国外选区激光熔化成形技术在航空航天领域应用现状_董鹏

1
铺粉
国外选区激光熔化成形技术在航空航天领域应用现状
董鹏
陈济轮
(首都航天机械公司,北京100076)
摘要:选区激光熔化成形技术具有制造精度高、表面质量好以及能够实现悬空、复杂内腔和型面等复杂构件的整体制造等特点,是满足航空航天领域中复杂薄壁精密构件高精度、高性能、高柔性与快速反应的理想制造方法。本文对国外选区激光熔化成形技术在航空航天领域的应用以及技术发展方向进行了分析。
关键词:选区激光熔化成形;航空航天;应用现状
Current Status of Selective Laser Melting for Aerospace Applications Abroad
Dong Peng
Chen Jilun
(Capital Aerospace Machinery Company,Beijing 100076)
Abstract :Selective laser melting can manufacture complex geometries structures with thin walls and hidden voids or channels without tools or mould,for difficult-to-machine materials.It provides a high efficiency,high-quality,flexible manufacturing technique for manufacturing components in aerosapce fields.The current status and the trends of of selective laser melting for aerospace applications in abroad were analysed.
Key words :selective laser melting ;aerospace ;current status of applications 1
引言
金属材料增材制造技术是在航空航天领域关键件研制需求的牵引下诞生的,由于其特有的技术优势,使得各国政府和研究结构投入大量的人力、物力、
财力进行该项技术的研究。近些年在航空航天领域迫切需求的牵引以及计算机技术、激光技术以及材料科学等相关基础技术快速发展的推动下,增材制造技术发展十分迅速。
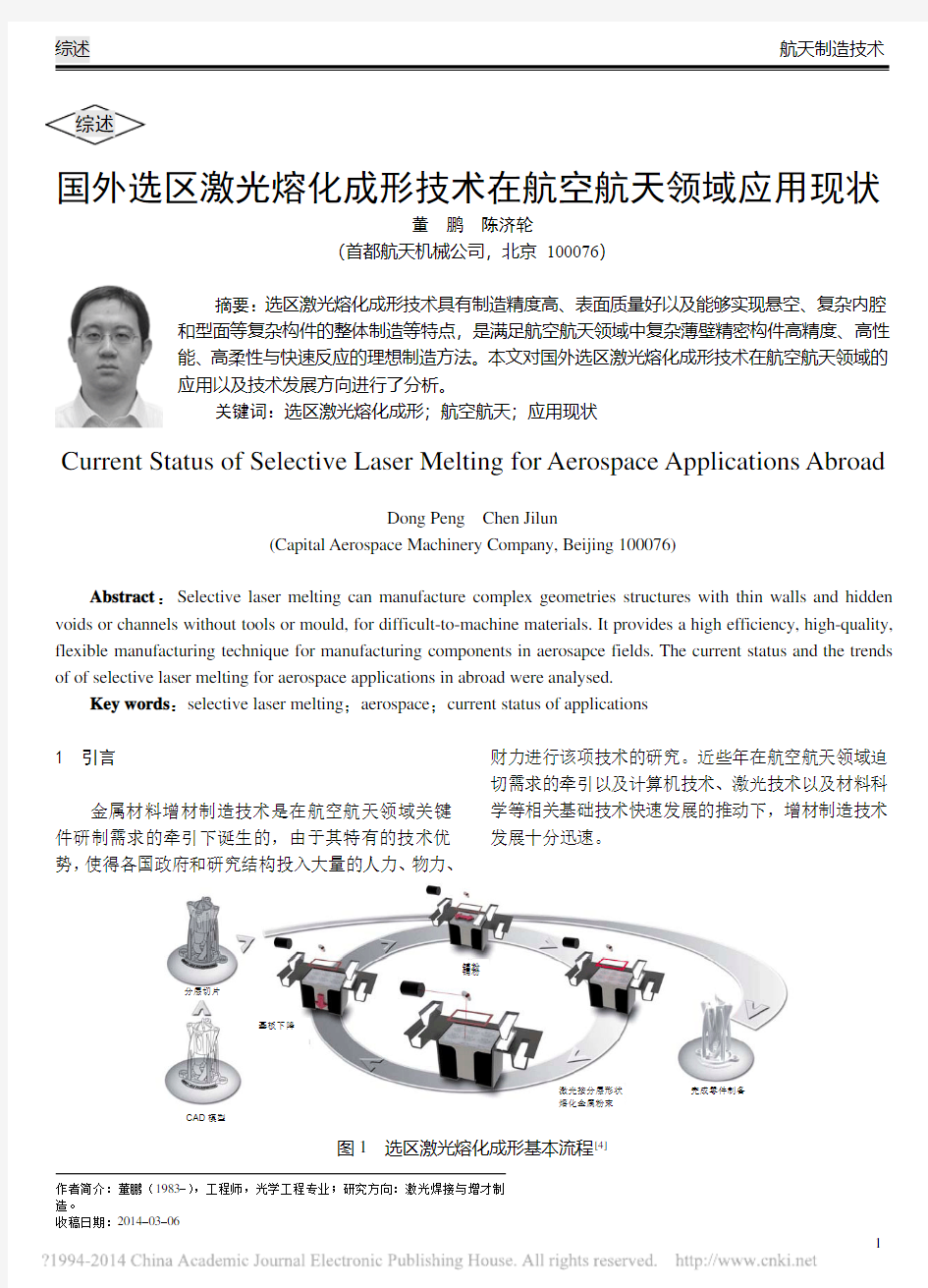
图1选区激光熔化成形基本流程[4]
作者简介:董鹏(1983-),工程师,光学工程专业;研究方向:激光焊接与增才制造。
收稿日期:2014-03-06
CAD 模型
分层切片
铺粉
激光按分层形状熔化金属粉末
基板下降
完成零件制备
2
