激光选区熔化纯铜成形件尺寸精度的研究
选区激光熔化成型金属零件上表面粗糙度的研究

选区激光熔化成型金属零件上表面粗糙度的研究刘睿诚;杨永强;王迪【摘要】In order to provide the theory basis to improve the surface quality , the main factors affecting the upper surface roughness of metal parts fabricated by selective laser melting (SLM) were studied.By studying the single track melting, the upper surface roughness of SLM parts was analyzed from the view of melting track lapping .The metal parts were fabricated by using the self-developed fabrication equipment Dimetal-280 and the measure roughness parameters were compared with the theoretical value.The theoretical value of arithmetical mean deviation of the profile Ra was 3.21μm and the theoretical value of ten-point height of irregulartlies Rz was 12.79μm.The actual value was Ra =7.36μm and Rz=40.01μm.After electroch emical polishing, the surface roughness was reduced to Ra =2.34μm and Rz =10.86μm.The results prove that upper surface roughness of the metal part was influenced by melting track width , scanning space and layer thickness altogether.The reason of the discrepancy between theoretical value and actual value was some defects such as instability in melting track, spheroidization on the surface and dust adhesiveness .The quality of surface roughness was greatly improved after electrochemical polishing .The metal parts processed by selective laser melting could obtain satisfied surface roughness in this experiment .The results provide guidance to surface research and industrial application in the future.% 为了改善成型件表面质量,从微观上研究了决定选区激光熔化成型金属零件的上表面粗糙度的主要因素,通过研究单熔道成型,从熔道搭接的角度理论分析了成型件的上表面粗糙度,基于自主研发的成型设备Dimet-al-280加工实体零件进行了实际测量对比,获得表面粗糙度的轮廓算术平均偏差Ra 的理论值为3.21μm,微观不平度十点高度Rz 的理论值为12.79μm,其实测值Ra =7.36μm,Rz =40.01μm;进行喷砂和电解抛光处理后,表面粗糙度减小,即Ra =2.34μm,Rz =10.86。
激光熔化金属材料的精确控制

激光熔化金属材料的精确控制激光技术在现代工业中的应用越来越广泛,其中激光熔化金属材料是一项具有重要意义的技术。
通过激光束的高能量聚焦,金属材料可以被迅速加热至熔点以上,实现精确的控制。
本文将从激光熔化金属材料的原理、应用以及未来发展等方面进行探讨。
激光熔化金属材料的原理是利用激光束的高能量将金属材料加热至熔点以上,使其瞬间熔化成液态。
激光束的聚焦能力使得熔化过程可以在非常小的区域内进行,从而实现对金属材料的精确控制。
通过调整激光束的功率、聚焦点位置以及扫描速度等参数,可以控制金属材料的熔化深度、形状和尺寸等特征。
这种精确控制的能力使得激光熔化金属材料成为一种重要的制造工艺。
激光熔化金属材料的应用十分广泛。
首先,它可以用于制造复杂形状的零件。
传统的金属加工方法难以制造复杂曲面或内部结构复杂的零件,而激光熔化金属材料可以通过逐层堆积的方式制造出这些复杂形状。
其次,激光熔化金属材料还可以用于修复和再制造。
通过激光熔化,可以将损坏的金属零件重新熔化并加以修复,或者将废旧金属材料熔化后重新制造成新的零件。
这种再制造的方式不仅可以减少资源的浪费,还能够降低制造成本。
此外,激光熔化金属材料还可以用于制造微型零件和特殊材料。
激光束的高能量聚焦能力使得可以在微小的区域内进行加工,从而制造出微型零件。
而对于一些特殊材料,如高温合金和难加工材料,传统的加工方法往往效果不佳,而激光熔化金属材料则可以实现精确的控制。
尽管激光熔化金属材料在许多领域都有广泛的应用,但仍然存在一些挑战和限制。
首先,激光熔化金属材料的加工速度相对较慢。
由于激光熔化是逐层堆积的方式,因此制造一个复杂形状的零件需要较长的时间。
其次,激光熔化金属材料的成本较高。
激光设备的价格较高,加上材料的浪费和后续的加工工艺,使得激光熔化金属材料的成本相对较高。
此外,激光熔化金属材料还存在一些质量控制的问题。
由于激光熔化是一种非常复杂的加工过程,对于材料的熔化深度、熔化温度等参数的控制要求较高,而这些参数的控制对于最终产品的质量至关重要。
选区激光熔化快速成型过程分析
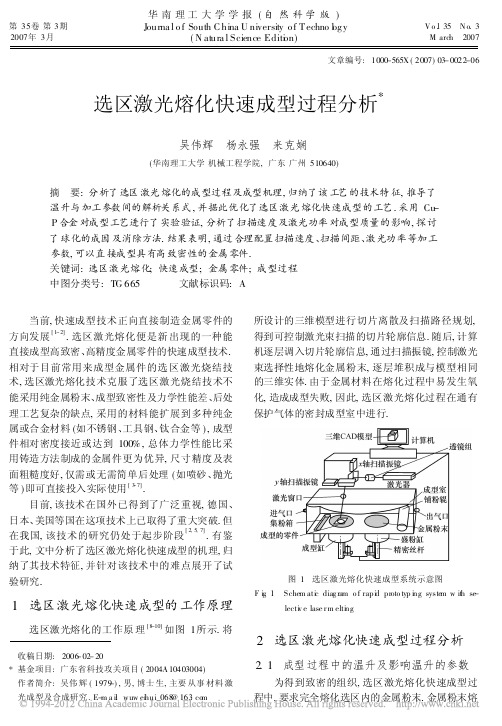
