手机摄像模组QC工程图
手机制造QC工艺流程图
合格
标识 物料入库
责任人
•仓库 • IQC、品管、物 料控制
•生产部门 • IQC •仓库
制程品质控制
正常流程
开拉前稽核 首件确认 过程点检 依记录完成报告
ECN控制流程
ECN
问题识别,评估工程变更原因、方 案及执行情况
无效
有效
正确执行
ECN归档
停线通知 停线
异常流程
品质异常 开立CAR
工程、品质、制造检讨
手机制造QC工艺流程图
编辑:顾少鹏
手机生产流程图
来料
1
抽检
贴片
2
锡焊/印刷 芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验 部件锡焊
装配
测试
包装
5
附件
包装
称重
SMT生产工艺流程 (1)
1 2 3 4 5
6 7
SMT生产工艺流程 (2)
8 9 10 11 12
13 14
SMT生产工艺流程 (3)
1 2 3 4 5
包装工艺流程 (2)
6 7 8
品质保证流程图
来料品质控制
1
抽检
贴片
2
锡焊/印刷
芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验
部件锡焊
装配
测试
出货品质保证
5
目测
抽样
制程品质控制
来料品质控制
供应商 来料接收
检查
是
物料接收单
退料单
物料评审小组
不良
检验
QC工程图21U11
全数
.
元件盒 烙铁 烙铁架 静电环 焊锡丝 元件盒 烙铁 烙铁架 静电环 焊锡丝 剪钳 元件盒 自制制具 静电环
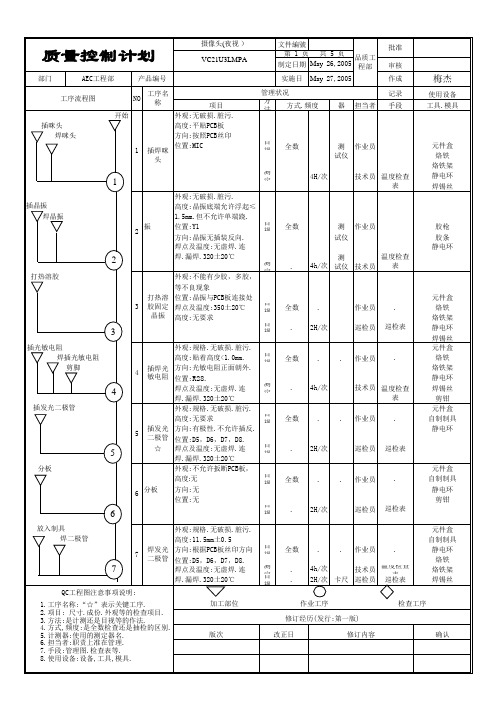
5
分板
目视
.
2H/次
巡检员
巡检表 元件盒 自制制具 静电环 剪钳
目视
全数
.
.
作业员
.
6
放入制具 焊二极管 外观:规格.无破损.脏污. 高度:11.5mm土0.5 焊发光二 方向:根据PCB板丝印方向 7 极管 位置:D5,D6,D7,D8. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 加工部位
4h/次 力矩测 技术员 试仪
作业工序 修订经历(发行:第一版)
检查工序
版次
改正日
修订内容
确认
摄像头(夜视 )
文件編號 品质工 May 26,2005 程部 制定日期 实施日 管理状况 May 27,2005 第 4 页 共 5 页
QC工程图 QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
全数
.
.
QC
QC日报表
.
2H/次
巡检员
巡检表
全数
.
.
作业员
静电环 黄胶瓶 巡检表 电脑 音频延长线 不良标贴 圆珠笔 周转箱
11
连接音频线 测试咪头 12 音频测试 12 设备驱动检查 画面检查 SENSOR坏点检查 电流检查 外观:破损,污脏油污, 无声音,音小,杂音不允许
目视
.
2H/次
巡检员
测定
目视
全数
.
.
作业员
.
