焊接过程与检验记录表
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
钢筋焊接检验检测原始记录
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
焊接过程检验记录表

未焊透深度≤15%δ且≤1.5mm总长度不 超过焊缝有效长度的10%(氩弧焊打底 的试件不允许未焊透)
3
焊缝外观 背面凹坑深度≤25%δ且≤1mm;除仰焊
位置的板状试件不作规定外,总长度不
超过焊缝有效长度的10%
检验员:
双面焊缝余高0~3mm,焊缝宽度比坡口 每侧增宽0.5~2.5mm,宽度误差≤3mm
株洲市开关板电器设备厂焊接过程检验记录表
序号 检验项目
技术要求
OZK.479.003-1 实测记录 检测结果
1
焊前准备
劳保着装及工具准备齐全,并符合要求, 参数设置、设备调试正确
2
焊接操作 试件固定的空间位置符合要求
两面焊缝表面不允许有焊瘤、气孔、烧 穿等缺陷
焊缝咬边深度≤0.5mm,两侧咬边总长 度不超过焊缝有效长度的15%
错边≤10
过程确认记录表 填写

设备确认:
经检查焊接电流、电压、氧气压力、乙炔压力符合要求。
签名:
人员确认;
焊接操作工:
经过培训,并且由负责部门对其进行了实际操作的考核;合格后方上岗。(并且具备相应的资格证)。
签名:
工艺确认:
按照焊接工序作业指导书的要求:
焊接氧气压力:
乙炔压力:
焊丝直径:
签名:
质量记录确认:
对于焊接工序,由检验人员每天对其进行监控和ቤተ መጻሕፍቲ ባይዱ认;并且按要求填写《焊接工序监控记录》
签名:
结论:
通过对以上的设备、工员、工艺、质量记录的确认,证明浸锡工序能够得到有效的监控。
确认:批准:
焊接检验记录
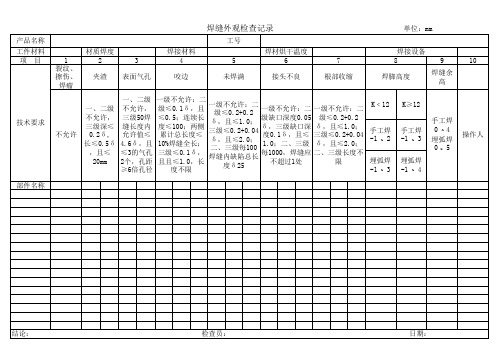
单位:mm 焊接设备 8 焊脚高度
9 焊缝余 高
10
技术要求
一、二级 一、二级 不允许, 不允许, 三级50焊 三级深≤ 缝长度内 不允许 0.2δ , 允许值≤ 长≤0.5δ 4.6δ ,且 ,且≤ ≤3的气孔 20mm 2个,孔距 ≥6倍孔径
一级不允许: 一级不允许: 二级≤0.2+0.2 一级不允许: 二级缺口深度 δ ,且≤1.0; 二级≤0.2+0.2 0.05δ ,三级 三级≤ δ ,且≤1.0; 缺口深度0.1 0.2+0.04δ , 三级≤ δ ,且≤1.0; 且≤2.0;二、 0.2+0.04δ , 二、三级每 三级每100焊缝 且≤2.0;二、 1000,焊缝应 内缺陷总长度 三级长度不限 不超过1处 δ 25
K﹤12
K≥12 手工焊 0 ~4 埋弧焊 0~ 5
手工焊 -1 ~ 2 埋弧焊 -1 ~ 3
手工焊 -1 ~ 3 埋弧焊 -1 ~ 4
操作人
部件名称
结论:
检查员:
日期:
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
压力管道焊接施工检查记录表
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
分项工程名称:
区段:
工程名称:
检验员:
年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:区段:
管口编号
组对
质量标准
备注
时间
钝边
间隙
错边量
坡口
自检记录
焊工意见
工程名称:分项工程名称:区段:
管段编号
焊口编 号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人:年 月 日审核人:年月 日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
管段编号
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:
焊工代号
预热
o C
焊接规范
外观检 查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:
年月日检验责任师:年月日
压力管道焊接施工检查记录表
焊接作业指导书编号:
焊工代号
预热
焊接质量自检记录表
电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
3.钢结构工程焊接质量检验记录表
mm
二级
<0.1t(母材厚度)
且≤2.0
mm
三级
<0.15t(母材厚度)
且≤3.0
mm
6
贴角焊缝外形尺寸偏差
焊脚尺寸hf
hf≤6
+1.5~0
mm
hf>6
+6
+1.5~0
mm
hf>6
+3.0~0
mm
7
T型接头焊透的角焊缝焊缝总宽b偏差
+1.5~0
mm
复(核)
查意见
工程编号
分项工程名称
类
别
序
号
检验项目
质量标准
单
位
检验(实测)结果
合格
优良
三
类
5
对接焊缝外形尺寸偏差
焊缝余高C
b<20
一级
+0.5
1.5
-1.0
mm
二级
1.5±1.0
mm
三级
2.0±1.5
mm
b≥20
一级
+1.0
2.0
-1.5
mm
二级
2.0±1.5
mm
三级
+1.5
2.0
-2.0
mm
焊缝错位d
一级
<0.1t(母材厚度)
复
(核)
查
结
论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
气
孔
一级
不允许
二级
不允许
三级
直径小于或等于1.0mm气孔,在1000mm长度范围内不得超过5个
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注签字结果ຫໍສະໝຸດ 签字结果1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
3
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO