标准工时表模板
标准工时表样板
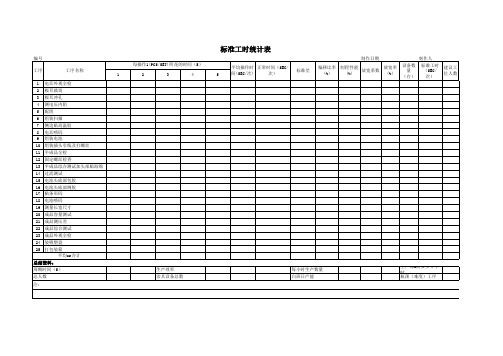
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时表

标准工时(工序) 标准工时(工序)测量记录表
产品名称 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 空调扇 (外销) 工序名称
左装饰条+前壳固定、锁螺丝 右装饰条+前壳固定、锁螺丝 短叶片+连杆组装 短叶片装入前壳 负离子、负离子盖+前壳固定、锁螺丝 短叶片压条+前壳固定、锁螺丝 水箱装脚轮、装水塞 水箱试水出、水管装入水泵固定 固定左右耳、水位支架、锁螺丝 水泵、水泵压盖+水箱固定、锁螺丝 加水门装磁铁粒、左侧板装门吸铁片、装加水门 电源线穿入左侧板固定.装线扣、锁螺丝 水箱、左侧板装入前壳固定、锁螺丝 压线码固定、扎线 右侧板+前壳固定、锁螺丝 电机+风轮固定、锁螺丝 轴承组装 挡风板、轴承+风轮支架固定、锁螺丝 电机组件+风轮支架固定 风轮组件装入前壳固定、锁螺丝 装长叶片、摆杆、打油 固定保护网、锁螺丝 变压器、同步电机+上连接板固定、锁螺丝 偏心轮+风向电机固定、启动电容+上连接板固定 接收窗、灯板+PCB支架固定、锁螺丝 按键、按键板装入支架固定、锁螺丝 PCB支架组件装入前壳固定 上连接板组件装入固定、锁螺丝 主机板装入上连接板、插排线 主PCB板、电源线+上连接板固定 打线帽、插排线
型号 DF-168B(01) 拉别
K
记录人
观测时间(秒) 28 28 24 32 28 28 27 28 24 24 35 29 36 26 29 33 23 28 28 34 35 32 32 24 36 32 29 33 33 28 24 29 29 26 24 29 27 25 29 26 27 35 28 35 28 31 32 29 22 26 32 36 34 32 26 34 36 26 31 31 27 28 27 29 32 28 29 29 25 30 26 28 26 28 35 28 30 32 28 26 22 35 30 33 33 26 32 35 26 30 32 28 26 28 30 31 27 27 29 26 27 26 28 32 30 36 23 31 35 28 26 26 29 31 33 33 25 30 32 25 30 32 27 25 29 30 28 26 28 28 28 28 25 27 25 26 30 24 32 28 32 28 26 24 34 30 32 26 32 30 26 26 34 27 25 30 30 27 27 26 30 27 29 24 29 36 26 34 26 31 20 30 27 28 32 34 30 30 23 30 31 27 30 31 30 26 30 28 30 32 25 27 35 28 25 27 34 28 32 24 30 28 32 26 22 33 32 32 32 24 30 27 24 32 32 24 24 28 29 30 30 29 31 27 32 24 28 34 27 31 21 30 36 30 28 26 27 32 30 30 26 31 26 26 26 32 27 25 30 30 27 31 32 30 34 29 25 27 25 30 35 24 30 36 22 28 24 29 31 33 31 22 34 24 22 32 31 29 25
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
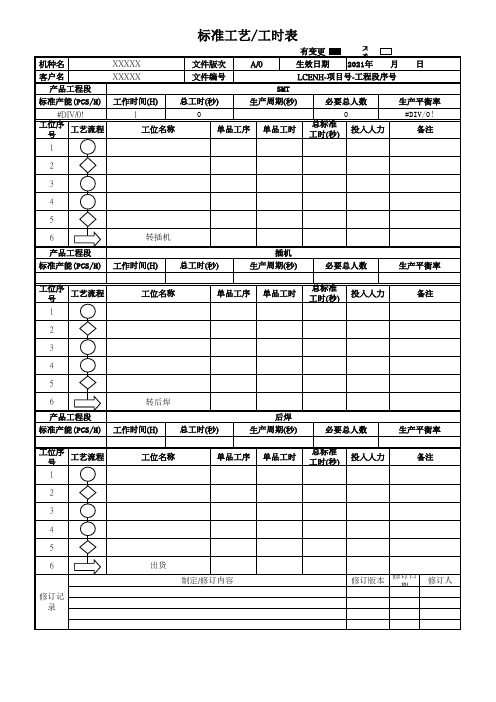
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
标准工时格式

1.0
1.0 1.0 1.0 1.0 1.0 1.0 2.0 1.0 1.5 1.0 1.0 1.0 1.0 1.0 1.0 3.0 2.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