元件盒 静电环
22
装入PCBA板 装上后盖 打螺丝固定 外观:后盖掉漆,偏色不允 装后盖 位置:扭划伤外壳.扭不紧 23 漏扭螺钉均为不良. 目视 取出组件 力矩:1.9土0.2Kgfcm. 测定 元件盒 电批 静电环
手机摄像模组结构基础

SENSOR结构说明 感光区
GLASS DIE
1.2 名词
1. 模组组成(图示)及原理(光学及电子) FPC: Flexible Printed Circuit 可挠性印刷电路板 PCB: Printed Circuit Board印刷电路板 Sensor:图象传感器 IR:红外滤波片 Holder:基座 Lens:镜头 Capacitance : 电容 Glass:玻璃 Plastic:塑料
4. 模组生产相关技术及图纸
4.1.2 镜片材质
镜头的组成是透镜结构,由几片透镜组成,一般有塑胶透镜 (plastic)或玻璃透镜(glass)。通常摄像头用的镜头构造有:1P、 2P、1G1P、1G2P、2G2P、4G等。透镜越多,成本越高;玻璃 透镜比塑胶贵。因此一个品质好的摄像头应该是采用玻璃镜头, 成像效果就相对塑胶镜头会好。现在市场上的大多摄像头产品为 了降低成本,一般会采用塑胶镜头或半塑胶半玻璃镜头(即:1P、 2P、1G1P、1G2P等)。 光学玻璃 主要优点:1.光学玻璃透光率佳。2.热膨胀系数和折射率的温度 系数比光学塑胶低的多。 主要缺点:1.光学玻璃一般制作球面,校正球差、慧差、畸变、 像散等像差有一定的局限性。 2.光学玻璃密度大而重、工序多、成本高。 玻璃材料:ZLAF、LAF、ZF、BAK、LAK、ZK等系列。 。
2. 芯片的特点、分类、发展
2.1 芯片分类和特点
序号
01 02 03 04 05 06 07 08 09 10 11
名称 像素 尺寸 高度 接口 PO4010N CIF 1/11 660 24 PO6030K VGA 1/6.2 867 24
OV7660 OV7670 OV7680 OV9650 OV9653 OV9655 OV9660 OV2640 OV3630
摄像头 COB 工程图 R0 [兼容模式]
![摄像头 COB 工程图 R0 [兼容模式]](https://img.taocdn.com/s3/m/25a26b05e87101f69e3195ef.png)
适用 设备 Vacuum Stick
We
do
Lens 组装
lean Factory active Family
o.1 Company
工程 说明
目的 / 说明
利用 Vacuum Stick Lens组装在 Holder的 组装工程.
用 Manual 进行.
Q-Point
1. Lens 安装 顺序 -. 从下到上,从里到外
工程 说明
目的 / 说明
为了安装保护 Sensor 和安装Lens的Holder 装在PCB上所进行的 PCB上Epoxy 涂布工程.
Q-Point
1. . Epoxy 管理 状态 (3119) -. 保管 状态, Aging Time, Life Time
2. Epoxy 涂布 状态 3. Epoxy Dispenser 有无 适用 N2 Blow
适用 设备
We
do
Cutting
lean Factory active Family
o.1 Company
工程 说明
目的 / 说明
Array 状态的 Module 按个切下的工程.
进行 Manual Cutting.
Q-Point
1. Miss Cutting. -. 不能有因Cutting Miss引起的 Bur, Tie Bar 附近部品的 Scratch 或 Damage.
3. CCD (Charge-coupled Device) -. 影像传感器的一种工作原理. 主要使用于高像素数码相机.
4. 解像度 / 像素 (Resolution) -. 是有效工作 Pixel的数量.