华南理工大学学报(自然科学版)第35卷第3期Journa l o f South C hina U niversity o f Techno l o g yV o.l 35 N o.32007年3月(N atura l Science Editi o n)M arch 2007文章编号:1000-565X (2007)03-0022-06收稿日期:2006-02-20*基金项目:广东省科技攻关项目(2004A 10403004) 作者简介:吴伟辉(1979-),男,博士生,主要从事材料激光成型及合成研究.E-m a i:l wuw ei hui_068@163.co m选区激光熔化快速成型过程分析*吴伟辉 杨永强 来克娴(华南理工大学机械工程学院,广东广州510640)摘 要:分析了选区激光熔化的成型过程及成型机理,归纳了该工艺的技术特征,推导了温升与加工参数间的解析关系式,并据此优化了选区激光熔化快速成型的工艺.采用Cu -P 合金对成型工艺进行了实验验证,分析了扫描速度及激光功率对成型质量的影响,探讨了球化的成因及消除方法.结果表明,通过合理配置扫描速度、扫描间距、激光功率等加工参数,可以直接成型具有高致密性的金属零件.关键词:选区激光熔化;快速成型;金属零件;成型过程中图分类号:TG 665 文献标识码:A当前,快速成型技术正向直接制造金属零件的方向发展[1-2].选区激光熔化便是新出现的一种能直接成型高致密、高精度金属零件的快速成型技术.相对于目前常用来成型金属件的选区激光烧结技术,选区激光熔化技术克服了选区激光烧结技术不能采用纯金属粉末、成型致密性及力学性能差、后处理工艺复杂的缺点,采用的材料能扩展到多种纯金属或合金材料(如不锈钢、工具钢、钛合金等),成型件相对密度接近或达到100%,总体力学性能比采用铸造方法制成的金属件更为优异,尺寸精度及表面粗糙度好,仅需或无需简单后处理(如喷砂、抛光等)即可直接投入实际使用[3-7].目前,该技术在国外已得到了广泛重视,德国、日本、美国等国在这项技术上已取得了重大突破.但在我国,该技术的研究仍处于起步阶段[2,5,7].有鉴于此,文中分析了选区激光熔化快速成型的机理,归纳了其技术特征,并针对该技术中的难点展开了试验研究.1 选区激光熔化快速成型的工作原理选区激光熔化的工作原理[8-10]如图1所示.将所设计的三维模型进行切片离散及扫描路径规划,得到可控制激光束扫描的切片轮廓信息.随后,计算机逐层调入切片轮廓信息,通过扫描振镜,控制激光束选择性地熔化金属粉末,逐层堆积成与模型相同的三维实体.由于金属材料在熔化过程中易发生氧化,造成成型失败,因此,选区激光熔化过程在通有保护气体的密封成型室中进行.图1 选区激光熔化快速成型系统示意图F i g .1 Schem ati c diag ram o f rapi d proto typ i ng syste m w it h se -lecti v e lase r m elti ng2 选区激光熔化快速成型过程分析2.1 成型过程中的温升及影响温升的参数为得到致密的组织,选区激光熔化快速成型过程中,要求完全熔化选区内的金属粉末.金属粉末熔化与否取决于金属粉末的温升$T.为方便讨论,文中进行了以下假设:(1)聚焦后的光斑形状为圆形,且功率分布均匀;(2)如图2所示,以图中最大的、面积为A 的圆表示激光斑点的大小,光斑内平行于x 轴的直线上有一与激光光斑圆边相切的面积为d A (d A <<A )的区域,设激光照射到该区域上的能量全部被吸收,并全部用来使垂直于该区域的、深度为E 的小圆柱升温.图2 扫描过程中激光光斑的移动F ig .2 M ovem ent o f l aser spo t during t he scann i ng若激光扫描方向平行于x 轴,则面积为d A 的区域受激光照射的时间为t =D cos Hv, 0[H [180b .照射到面积为d A 的区域的能量为Q =4P pD2@d A @D cos H v =4P d A cos H pD v .以面积为d A 的区域为上表面,则深度为E 的小圆柱的平均温升可近似表示为$T =Q d m c p =Q Q d Vc p =4P d A cos HpDv Q d A E c p =4P cos HpDv Q E c p(1)式中,D 为激光聚焦光斑直径,v 为激光光斑扫描速度,P 为激光功率,c p 为材料比定压热容,Q 为粉末密度,m 为小圆柱的质量.由于激光光斑以速度v 向右扫描,当d A 趋近于无穷小时,可认为d A 代表了激光扫描经过的粉末区的任何一个点.因此,根据式(1)可以得到激光扫描经过任一点的温升与加工参数的关系.在成型过程中,激光光斑不断移动,要使粉末层上某一点达到熔点,粉末必须在激光作用时间内快速升温.由式(1)可知,可采取以下途径:(1)提高激光功率P;(2)降低扫描速度v ;(3)减小激光聚焦光斑直径D.在成型过程中,随粉末温升的不同,会相继出现固相烧结、液相烧结、熔化、汽化和等离子化等工作阶段[11-12].选区激光熔化快速成型过程可能发生熔化、汽化和等离子化3个成型阶段,成型中要求必须熔化扫描经过的金属粉末.2.2 成型难点分析选区激光熔化快速成型工艺的实现十分困难,其主要原因在于:(1)大多数金属的熔点都很高,要在选区内完全熔化金属材料,必须在成型过程中提供足够的能量,这要求激光束必须有足够高的功率密度;(2)金属材料在成型过程中,容易因液态金属表面张力而产生球化现象,导致表面凹凸不平,甚至无法成型;(3)金属材料的热传导率高,在成型过程中易产生大的温度梯度,使液态金属凝固后产生大的残余应力,导致成型件变形、断裂.2.3 成型工艺优化为在激光扫描过程中完全熔化选区内的金属粉末,要求扫描过程能使扫描所经过的金属粉末迅速升温并达到熔点以上的温度.如上所述,要快速升温,可采取提高激光功率、降低扫描速度和减小激光聚焦光斑直径3种方法.提高激光功率虽然可以使粉末快速升温,但热影响区也会相应增大,使成型件的变形量增大,不利于提高成型精度,甚至可能使成型件发生断裂,导致成型失败.降低扫描速度也不可行.这是因为,扫描速度过低会导致扫描的热影响区增大,不利于提高成型精度,而且过低的扫描速度(如每秒几十毫米)会使成型效率大大降低,从而失去了该技术的商业价值.有鉴于此,研究中采用减小激光聚焦光斑的方法来使粉末快速升温.同时,为提高成型精度和成型效率,还采用了功率不大于200W 的中低功率激光器,以快速扫描的方式成型.激光聚焦光斑直径的大小主要取决于激光的光束质量.光束质量越好(即光束质量因子越接近1),光束的聚焦性能就越好.选区激光熔化快速成型中要求选用具有良好光束质量的激光器[13].3 实验验证3.1 成型设备与实验条件采用以华南理工大学为主研制的激光选区熔化快速成型样机DM i eta l 240作为工艺试验平台.该设备的技术指标见表1.23第3期吴伟辉等:选区激光熔化快速成型过程分析表1 快速成型样机的技术指标T able 1 T echn i ca l i ndex es of rap i d proto t yp i ng m ach i ne名称指标激光器类型连续式半导体泵浦Nd :YAG 激光器激光器光束质量因子约等于2激光器平均输出功率100W 激光器最大输出功率200W 激光波长1.06L m 聚焦透镜焦距500mm 最大成型速度3m /s 激光聚焦光斑直径100L m额定成型尺寸80mm @80mm @50mm实验材料为铜磷合金,颗粒大小为75L m,呈球形分布.成型过程中采用氩气进行局部保护.