8.7 7.55 14.75 11.44 8.69 9.55 10.1 25.78 16.87 13.28 6.37 9.03 9.25 10.5 10 15.93
45.48 29.89 15.31 13.00 14.50 16.50 12.40 14.10 14.22 14.50 11.50 14.56 11.40 7.55 8.43 6.55
7.72 7.5 15.2 12.6 8.5 11.2 9.5 26.08 16.23 13.7 6.3 8.9 9.34 10.6 9.62 15.3
48.70 32.05 13.10 13.70 13.44 16.63 12.50 15.01 14.90 15.01 11.30 14.50 10.25 7.50 8.60 6.70
8.84 8.01 15.1 11.6 8.87 10.06 10.21 24.1 15.23 13.22 6.25 8.53 10.27 10.7 10.5 15.7
48.10 34.10 14.20 12.60 14.59 16.42 12.10 15.23 14.10 14.78 11.25 13.10 10.10 7.61 8.44 6.80
8.69 7.66 15.32 12.05 8.67 10.92 9.85 24.23 16.03 13.06 6.41 8.37 9.57 9.85 9.53 15.86
平均or合计
95%
标准工时表
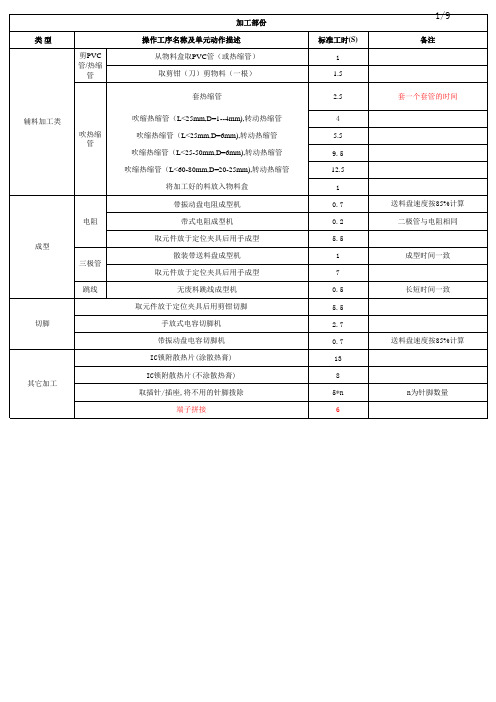
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
标准工时统一表格(模板)
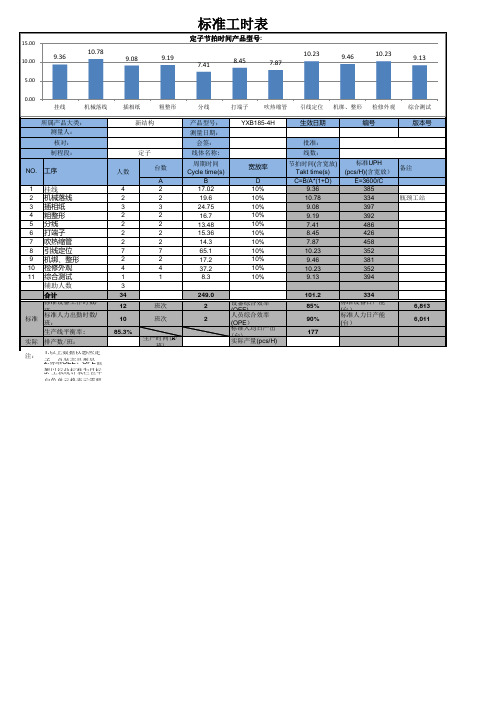
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时计算表 适用于流水线
生效日期:页 次:85148514108514.2378.804.2320工序代码观测时间(S)宽放率(%)标准工时(S)电脑建议人数分配使用人数每人均分工时(S)每小时总产量(PCS)每日总产量(PCS)工作量11.5608.0% 1.680.400.5 3.3710681068480%21.4508.0% 1.570.370.5 3.1311491149474%33.2808.0% 3.540.84 1.0 3.5410161016384%43.5708.0% 3.860.91 1.0 3.86934933791%53.7108.0%4.010.95 1.0 4.01898898595%63.8408.0%4.150.98 1.0 4.158********%73.4508.0% 3.730.88 1.0 3.73966966288%83.5908.0% 3.880.92 1.0 3.88929928592%93.4408.0% 3.720.88 1.0 3.72969969088%103.7108.0%4.010.95 1.0 4.01898898595%113.6508.0% 3.940.93 1.0 3.94913913293%123.7408.0%4.040.96 1.0 4.04891891396%133.7208.0%4.028.04 1.0 4.028********%143.6708.0% 3.960.94 1.0 3.96908908394%153.8108.0%4.110.97 1.0 4.11875874997%163.7808.0%4.080.97 1.0 4.0888*******%1715.6608.0%16.91 4.00 4.0 4.238518514100%183.3338.0% 3.600.85 1.0 3.6010001000185%线平衡图例:生产线排位图:产品标准工时表放2色A 放2色B 放2色C 放2色D 放2色E 放2色F 工序名称喷码放盒拾盒放托于底盒放一色及下流水线相关产品目标周期时间(S)标准工时总计(S)标准工生产单元包装一组最长周期时间(S)使用人数总计0.02产品型号XXXXX 每日计划产量(PCS)每日最大产量(PCS)Line 均产品名称每日工作时间(H)每时最大产量(PCS)93.外观检测装箱放2色G 放2色H 放2色I 放2色J 放2色K 放1色及下流水线0%10%20%30%40%50%60%70%80%90%100%喷码放盒拾盒放托于底盒放一色及下流水线放2色A 放2色B 放2色C 放2色D 放2色E 放2色F 放2色G 放2色H 放2色I 放2色J 放2色K 放1色及下流水线外观检测装定:。