구분
Pixel수
VGA
手机制造QC工艺流程图课件

05
QC流程图应用实例
某品牌手机电池检测流程图
总结词
该流程图详细描述了某品牌手机电池从进厂检验、电 性能检测、安全性能检测、环境适应性检测到成品检 验的整个过程。
详细描述
该流程图以电池进厂为起点,首先进行外观检查和尺寸 检测,确保电池符合设计要求。接着进行电性能检测, 包括容量、充放电性能等,确保电池的电性能满足标准 。然后进行安全性能检测,如过充、过放、短路等测试 ,确保电池在使用过程中不会出现安全问题。接下来进 行环境适应性检测,包括高温、低温、湿度等测试,以 评估电池在不同环境条件下的性能表现。最后是成品检 验环节,对合格的电池进行最终检查,确保产品质量达 标。
详细描述
组装流程问题可能导致生产效率低下、产品 质量不稳定甚至安全隐患。例如,生产线规 划不合理可能导致生产瓶颈,影响整体生产 效率。操作人员技能不足可能导致组装错误 ,进而影响产品质量。生产设备故障可能导 致生产中断,同样影响生产效率和产品质量
。
功能检测问题
要点一
总结词
功能检测问题可能包括检测设备故障、检测方法不正确、 检测数据不准确等。
功能检测是手机制造QC流程中最为关键的一环,负责对组装好的手机进行全面功能检测,确保各项功能都能正 常运行。包括通话测试、屏幕显示、按键灵敏度、电池续航等检测项目,确保手机性能稳定、功能完善。
手机制造QC流程图详解 原材料检验
总结词
外观检测,提升产品品质
详细描述
外观检测主要对手机的外观进行质量检查,包括对手机外壳、屏幕、按键等部件的外观进行检查,以 及对外观是否有瑕疵、划痕等进行仔细观察,确保产品品质符合标准。
手机制造QC工艺流程图课件
• 手机制造QC概述 • 手机制造QC流程图详解 • QC流程中常见问题及解决方案 • QC流程优化建议 • QC流程图应用实例
LCD背光模组QA工程图
全数检查
首检5件后1件/小时
作业员
作业员
QA
装配车间巡检记录表
Q/H109 102-RC32BHL11
防静电手套
离子风机
防静电腕
防静电护腕佩戴时金属部位必须与皮肤直接接触
扩散片QHD7.820.013
扩散板QHD7.820.012
(6)安装扩散片、○
扩散板
背板槽
扩散片、扩散板
安装扩散片、扩散板
产品型号
RC32BHL11
文件编号
页码
4/11
工序名称
检查要点
工序要求
检查方式
检查人员
记录
检验依据
设备
备注
(9)上支架粘贴○
密封件
注意事项
失败案例
密封件一定要粘贴在指定位置;
由于支架密封件未装到位,造成装配后因密封件外露生产线返工;
左支架QHD7.841.006
右支架QHD7.876.007
密封件QHD7.876.005
(7)安装右胶框○
左胶框组件
安装左胶框组件
安装完整;胶框无破损、脏污、裂纹等缺陷;
安装方法、安装位置正确无误;需安装到位(听到清脆的响声);扩散片与扩散板安装平整;
全数检查
全数检查
首检5件后1件/小时
作业员
作业员
QA
装配车间巡检记录表
Q/H109 102-RC32BHL11
防静电手套
离子风机
上胶框组件/下胶框组件
首检5件后1件/小时
作业员
QA
作业员
QA
作业员
QA
装配车间巡检记录表
Q/H109 102-RC32BHL11
手机摄像头模组生产工艺的SMT流程及SMT应用分析(1)

手机摄像头模组生产工艺的SMT流程及SMT应用分析摘要随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。
而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低.因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠。
在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。
基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。
根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线.针对FPC软电路板产品设置了AIO(automatic optical inspection)检测及ICT在线测试方法。
关键字:手机摄像头模组 SMT AIO检测 ICT在线测试Mobile phone camera module production technology of SMT processes and SMT applicationABSTRACTSummary as communication technologies continues expansion, mobile phone has become the people's life, work, learn, play an indispensable tool. Mobile phone camera module is one of the very important components in the mobile phone, its quality directly affect the overall level of quality phones。