在进行扫描速度、扫描功率对比实验时,采用在粉末上直接成型一层的方法.三维金属实体堆积成型在A3钢基板上进行,成型后的组织采用200倍显微镜观察.3.2 单层熔化成型实验3.2.1 扫描速度对成型质量的影响图3是不同扫描速度下的单层熔化成型试样.由图3可见,在低的扫描速度下,试样表面相当粗糙,熔池沿扫描方向分裂成多个椭圆形长条,扫描速度越低,分裂越严重.图3 扫描速度对球化的影响F i g.3Infl uence o f scann i ng speed on balli ng激光功率:100W;材料:C u -P 合金分析认为,金属在从熔化到凝固的过程中发生了球化.球化是由于熔化的金属材料不能润湿下层的基础,液体上的表面张力试图将金属材料变成球体而引起的.如图4(a)如示,如果液体材料与固体材料不能完全润湿,则刚开始时,固-液-气三界面处于不平衡状态,液面将会作相应调整,最终与固体表面以一个接触角H c 相交(如图4(b)所示).图4 选区激光熔化过程中发生球化的示意图F i g .4 Ske tch of ba lli ng in se l ective l ase r m elting pro cess角H c 的大小符合杨氏方程,但是杨氏方程所表述的是平衡状态下的熔池状态,实际熔池从初态到终态的变化由界面间所做的粘附功决定[14].以C sl、C sv 和C lv 分别表示固-液、固-气和液-气界面的表面张力,若粘附功$G =C sl -C sv >0,则液体不能润湿固体,液态金属出现向球形收缩、使表面积达到最小的趋势,这时就发生了球化现象.粘附功越大,发生球化的趋势越明显,当$G =C sl +C lv -C sv >0时,液态金属就会完全收缩成一个球.球化过程需要一定的时间,如果金属的冷却速度大于球化速度,则会大大消除球化现象.基于这一思路,文中考察了不同扫描速度下的球化情况.由图3(b)、3(c)和3(d)可以看出,随着扫描速度的提高,球化现象大大减少.分析认为:当扫描速度增幅不大时,球化程度的降低主要是由熔化量的减少引起的;当扫描速度增加到较大值时,冷却速度渐24华南理工大学学报(自然科学版)第35卷渐赶上球化速度,熔池来不及完成球化过程就凝固了下来,使球化现象进一步减少.当扫描速度达到1m /s 时,球化对成型表面质量的影响就变得很微弱了.图3(a)表明,沿激光扫描方向发生的球化最为明显,试样表面形成了很多凹坑,而在水平方向几乎看不出球化.这是由于激光扫过粉末时,铺粉厚度相当于无穷大,扫描速度又低,使激光束在某点粉末上停留的时间过久,金属粉末吸收的能量过大,将该点周边的粉末相继吸进熔池,熔液受表面张力作用收缩成椭圆状.当激光束移动到下一个位置时,该处粉末量不足,就形成凹坑[15].在水平方向,由于相邻两扫描线间会发生部分重熔,因此在该方向几乎看不到球化现象(如图4(d)所示).但如果重熔量过多,会有部分熔液填补到凹坑中,形成网状凝固区域(见图3(a)中间部分).在相同激光功率下,采用很高的扫描速度,由于激光聚焦光斑直径很小,若扫描间距太大,会使相邻扫描线间无法连接.因此,成型过程中扫描速度与扫描间距要合理搭配.在分析扫描速度对成型的影响时,分别采用了011和0105mm 的扫描间距.图5所示为扫描速度对熔化深度的影响.由图5可知,随着扫描速度的增大,熔化深度以近似二次曲线的方式减小.在扫描速度相同的情况下,扫描间距小时熔化深度反而大.这是因为,在小的扫描间距下,相同面积区域激光经过的次数更多,使得热影响区更大,因此熔化深度也更大.图5 扫描速度与熔化深度的关系F i g.5 R elati onship bet w een scann i ng speed and m e lti ng dep t h激光功率:100W;材料:C u -P 合金在确定的激光功率与扫描间距下,一定的扫描速度对应着一定的熔化深度.因此,在成型过程中,设置铺粉厚度时要考虑扫描速度与扫描间距的配合,这样才能保证扫描过程不会出现因熔化深度不够而导致的断层现象.上述熔化深度是在粉层上实验所得到的数据.如果进行多层成型,由于粉末会铺在已成型好的实体上,而熔化固体比熔化粉末要消耗更多的能量,因此熔化深度会比直接在粉末上成型时小.3.2.2 激光功率对成型质量的影响图6所示为激光功率对成型质量的影响.由图6可知,当激光功率较低时,试样表面平滑,球化痕迹不明显.随着激光功率的增加,各道扫描熔化线凝固后渐渐收缩成一串串的球化珠,且功率越大球化珠直径越大,扫描熔化线断裂数越多.分析认为:激光功率增加会增大熔化的金属量,使得熔池表面积增大,这一方面使冷却凝固时间更长,有更充足的时间形成球化珠,另一方面,大的熔池固-液界面的表面张力C sl (见图4)也相对较大,使得熔液球化的趋势更明显.因此,出现了球化现象随激光功率增大而加剧的情况.图6 激光功率对成型质量的影响F i g .6Infl uence o f l ase r po w er on m olding qua lity扫描速度:015m /s ;扫描间距:0104mm;材料:Cu -P 合金由图6(c)和6(d)也可知,若激光功率太大,熔池表面积增大且冷却时间减慢,使球化更为严重,球化形成的不平坦表面也使熔液在未冷却前四处流淌,凝固后形成了很不规则的粗糙表面.因此,在不改变扫描速度的情况下,表面球化现象随激光功率的增加而更趋严重,表面质量更差.这不但会降低成型的精度,而且成型表面的凹凸不平在成型件中造成了大量的孔洞,使得成型件的致密性降低.因此,采用不改变扫描速度仅增加激光功率25第3期吴伟辉等:选区激光熔化快速成型过程分析的办法是不能得到良好的成型质量的.对比图3和图6还可发现,改变激光功率所引起的球化现象不如改变扫描速度的显著.因此,消除球化现象主要靠在成型过程中调整扫描速度来实现.3.3 三维致密金属零件堆积实验根据上述分析结果,对加工参数进行合理调配,按表2所列基本参数成型了一个三维金属零件.表2 加工参数表T ab l e 2 P rocessi ng para m ete rs参数名称参数值首层扫描速度0.2m /s 首层激光功率120W 第2~25层扫描速度0.7m /s 第2~25层激光功率75W 扫描间距0.05mm 铺粉厚度0.25mm 聚焦光斑直径约100L m由于基板为A3钢,与成型材料不是同种材料,且成型过程没有预热,因此,在成型首层时,采用了120W 的激光功率,以012m /s 的扫描速度成型,以保证首层与基板牢固结合,为后续各层的成型打下稳固的基础.为减小热影响区,后续各层采用的激光功率减小到75W.图7(a)为所成型零件的外观图.对比零件尺寸与模型尺寸发现,尺寸精度控制在?015mm 范围内,且零件形状完好,没有发生变形、断裂等现象.但由于铺粉厚度较大,为保证熔化深度,扫描速度未能达到上述分析的理想值,零件表面仍有少许球化现象.图7(b)为所成型零件的多层断面显微照片.该照片显示了多个图层,相邻两层间完全冶金结合,除有少许气孔和因夹渣而形成的孔隙外,绝大部分区域组织致密.通过估算孔洞面积占整体面积的比例,确定零件的相对密度为95%.4 结论(1)选区激光熔化快速成型过程中,应采用具有良好光束质量的中低功率激光器,以减小激光光斑的直径,实现快速升温.(2)单层熔化成型实验表明,提高扫描速度可以有效克服球化现象,但扫描速度太快会降低熔化深度.此外,小的扫描间距也有利于提高熔化深度.因此,在选区激光熔化过程中应当合理配置扫描速度和扫描间距.图7 所成型的致密金属零件F i g.7 H i gh -density m eta l pa rt fabricated by SLM材料:C u -P 合金(3)在单层熔化成型过程中,增加激光功率会使球化现象加剧,降低成型的致密性,但改变激光功率不如改变扫描速度引起的球化现象显著.(4)采用75W (首层为120W )的激光功率、以017m /s(首层为012m /s)的扫描速度成型了一个三维金属实体.分析发现,该实体相对密度达95%,相邻两层完全冶金结合,尺寸精度控制在?015mm 范围内.表明选区激光熔化工艺可直接成型出具有高致密性的金属零件.参考文献:[1] 王广春,赵国群.快速成型与快速模具制造技术及其应用[M ].北京:机械工业出版社,2004:1-10.[2] 冯涛.李志刚.快速成型与快速制模技术的最新发展)))Euro M o l d .2003考察报告[J].模具工业,2004,278(4):3-5.Feng T ao ,L i Zh-i gang .The latest deve l op m ents of rapid prototyp i ng and rapid tooli ng techno log i es [J].D i e &M ou l d Industry ,2004,278(4):3-5.[3] A be F ,O sakada K,Sh i om iM,e t a.l T he manu f ac t ur i ng ofha rd too ls fro m m e tallic po w de rs by se l ective laser m e lti ng [J].M ater i a ls P rocess i ng T echno logy ,2001,111(1/2/3):210-213.26华南理工大学学报(自然科学版)第35卷[4] Lu L,Fuh JY H,Chen Z D,e t a.l In sit u forma ti on o fT i Ccomposite usi ng se l ective laser m e lti ng [J].M ater i a ls R e -search Bu lleti n ,2000,35(9):1555-1561.[5] 杨永强,吴伟辉,来克娴,等.金属零件选区激光熔化直接快速成形工艺及最新进展[J].航空制造技术,2006(2):73-76.Y ang Y ong-qiang ,W uW e -i hu,i L ai K e -x i an ,e t a.l N e w est prog ress o f direct rap i d proto t yp i ng o fm eta l part by selec -ti ve laser m elti ng [J].A eronauti ca lM anufacturi ng T ech -no l ogy ,2006(2):73-76.[6] 龙雁,李元元,李小强,等.铁基粉末的恒流电致快速烧结[J].华南理工大学学报:自然科学版,2005,33(9):59-62.Long Y an ,L i Y uan -yuan ,L i X iao -q i ang ,et a.l F ast sinte -ri ng o f iron -based powders w ith constant e lectr i c current [J].Journa l o f South Chi na U n i versity of T echno logy :N a t ura l Sc i encc Ed iti on ,2005,33(9):59-62.[7] R eh m e O,Emm e l m ann C.R eproduc i bility f o r properti es o fse l ective l aser m elti ng [C ]M P roceed i ng s of the T h ird In -ternationa lW LT:Conference on L ase rs i n M anufactur i ng .M un ich :W LT,2005:1-6.[8] K rutha J P,F royenb L ,V an V aerenbergha J ,et a.l Selec -ti ve l aser m e lti ng o f iron -based powder [J].Journal o f M a teria l s P rocessi ng T echno l ogy ,2004,149(1/2/3):616-622.[9] A be F ,Santos E C ,et a.l Infl uence o f for m i ng cond iti onson the titani um m ode l i n rap i d proto typ i ng w ith t he selec -tive l aser m e lti ng process [J].J M echanical Eng i neer i ng Science ,2003,217(C):120-126.[10]Santos E C ,O sakada K,Sh i o m iM,e t a.l M i crostructure and m echan i ca l properties of pure titan i u m m odels fabr-i cated by se lecti ve l aser m elting [J].JM echanica lEng-i neer i ng Sc ience ,2004,218(C):711-719.[11] 顾冬冬,沈以赴,杨家林,等.多组分铜基金属粉末选区激光烧结致密化机理[J].中国有色金属学报,2005,15(4):597-602.G u Dong -dong ,Shen Y -i f u ,Y ang Jia -li n ,et a.l D ensifica -ti on m echanis m o fmu lt-i component Cu -basedm e tal pow -der i n se l ec ti ve l aser si nte ri ng process [J].T he Ch i nese Journa l of N onferrousM e tals ,2005,15(4):597-602.[12] 李俊昌.激光的衍射及热作用计算[M ].北京:科学出版社,2002:455-457.[13] Poprawe R,Schu lz W.D eve l op m ent and app licati on of ne w high -pow er laser bea m sources [J].R I K E N R e -v ie w,2003,1(50):3-10.[14] 蔡文娟.物理化学[M ].北京:冶金工业出版社,1997:157-213.[15] 张剑峰,沈以赴,赵剑峰,等.激光选区烧结N i 基金属粉末的熔凝特征[J].中国激光,2003,30(8):764-768.Zhang Jian -feng ,Shen Y -i f u ,Zhao Jian -feng ,e t a.l M e-l ti ng-so li dify i ng character istic of N -i based all oy pow ders by se lecti ve laser si nter i ng [J].Chi nese Journa l o f La -sers ,2003,30(8):764-768.Process Analysis of Rapid Prot otyping wit h Selecti ve LaserM eltingWu W ei -hui Yang Yong-qiang LaiK e -x ian(Schoo l ofM echan i ca l Eng i neering ,South Chi na U niv .o f T ech .,Guangzhou 510640,G uangdong ,Chi na)Abst ract :The process and m ec hanis m of a rapid prototyping m ethod ,na m e l y ,se lective laser m e lting ,were ana -l y zed .The characteristics of th is m ethod w ere then su mm ed up and a m at h e m atica l expressi o n w as deduced to descr i b e the relationsh i p bet w een the te m perature rise and the processi n g para m eters .M oreover ,the proposed ex -pressi o n w as used to op ti m ize the rap i d prototyping process .Experi m entsw ere fina lly conducted to verify the proto -typing process w ith Cu -P alloy as the m ateria,l by w hich the i n fl u ences o f the scann i n g speed and t h e l a ser po w er on the m o l d i n g qua lity ,the reasons fo r m eta l ba lli n g and the m ethods to avo i d balli n g w ere discussed.The results i n dica te tha,t by reasonab l y ad j u sting the pr ocessi n g para m eters ,such as the scanning speed ,the scanning space and the laser po w er ,m etal parts w ith high density can be directly fabricated .K ey w ords :selective laser m e lti n g ;rapid pro totyp i n g ;m eta l par;t prototyping process27第3期吴伟辉等:选区激光熔化快速成型过程分析。
激光选区熔化成形ZK61工艺及组织性能研究
激光选区熔化成形ZK61工艺及组织性能研究摘要:镁合金因其密度小、比强度高等优点被广泛应用于汽车、航空航天等领域,是当今绿色制造的首选材料。
激光选区熔化 (Selective laser melting, SLM)技术在制造性能优异、结构复杂的镁合金零部件方面有巨大的潜力。
本文以ZK61高强镁合金为实验材料,研究了基板材质对ZK61成形性能的影响、SLM工艺参数对ZK61成形样致密度的影响、优化SLM参数成形样的组织和力学性能。
结果表明:SLM成形ZK61镁合金对基板材质要求严格,须采用成分大致相同、润湿性好的基板。
ZK61成形窗口窄,成形件相对致密度对SLM参数比较敏感,在最优参数下可成形出相对致密度高达99.3%的试样。
在SLM成形快速冷却的作用下,ZK61合金中β'(Mg0.97Zn0.03)替换了常规的β(MgZn)相,晶粒尺寸仅为铸造ZK61的1/25。
SLM成形ZK61镁合金显微硬度为100 HV左右,约比铸造ZK61高出40%;在孔洞缺陷制约下,SLM成形ZK61镁合金的压缩性能与轧制ZK61性能有一定差距。
关键词:激光选区熔化;ZK61;工艺优化;组织性能TG146;V19Study on Process and Microstructure and Properties of ZK61 Alloy fabricated byLaser Selective MeltingYuan Hongwei(Guizhou Aerospace Fenghua precision equipment Co., Ltd,Guizhou Guiyang,550009) Abstract: Magnesium alloy has been widely used in automotive, aerospace and other fields due to its low density and high specific strength, and is the preferred material for green manufacturing. Selective Laser melting (SLM) has great potential in fabricating magnesium alloy parts with excellent performance and complex structure. In this paper, ZK61 