人工时月度总工时表格
组装新产品
6
XXX
2023-01-03
8小时
检查产品质量
7
XXX
2023-01-03
9小时
清洁生产线
8
XXX
2023-01-03
7小时
搬运物料
说明:
1.“序号”列用于标识每一行的顺序编号。
2.“员工姓名”列填写员工的姓名。
3.“日期”列填写员工当天工作的日期。
4.“工时”列填写员工当天的工作时间。
5.“工作内容”列填写员工当天具体的工作内容或任务。
6.“备注”列可以填写其他相关信息或备注,例如特殊情况、加班等。
请注意,以上表格只是一个模板,您可以根据实际情况添加或删除列,并根据需要进行格式调整。
工人工时月度总工时表格
以下是一个内容丰富详细的工人工时月度总工时表格模板:
序号
员
1
XXXX
2023-01-01
8小时
组装零件
2
XX
2023-01-01
9小时
检查设备
3
XXX
2023-01-01
7小时
清洁工作场所
4
XX
2023-01-02
8小时
维修设备
5
XX
2023-01-02
标准工时测定表
任务
编号
任务名称
任务描述
预计时间
(小时)
实际时间
(小时)
差异
(小时)
差异分析
1
数据分析
分析客户数据集并提出见解
3.0
3.5
0.5
数据量比预期大,需额外时间处理
2Hale Waihona Puke 报告编写根据分析结果编写报告
2.0
1.8
-0.2
分析内容清晰,编写速度较快
3
会议准备
准备周会议的演示文稿和材料
1.5
2.0
0.5
遇到技术问题,准备时间延长
4
客户沟通
与重要客户进行会议和沟通
2.0
2.5
0.5
客户问题多,沟通时间较长
5
市场调研
进行市场趋势和竞争对手分析
4.0
3.5
-0.5
市场数据容易获取,分析较快
6
产品设计
设计新产品的初步方案
5.0
6.0
1.0
设计过程中遇到未预见的挑战
备注:
在这个表格中,每项任务都有一个唯一的编号,以及详细的任务描述。预计时间和实际时间用于评估工作效率,差异列显示了两者之间的时间差,而差异分析提供了时间差异的可能原因。
标准工时样板
平均操 生产数 目前工 作时间 标准工时 建议设备 建议人 量 宽放系数 宽放率 装夹具 (sec/ (sec/pcs) 数(台) 数 (set/次) (台) 次) 24.40 7.40 6.50 4.50 2.50 13.50 21.90 14.40 23.20 8.20 1.10 14.50 142.10 PCS/H PCS/H 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0% 7.总人数﹕ 8.每班日产能﹕ 24.5 7.5 6.6 4.5 2.5 13.6 22.1 14.5 23.4 8.3 1.1 14.6 143.20 12 1.902 0 1 1 2 1 2 1 1 2 1
0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
1.92 1.19 1.09 3.72 0.72 0.19 2.72 -
21.37 23.99 21.82 21.01 21.41 13.26 15.09 13.87 13.84 15.94 27.88 24.81 24.41 19.23 19.52 8.53 1.18 8.53 1.1 8.75 0.79 8.16 1.26 6.96 0.95
标准工时统计表
单元 装配 品名 每次操作时间(s) 工序 工序名称 1 2 3 4 5 偏离比 标准差 率
3.09 0.91 0.51 0.26 0.37
测量日期
2015-1-14 15:59
测量人员
David
制程 性能 87% 84% 94% 94% 83% 81% 91% 90% 83% 94% 84% 81% 87%