手机QC工程图全套

每批次
送货单 外检检验报表 QA出货检验报表
目视
OQC OQC
《
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
目视 卡尺 投影仪 塞尺
每独立包装箱
FQC抽检记录、返工 通知单、FQC确认不 良品报表
目视 卡尺 投影仪 塞尺 各种实
名称、包装、数量、堆高
依据 :《装箱产品贮运时堆放(叠 放)高度的规定》
每批次
入仓单
《
每组每制令单量产前
首件检验报告
污点卡 卡尺
目视 污点卡
卡尺 塞尺
装配
外观、装配效果(1,各种附 件的装配;2,预压螺母定 位,热敏、超声波压螺母; 3,热敏、超声波焊接装配 )、 工艺纪律
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》、封样件
1次/小时
IPQC巡检报表、工艺 纪律检查表、品质异 常单
文件编号 拟制
质量管制工序
WI-PG-061 控制项目
装配QC工程图
版次
A/0
审核
控制要求和依据
抽查数量及频率
管控记录
页数 批准 测量仪器
来料 检验
外观、尺寸
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 封样件
每批生产投料前
来料检验报表
首件 检验
外观、装配效果、实配效果、 扭力测试
《*公司企业标准技术标准》 手机结构件通用检验规范》 封样件
目视 卡尺 投影仪 塞尺
1/1 实施人员
FQC 品控小组
FQC
IPQC 品控小组组长
巡检
入库 检验
外观、装配效果
《*公司企业标准技术标准》 《 手机结构件通用检验规范》 《装配作业指导书》 封样件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称产品件号页次工程名环境等级设备规 格管理水准频率记录法异常处理80±5℃1小时烘烤后12小时内> 2小时锡膏搅拌仪最大速度搅拌180S 品名符合,外观清洁参照《高温纤维板选用表》粘性正常,位置正确依照印刷机参数对照表点检设定巡检机台点检表巡检记录表制造工程品管通知工程依照检验标准书0首检首检记录表品管通知工程依照检验标准书<0.2%全检巡检每批次丝印品质记录表制造品管通知工程半自动印刷机每印刷15分钟手动清洗一次,全自动印刷
机设定每印刷10-15拼板清
洗钢网模式
0点检设定巡检每班次/设定频率钢网清洁记录表制造工程品管通知工程依贴片机参数对照表
点检设定巡检机台点检表巡检记录表制造工程品管通知工程依产品规格选择贴片程序
点检巡检制造品管通知工程按生产计划备料
点检制造通知生管料枪放入指定位置点检巡检制造品管通知工程依检验标准书0首检每班次/换型号/调机首检记录表品管通知工程依检验标准书<0.5%全检巡检每批次贴片检验控制表制造品管通知工程依锡膏焊接条件点检设定巡检回流焊温度控制表巡检记录表制造工程品管通知工程依检验标准书0首检首检记录表品管通知工程依检验标准书< 1%全检巡检每批次SMT回流焊检验控制表制造品管通知工程回流焊检查&补焊Reflow Insp.and
Repaire
※7~45X显微镜依检验标准书< 1%全检巡检每批次SMT回流焊检验控制表制造品管通知工程ISP元器件底部填胶
glue filling
under ISP
※点胶机/回流炉依检验标准书< 0.1%全检巡检全检:每批次巡检:每2小时巡检记录表制造品管通知工程依检验标准书<0.1%全检巡检制造品管通知设备使用记号笔作业0全检巡检制造品管通知设备FPC裁切
FPC Singulation
※依检验标准书<0.1%全检巡检每批次不良记录表制造品管通知工艺依作业指导书点检设定巡检点检:每班次巡检:每2小时机台点检表巡检记录表制造设备品管通知设备外观检验标准书全检巡检每批次巡检记录表制造品管通知制造入COB半成品仓库※
与入库单相符合0全检每次入库入库单生管通知制造外观检查破损,刮伤,毛边,折痕等不良作业指导书检验标准书元件偏移,少件,锡珠,虚焊,
冷焊,立碑,连锡等不良
外观检查元件焊接质量
表面助焊剂残留,异物残留,刮伤,破损等外观检查点胶少胶、溢胶检验标准书SMT FPC清洗
SMT FPC Cleaning
※超声波清洗机显微镜7~45X 外观检查每批次不良记录表作业标准书不良品作Mark 机台参数和炉温曲线
每班次/换料/换型号回流焊检验标准书作业指导书回流焊Reflow ※回流炉参数确认外观检查元件焊接质量首件检查贴片
Component Mount ※贴片机
参数确认依贴片机参数对照表外观检查贴片质量
作业准备贴片程式0每班次/换料/换型号备料上料首件检查标识清晰,无位移、漏贴、误贴、缺件、极反、错件、
立碑、元件损伤、多件、连
锡、异物等不良现象
制造锡膏印刷质量
钢网清洁作业指导书贴片检验标准书SMT换料控制记录表点检设定巡检漏印、连锡、多锡、锡不足
、偏移、重影、异物进入等
通知工程锡膏搅拌
钢网
高温纤维板选别
高温双面胶
每班次/换型号/调机锡膏领用记录表钢网领用记录表巡检记录表作业指导书丝印检验标准书首、末、巡检检验标准书工程品管锡膏回温时间
依照印刷机参数对照表每班次/换型号/调机PCB&FPC
锡膏印刷
PCB&FPC Solder
Printing ※锡膏印刷机10X 放大镜锡膏搅拌机作业准备参数确认正常作业
首件检查点检设定通知工程每批次/调机烘箱使用记录表作业指导书制造工程拼版烘烤
FPC&PCB Baking ※烤箱参数确认烘烤温度0烘烤时间
拼版的使用时间
1/5
发布日期工程图作业项目管理项目检查法
作业资料担当COB AF 产品(ISP)QC 工程图手机摄像模组
文件编号OI-110-025适 用 件 号COB AF 产品(ISP)
版次00S5M01P 、S5M03B 依作业指导书作业指导书SMT PCB检验标准书外观检查外观检验标准书SMT PCB清洗
SMT PCB Cleaning
※超声波清洗机显微镜10-20X 参数确认产品分类产品型号,批号和数量作业指导书
产品名称产品件号
页次
DISCO DSC 141依离心清洗机参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
制造设备品管通知设备
金相显微镜100X依检验标准书<0.1%抽检每片Wafer晶圆清洗站作业记录表制造通知设备
等离子清洗Plasma Cleaning Class 10Plasma依等离子清洗机参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
等离子清洗站作业记录
表
制造设备品管通知设备ASM IS898DA依芯片贴附机参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
制造设备品管
依D/A图纸首检品管
依D/A图纸首检品管
依D/A图纸首检品管
依D/A图纸首检品管
依D/A图纸首检品管
不允许有首检品管
依D/A图纸首检每型号每周开班品管
依产品检验标准书抽检巡检制造品管
依产品检验标准书抽检巡检制造品管
芯片贴附烘烤D/A Baking Class 10VSCO-2CM依芯片贴附烤箱参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
制造设备品管通知设备ASM ISEagle60依邦线机参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
制造设备品管通知设备
依照W-B图纸首检品管
依照W-B图纸首检品管
依照W-B图纸首检品管
依照W-B图纸首检品管
依照W-B图纸首检品管
依照W-B图纸首检品管
依产品检验标准书0全检巡检制造品管
依产品检验标准书0全检巡检制造品管DISCO DSC 141依离心清洗机参数对照表点检设定巡检
点检:每班次
巡检:每2小时
机台点检表
巡检记录表
制造设备品管通知设备
依产品检验标准书0巡检品管
依产品检验标准书0巡检品管
镜座检查Holder Inspection Class
1000
显微镜 7~45X依产品检验标准书
IL II
AQL 0.65
全检抽检每批次
Holder检查作业记录表
抽检记录表
制造品管通知生管
OI-110-025
文件编号适用件号
COB AF产品(ISP)版次00
S5M01P、S5M03B
2/5发布日期
每班次/换型号/调机
芯片贴附首检记录表
邦线清洗站作业
指导书
产品检验标准书
每1小时巡检记录表
每班次/换型号/调机
芯片贴附烘烤站
作业指导书
邦线站作业指导
书
产品检验标准书
W/B图纸
接线、线数
显微镜7~45X
参数确认
显微镜 7~45X
离心清洗机参数
外观检查
脏点,刮伤,崩角
毛刺,IR膜方向,膜裂
清洗检查
金线
参数确认芯片贴附烤箱参数
贴附检查
芯片旋转
芯片偏移
吸嘴印
邦 线Wire Bonding Class 10
参数确认邦线机参数
邦线检查
接线,线数,线弧
工具显微镜
dage 4000
首件检查
金球推力
通知设备方向,偏移,旋转
芯片推力
芯片外观
芯片贴附站作业
指导书
产品检验标准书
D/A图纸
通知设备
芯片方向
全检:每批次
巡检:每1小时
胶厚
芯片倾斜
巡检记录表
芯片贴附Die Attach Class 10
参数确认
首件检查
显微镜7~45X
工具显微镜
dage 4000
芯片贴附机参数
通知设备
通知设备
金球大小
金球厚度
弧高
金线拉力
邦线首检记录表
全检:每批次
巡检:每1小时
邦线站作业记录表
巡检记录表
邦线开、短路
晶圆清洗Wafer Cleaning Class 10
参数确认离心清洗机参数
COB AF产品(ISP)QC工程图
手机摄像模组
参数确认等离子清洗机参数
等离子清洗站作
业指导书
晶圆清洗作业指
导书
产品检验标准书
外观检查脏点,刮伤,水纹,崩碎
脏点,水纹
产品检验标准书
通知设备
邦线清洗
W/B Cleaning
Class 10。