high strength magnesium alloy was used as experimental material to study the influence of substrate material on the fabricating performance of ZK61, the influence of SLM process parameters on the density of ZK61. Microstructure and mechanical properties of ZK61 fabricated bySLM with optimization parameters were analyzed. The results indicated that SLM forming ZK61 alloy has strict requirements on the substrate, and substrate with roughly the same composition and good wettability was required. The SLM forming window of ZK61 was narrow, and the relative density of the forming part was sensitive to SLM parameters. Under the optimal parameters, specimens with the relative density up to 99.3% can be formed. Due to rapid cooling, the conventional β(MgZn) phase was replaced by β'(Mg0.97Zn0.03) phase in SLM ZK61 alloy, and the grain size of SLM ZK61 alloy was only 1/25 of that of the cast ZK61. The hardness of ZK61 alloy fabricated by SLM was about 100 HV, which was about 40% higher than that of casting ZK61. Due to the restriction of hole defects, there was a gap between the compression properties of SLM ZK61 alloy and that of rolling ZK61. Key words: selective laser melting ZK61 process optimization microstructure and properties1前言镁合金以其密度小、比强度高、比刚度高、良好的电磁屏蔽性能等优点,被广泛应用于汽车、航空航天、能源等领域,成为节能减排、绿色制造的首选材料[1]。
选择性激光熔化快速成型复杂零件精度控制及评价方法

若干途径 ; 并针 对常规精 度评 价方 法的不足 , 用 R pdF r 和 R N E 利 ai om A G 7等软 、 件 , 硬 以可摘 除局部 义齿 支架为例 , 出 了一种基 于逆 向工程 的精度评 定 方法 。结果表 明 , 提 要提 高快速 成型 零件 的尺 寸 形状 制造
pa it m a hii f ce c a d i bl y, c nng e in y n mpr v g pr cso e e c n u t d n e ii n e la in m eh d w a i i o i e iin w r o d c e ,a d apr cso vau to t o s n
・
工 艺与 装 备 ・
组合机床与自动化加工技术
文 章 编号 : 0 — 2 5 2 1 ) 2 0 0 0 1 1 2 6 ( 0 0 0 — 1 2— 4 0
选 择性 激 光熔 化 快速 成 型 复杂 零 件 精度 控 制及 评价 方法 : l :
陈光 霞 , 群 覃
( 汉大学 机 电与建筑 工程 学院工 业设计 系 , 汉 江 武 405 ) 3 0 6
C E u n -i, I u H N G a gxa Q N Q n
( c o lo lcrme h nc la d Arhtcu a n ie rn ,J n h n Unvri S h o fE e t o c a ia n c i trlE gn eig i g a ies y,Wu a 3 0 6,Chn ) e a t h n4 0 5 ia
激光热处理对铜材料变形行为和残余应力的影响研究

激光热处理对铜材料变形行为和残余应力的影响研究激光热处理作为一种先进的表面处理技术,已被广泛应用于各个领域。
其通过高能量的激光束照射材料表面,使其瞬间受热、熔融、再快速冷却,从而改变材料的组织结构和性能。
本文将重点研究激光热处理对铜材料变形行为和残余应力的影响。
铜作为一种重要的工程材料,在电子、航空航天、汽车等领域有着广泛的应用。
激光热处理可以极大地改善铜材料的性能,提高其硬度、强度等力学性能,并且增加了材料的耐腐蚀性能。
因此,研究激光热处理对铜材料变形行为和残余应力的影响,对于深入了解激光热处理机制,提高材料的性能具有重要意义。
首先,激光热处理对铜材料的变形行为有着显著的影响。
激光热处理过程中,由于材料表面受到高能激光束的加热,会发生局部的瞬时熔化和淬火,从而引起铜材料的变形。
研究表明,激光热处理可以显著减小铜材料的晶粒尺寸,提高其晶界密度和位错密度,从而改变了材料的变形机制。
此外,激光热处理还可以改变材料的形变行为,使其呈现出更好的塑性变形能力。
通过合理控制激光热处理参数,如激光功率、扫描速度等,可以实现对铜材料变形行为的精确控制。
其次,激光热处理对铜材料的残余应力有着重要的影响。
激光热处理过程中,由于材料表面瞬间受到高温和快速冷却的作用,会引起局部的热应力和相应的残余应力。
这些残余应力对材料的性能和稳定性有着重要影响。
研究表明,激光热处理可以降低铜材料的残余应力,使其更加平衡和稳定。
这是由于激光热处理过程中,通过快速冷却可以形成更加细小的晶粒和均匀的残余应力分布,减小了材料表面的应力集中效应。
此外,激光热处理还可以改善铜材料的晶界行为。
激光热处理过程中,由于材料表面受到激光束的高能量照射,会引起晶粒结构的变化和晶界的再结晶。
研究表明,激光热处理可以提高铜材料的晶界密度和晶界角度,从而提高了晶界的稳定性和强度。
这将有助于降低晶界的扩散速率和晶界的集中化应力,从而减小材料的变形和断裂倾向。
总之,激光热处理对铜材料的变形行为和残余应力有着重要的影响。
基于激光选区熔化的功能零件结构设计优化及制造关键技术研究
基于激光选区熔化的功能零件结构设计优化及制造关键技术研究一、引言在现代制造业中,功能零件的结构设计优化以及制造关键技术的研究对于提高产品性能和降低制造成本至关重要。
本文将探讨基于激光选区熔化的技术在功能零件的结构设计优化及制造中的应用。
二、激光选区熔化技术简介2.1 激光选区熔化原理激光选区熔化技术是一种利用激光束将金属粉末或线材熔化并逐层堆积成形的方法。
其中,激光束通过扫描光斑来控制熔化区域,从而实现精细的结构控制。
2.2 激光选区熔化的优势与传统的制造方法相比,激光选区熔化具有如下优势:•可以实现复杂形状的结构设计,提供更高的设计自由度。
•可以减少材料的浪费,提高资源利用率。
•可以实现微细结构和细粒度,提高材料性能。
•可以降低成本和制造周期。
三、功能零件结构设计优化3.1 结构优化目标在功能零件的结构设计优化中,我们的目标是提高零件的功能性能、降低重量和成本,并满足设计要求。
3.2 结构优化方法功能零件的结构优化可以通过以下方法来实现:1.拓扑优化:利用有限元分析方法,通过优化材料的分布和结构的连通性来实现零件的轻量化设计。
2.强度优化:通过考虑材料的应力分布和损伤准则,对零件的结构进行优化,使其具有更好的强度和刚度。
3.振动优化:对于需要抗振性能的零件,可以通过优化零件的几何形状和材料特性来提高其振动特性。
4.疲劳寿命优化:对于工作在高负荷下的零件,可以通过优化结构形状和减少应力集中来提高其疲劳寿命。
四、制造关键技术研究4.1 材料选择在激光选区熔化制造中,材料选择对于零件的性能和制造过程具有重要影响。
常见的原材料包括金属粉末和线材,选择合适的材料可以提高零件的机械性能和耐腐蚀性能。
4.2 工艺参数优化激光选区熔化的制造过程涉及多个工艺参数的控制,包括激光功率、扫描速度、激光束直径等。
通过优化这些参数,可以实现零件的制造质量和性能的最佳匹配。
4.3 表面处理技术激光选区熔化制造的零件表面存在一定的粗糙度和残余应力,这会对零件的性能和寿命产生一定影响。
基于激光选区熔化的功能零件结构设计优化及制造关键技术研究
基于激光选区熔化的功能零件结构设计优化及制造关键技术研究基于激光选区熔化的功能零件结构设计优化及制造关键技术研究激光选区熔化技术是一种新型的制造技术,它可以实现对材料的高精度加工和制造,具有广泛的应用前景。
本文主要研究基于激光选区熔化的功能零件结构设计优化及制造关键技术。
一、功能零件结构设计优化在功能零件结构设计中,需要考虑材料的性能、零件的功能和制造工艺等因素。
激光选区熔化技术可以实现对材料的高精度加工和制造,因此可以在设计中考虑更多的因素,以实现更好的设计效果。
1.材料的选择在功能零件结构设计中,需要选择合适的材料以满足零件的功能需求。
激光选区熔化技术可以实现对多种材料的加工和制造,因此可以选择更多的材料以满足不同的需求。
2.结构的优化在功能零件结构设计中,需要优化结构以满足零件的功能需求。
激光选区熔化技术可以实现对复杂结构的加工和制造,因此可以设计更加复杂的结构以实现更好的功能。
3.制造工艺的考虑在功能零件结构设计中,需要考虑制造工艺以实现零件的制造。
激光选区熔化技术可以实现对多种制造工艺的替代,因此可以选择更加适合的制造工艺以实现更好的制造效果。
二、制造关键技术研究在激光选区熔化技术的制造过程中,需要考虑多种关键技术以实现高质量的制造效果。
1.激光参数的优化在激光选区熔化技术的制造过程中,需要优化激光参数以实现高质量的制造效果。
激光参数的优化可以实现对材料的高精度加工和制造,以实现更好的制造效果。
2.选区熔化过程的控制在激光选区熔化技术的制造过程中,需要控制选区熔化过程以实现高质量的制造效果。
选区熔化过程的控制可以实现对材料的高精度加工和制造,以实现更好的制造效果。
3.制造设备的优化在激光选区熔化技术的制造过程中,需要优化制造设备以实现高质量的制造效果。
制造设备的优化可以实现对材料的高精度加工和制造,以实现更好的制造效果。
总之,基于激光选区熔化的功能零件结构设计优化及制造关键技术研究,可以实现对材料的高精度加工和制造,以实现更好的设计效果和制造效果。
激光选区熔化成形技术特点及零件特性分析
激光选区熔化成形技术特点及零件特性分析摘要:本文通过对金属3D打印技术与铸造方法的差异分析,介绍了常见的四种金属3D打印技术方法,分析了激光选区熔化成形技术的相关特征及其优缺点,展望了激光选区熔化成形技术的发展方向。
关键词:3D打印技术;熔化成形;技术特点;特性分析1 概述现代3D打印技术问世于上世纪80年代。
该技术以数字化模型文件为基础,基于离散堆积原理,采用离散材料(液体、粉末、丝等),通过逐层累加的方式来制造任意形状的零件或物体。
从生产特征上来说,金属3D打印技术与传统的去除材料的机械加工方法截然不同,其最大差异在于“增材制造[1]”,但金属3D打印技术与铸造方法虽然生产特征也不同,但却非常接近,二者都是采用熔化的合金“堆积”来形成零件,只不过铸造“堆积”的是经过熔炼的均匀合金液且堆积材料连续并整体一致,而金属3D打印则是以瞬间熔化的合金液逐滴、逐条、逐层堆积,最后熔合在一起形成零件。
简单对比就可看出,金属3D打印零件的堆积方式不同于铸造,金属3D打印是逐滴、逐条、逐层堆积,是离散堆积,而铸造是连续堆积。
堆积方式不同必然对材料组织的形成产生影响,材料组织不同必将对应不同的性能特点,不同的性能特点则意味着不同的用途以及使用领域。
如何科学的评价这两种组织之间的差异以及给出金属3D打印零件是否可以替代之前采用的铸件对于普通零件设计者来说是一件相对复杂的工作。
但无论如何,分析金属3D打印零件的相关特征并给出其优缺点,无疑将对科学的选择和应用金属3D打印技术,并对金属3D打印技术的发展产生积极地意义。
2 常见金属3D打印技术简介常见的金属3D打印技术主要有电子束选区熔化成形、激光熔融沉积成形、电子束熔丝沉积成形、激光选区熔化成形[2]四种。
电子束选区熔化成形是在真空环境下以电子束为热源,以金属粉末为成形材料,通过不断在粉床上铺展金属粉末然后用电子束熔化,使一个个小小的熔池相互熔合并凝固,这样不断进行最后形成完整的零件实体。
选区激光熔化成形GH3230合金组织及性能研究
1 实验材料与方法
本实验使用的原料为超高速等离子旋转电极 (SS-PREP) 雾
化法制备的 SS-PREP®GH3230 合金粉末,粉末粒径为 15-53 μm,
合金元素成分如表 1 所示。表 2 为 SS-PREP®GH3230 合金粉末
粒径及粉末物理性能,由表 1 可知,SS-PREP®GH3230 合金粉末
能的影响。实验结果表明,在最佳成形参数下,组织中微裂纹尺寸最小,且为 41.13 μm,致密度可达 99.95% ;沿微裂纹边界存在
M6C 型碳化物偏析 ;在体能量密度相当的基础上,激光功率和扫描速度,对于熔池的能量输入不一致,所造成的缺陷类型存在差
异。热等静压可使沉积态组织中微裂纹闭合,且沿晶界及晶内析出 M6C 型碳化物 ;相比热等静压态,经过热等静压 + 热处理,合
粒度区间窄,且粉末的平均粒径为 44.96μm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点, 已被广泛应用于汽车制造行业、 快速模具制造、 航 [12 ] 。 将快速原型技术应用 空航天和医学等多个领域 到电火花加工用的工具电极的制备中 , 有两种方法:一 是间接法, 即通过快速原型技术得到电极芯模 , 再通过 、 ; 电铸 喷涂等方法制作出工具电极 二是直接法, 即利 用快速原型技术制造出工具电极原型件 , 再经过后处 理得到工具电极。其中, 间接法工序较多、 加工时间较 长且电极损耗率较高, 而直接法的加工材料主要是一 [34 ] 。 学者对激光烧结纯铜粉末的 些多组分金属粉末 研究 研究很少。本文中对纯铜粉末进行了 SLM 实验, 了铺粉厚度为 0. 05mm 时, 工艺参量对成形件尺寸精 。 度的影响 SLM 成形的误差来源主要有: 数据处理误差、 设 [5 ] 备误差、 加工误差等 。 本文中不考虑其它误差, 主
引
言
SLM ) 激光选区熔化技术 ( selective laser melting, 是一种自下而上累加材料的制造方法, 最早由 德 国 Fraunhofer 激光技术研究所提出, 是快速原型技术的一 SLM 技术对被加工零件的 种。相对于传统加工工艺, 形状没有要求, 在保证零件良好性能的基础上缩短了 加工周期、 提高了生产效率; 对市场需求响应快等特
第 41 卷第6 期 Nhomakorabea2017 年 11 月
激 光 技 术 LASER TECHNOLOGY
Vol. 41 , No. 6 2017 November,
文章编号: 1001-3806 ( 2017 ) 06-0852-06
激光选区熔化纯铜成形件尺寸精度的研究
1 2* 1 2 张晓刚 ,李宗义 ,刘 艳 ,张 昊
Study on dimensional accuracy of pure copper forming parts by laser selective melting
ZHANG Xiaogang1 ,LI Zongyi2 ,LIU Yan1 ,ZHANG Hao2
( 1. College of Mechnoelectronic Engineering,Lanzhou University of Technology,Lanzhou 730050 ,China; 2. Gansu Institute of Mechanical & Electrical Engineering,Tianshui 741000 ,China) Abstract: Effect of process parameters on size precision of melting copper powder forming parts by means of selective laser melting forming was studied based on orthogonal experiments. The influence of technological parameters on absolute error of forming dimension and the effect of various factors on dimensional accuracy were analyzed when the thickness of feeding powder was 0. 05mm. The order of the influence of each process parameter on the absolute error of size is the scanning interval,scanning speed,laser power and scanning path. The optimum parameter combination is laser power of 360W, scanning speed of 1050mm / s, scanning interval of 0. 08mm and scanning mode of spiral. The results show that,the absolute error of dimension increases with the increase of laser power and decreases with the increase of scanning speed and scanning interval. The influence of different scanning paths on the absolute error of size is small. The absolute error of size increases with the increase of bulk energy density within the range of factor. The research provides the basis for the selection of parameters in laser sintering of pure copper powder. Key words: laser technique; selective laser melting; process parameter; absolute error of size; orthogonal experiment; volume energy density
( 1. 兰州理工大学 机电工程学院,兰州 730050 ; 2. 甘肃机电职业技术学院,天水 741000 ) 摘要: 为了研究工艺参量对激光选区熔化纯铜粉末成形件尺寸精度的影响, 采用正交实验对纯铜粉末进行了激光选 工艺参量对成形件尺寸绝对误差的影响规律及各因素对尺寸精度的影 区熔化成形研究。分析了铺粉厚度为 0. 05mm 时, 响机理, 确定了各工艺参量对尺寸绝对误差影响的主次顺序为扫描间距 > 扫描速率 > 激光功率 > 扫描路径, 得到最优的工 扫描速率 1050mm / s, 扫描间距 0. 08mm, 扫描方式是 spiral。结果表明, 成形件尺寸绝对误差 艺参量组合为激光功率 360W, 随激光功率的增大而增大, 随扫描速率、 扫描间距的增大而减小;不同扫描路径对尺寸绝对误差的影响差别较小;在因素水 平范围内, 尺寸绝对误差随体能量密度的增加而增大。该研究为激光烧结纯铜粉末时的参量选择提供了一定依据。 关键词: 激光技术;激光选区熔化;工艺参量;尺寸绝对误差;正交实验;体能量密度 doi:10. 7510 / jgjs. issn. 10013806. 2017. 06. 017 中图分类号: TG156. 99 文献标志码: A