材料的选用原则
(1)根据模具种类及其工作条件,选用的材料要满足使用 要求,应具有较高的强度、硬度、耐磨性、耐冲击性、耐 疲劳性。 (2)根据冲压材料和冲压件生产批量选用材料。 (3)满足加工要求,应具有良好的加工工艺性能,淬透性 好、热处理变形小。 (4)满足经济性要求
冲压模具基础知识PPT课件
• 翻边模
翻边模是覆盖件冲压的关键工序之一&覆盖件上的翻边除焊接和 装配的要求以外;还可以增加覆盖件的刚性强度,使覆盖件边缘 光滑、整齐和美观。
翻边止推器
门外板翻边模结构局部图
• 斜楔模
斜楔模包括斜楔修边冲孔模、斜楔翻边模以及各种复合的工序&斜 楔模具的特点:
(1能够完成垂直冲压不能完成的工作。 (2)要求行位精度比较高的零件。 (3)结构比一般模具结构复杂。
淬火硬度50~55HRC。
拉延模凹模
平衡块
拉延模凸模
拉延模具图
• 修边模
一般所称的修边模包括了修边冲孔模;冲孔合并在修边中对于修 边模的结构影响不大,只是增加冲孔凸模、凹模和凸模固定 座&根据修边镶块的运动方向,修边模可分成以下三类:
1、修边镶块与压力机方向一致作垂直运动,这类修边模叫垂直 修边模。。
2、修边镶块作水平或倾斜运动的修边模称斜楔修边模。由于压 力机的上下运动经斜楔传给装有修边镶块的滑块,因此结构 较复杂,冲模工作部分的占有面积也较大。
3、一些修边镶块作垂直方向运动,而另一些修边镶块作水平或 倾斜方向运动的修边模称垂直斜楔修边模。
修边刃口
侧销
废料刀
修边刃口
退料板
D530顶盖修边冲孔模具图
导套
防护板
在汽车覆盖件生产中常用的冲压模具有拉延模、 修边冲孔模、翻边模、斜楔模&
• 拉延模
拉延模的结构;由主要的三大件或四大件组成:即凸模、凹模、压 边圈或凸模、凹模、压边圈和固定座&凸模通过固定座安装在双 动压力机的内滑块上,压边圈安装在双动压力机外滑块上,凹模 安装在双动压力机下台面上,凸模与压料圈之间、凹模与压料圈 之间都有导板导向。凸模、凹模、压料圈是由钼铬铸铁铸成,经 加工后棱线、凹模拉延圆角等处根据需要可以进行表面火焰淬火,
冲压模具知识讲解38页PPT

冲压模具知识讲解
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
13、遵守纪律的风气的培养,只有领 导者本 身在这 方面以 身作则 才能收 到成效 。—— 马卡连 柯 14、劳动者的组织性、纪律性、坚毅 精神以 及同全 世界劳 动者的 团结一 致,是 取得最 后胜利 的保证 。——对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
13、遵守纪律的风气的培养,只有领 导者本 身在这 方面以 身作则 才能收 到成效 。—— 马卡连 柯 14、劳动者的组织性、纪律性、坚毅 精神以 及同全 世界劳 动者的 团结一 致,是 取得最 后胜利 的保证 。——对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
机构冲压模具培训讲义内部培训资料PPT50页
内外脱板、公母模板的加工方式
共板线割:将一块板或零件从另外一块模板中线割出 来的加工方式叫共板线割。
1. 内脱板和外脱板共板线割
内脱板 外脱板
加工注释: 内外脱板共板线割,
以内脱板为基准
2.公母模板和母模板共板线割
公母模板 母模板
加工注释: 公母模板和母模板 共板线割,以公母模 板为基准C+0.05 THR
其中: 内脱板=公母模板=零件展开外形
按成型工艺分:
● 直角折弯 ● U折 ● Z折 ● V折 ● 山折 ● 卷圆
折弯模
折弯模结构图
滚针 向上折弯U折实例
上承板
上垫脚
上模座
上垫板
上模板 下模板 下脱板 下夹板 下模座 气顶板 下垫脚 下承板
折弯模成型过程
连续模(定义)
连续模又称级进模,多工位级进模,跳步模。它 是在一付模具中,按所加工的工件分成若干等距离 的工位。在每个工位设计一个或几个基本的冲压工 序,来完成冲压件某部分或全部的加工。
5.其他钢材代号及热处理性能
复合模结构图
简易复合模(G1-110T)
内导柱 等高套筒
弹簧
上模座 上垫板 母模板
公母模板 外脱板 下夹板 下模座 下垫脚
与冲孔模结构异同:
复合模和冲孔模的不同之处在于有内、外脱板,母模板和 公母模板;同时内导柱固定于下模。 1. 内、外脱板: 内脱板主要将原材料压紧后冲裁,再剥离冲子 外脱板在压紧材料的同时,将废料与零件分离 2. 母模板: 作为凹模,用于将零件冲出来 3. 公母模板: 既作公模又做母模,在下料的同时,又有冲孔的工序
材质:A3,T=20.0 mm
上打板
4. 上下模座 上连承板和垫脚,下接垫板和夹板,承受模具所带
冲压模具设计——第一章PPT课件
第二节 冷冲压设备
1
第一章 冲压加工概述与冲压设备
第一节 冲压加工概述 一、概念
• (冷)冲压——指在室温下,利用安装
在压力机上的模具对材料施加压力,使
其产生分离或塑性变形,从而获得所需
零件的一种压力加工方法。
加工对象:主要金属板材 加工依据:板材冲压成形性能(主要是塑性) 加工设备:主要是压力机 加工工艺装备:冲压模具
21
第一章 冲压加工概述与冲压设备
压力机技术规格 • (1)标称/公称压力:
• (2)滑块行程长度:成形拉深件和弯曲件应使滑 块行程长度大于制件高度的2.5~3.0倍。
• (3)行程次数
• (4)工作台面尺寸 长、宽尺寸应大于模具下模座尺寸,每边留出
60~100mm(50~70mm)。
22
第一章 冲压加工概述与冲压设备
“一模一样”的关系。冲模没有通用性。
冲模是冲压生产必不可少的工艺装备。它决定
着产品的质量、效益和新产品的开发能力。
冲模的功能和作用、冲模设计与制造方法和手
段,决定了冲模是技术密集、高附加值型产品。
4
第一章 冲压加工概述与冲压设备
冲 压 生 产 场 景
5
第一章 冲压加工概述与冲压设备
• 典型冲压模具
三、冲压工序分类
• 分离工序——是指坯料在冲压力作用下,变形部分 的应力达到强度极限σb以后,使坯料发生断裂而产 生分离。
• 分离工序主要有剪裁和冲裁等。
• 成形(变形)工序——是指坯料在冲压力作用下,
变形部分的应力达到屈服极限σs,但未达到强度极 限σb,使坯料产生塑性变形,成为具有一定形状、
尺寸与精度制件的加工工序。 • 成形工序主要有弯曲、拉深、翻边、旋压等。