选区激光熔化成形(Selective laser melting ,简称SLM )技术最早由德国Fraunhofer 激光技术研究所提出,是一种基于粉床铺粉的金属材料增材制造技术,其基本成形流程如图1所示。首先将零部件CAD 模型分层切片,采用预铺粉的方式,扫描振镜带动激光束在计算机控制下沿图形轨迹扫描选定区域的合金粉末层,使其熔化并沉积出与切片厚度一致、形状为零件某个横截面的金属薄层,直到制造出与构件CAD 模型一致的金属零件。
SLM 技术具有制造精度高(可达0.05mm )、质量好,加工余量很小或无加工余量。采用该技术成形的零件除精密的配合面之外,一般经喷砂或抛光等后续简单处理就可直接使用。适合于中、小型悬空、复杂内腔和型面等复杂薄壁型腔结构件的高精度整体快速制造。2
技术装备发展
2003年底德国MCP-HEK 推出了世界上第一台SLM 设备。近年来,德国EOS 、Concept Laser 、SLM Solutions 、英国Renishaw 等技术公司在激光选区熔化成形技术与设备方面取得了长足的进步。SLM 设备采用的激光器几乎都采用高光束质量、维护性好、光电转化效率高的光纤激光器。目前,国外知名公司研制的金属激光选区熔化成形设备的成形缸面积范围一般为250mm×250mm ,高度一般在300mm 左右。如德国EOS GmbH 公司的M280(如图2所示),英国RENISHAW 公司的AM250等,设备都采用单束激光,功率一般为200~400W 。
图2
EOS M280SLM 成形设备[5]
为了进一步提高激光选区熔化成形的制造尺寸
以及效率,2012年11月,德国SLM-Solutions 公司推出了两台400W/1000W 激光器配两套扫描振镜组成的双光束激光选区熔化成形系统,如图3所示,该设备成形缸的尺寸范围为500mm×280mm×325mm [6]。这两台激光扫描装置可以单独工作,也可以同时工作。为满足航空航天等领域大尺寸零件成形的需求,Concept Laser 和EOS 公司正在研制成形腔体积为500mm×500mm×500mm 的SLM 设备。
图3SLM-Solution 双光束激光选区熔化成形设备[6]
3技术研究与应用
由于选区激光熔化成形技术特有的技术优势,欧美等发达国家近年来加快了该项技术的研发应用步伐。欧美高校、研究所在欧盟第六、第七框架计划(
European
Union
Sixth/Seventh
Framework
Programme )、德国研究基金(German Research Foundation )、美国国防部、能源部、增材制造创新研究院、英国工程与物理科学研究委员会(Engineering and Physical Science Research Council )等国家机构以及波音、洛克希德-马丁、EADS 等大型航空航天企业的资助下比利时鲁文大学、英国利兹大学、英国利物浦大学、日本大阪大学德国亚琛工业大学以及英国TWI 、德国Fraunhofer 激光技术研究所等科研机构在材料特性、缺陷控制、应力控制等成形技术基础问题以及工程化应用方面开展了大量的研究[7~16]。
在应用研究方面,美国GE 公司在各大型企业中率先成立金属材料激光熔化增材制造研发团队,并于2012年通过收购了Morris 和RQM 两家专业从事SLM 制造技术的公司,掌握了金属材料SLM 成形核
心技术。图4为GE/Morris 公司采用SLM 成形技术制造的复杂结构金属零件[17]。
3
a
航空发动机燃烧室b 航空发动机喷嘴
c 薄壁散热器
d 薄壁夹层喷嘴
图4采用SLM 技术试制的复杂薄壁金属零部件
GE 公司计划在LEAP 喷气发动机中采用SLM 制造燃油喷嘴,如图5所示,每台发动机预计19个燃油喷嘴。该型发动机预计2015年底到2016年初开始组装,GE 公司预计在未来三年内每年生产25000个
燃油喷嘴[17]。
图5GE Aviation 的LEAP 喷气发动机
在航天领域,NASA 马歇尔航天飞行中心(NASA’s Marshall Space Flight Center in Huntsville,Ala.)的研究人员于2012年将选区激光熔化成形技术应用于多个型号航天发动机复杂金属零件样件的制造,如图6所示。马歇尔中心先进制造团队负责人肯库珀认为:“选区激光熔化成形技术采用激光束逐层按零件二维切片形状熔化金属粉末,实现复杂零件的制造。这种制造工艺可以直接实现计算机辅助设计三维复杂结构件的高性能高精度的整体制造制造。”NASA 认为采用选区激光熔化成形技术可以降低零件
制造时间,可从传统工艺的数月降至数周,降低了零件的制造成本。由于零件采用整体制造,可以提高零件的整体性和结构强度,提高零件的可靠性[18]。NASA 目前暂定在
2017
年第一次“太空发射系统”飞行试验中使用由激光选区熔化技术制造的零部件。
a
多通构件b J-2X 燃气发生器导管
c RS-25缓冲器
图6
NASA 采用SLM 技术成形技术
制备发动机零部件
2013年8月,NASA 对SLM 制造的J-2X 发动机喷注器样件进行了热试车,如图7所示,结果表明,
SLM 制造的零件可完全满足发动机零件的设计使用
要求。
a
SLM 制备态喷注器
b 加工后的喷注器
c 热试车过程
图7J-2X 发动机热试车
4未来技术发展
4
选区激光熔化成形技术为航空航天构件的制备
提供了一种革命性的制造方法,可以用于制造受传统
工艺方法无法制备的材料与结构,同时,选区激光熔
化成形技术也为结构设计提供全新的思路。
4.1网状拓扑结构轻量化设计制造
选区激光熔化成形技术的发展使得网状拓扑结
构轻量化设计与制造成为现实。连接结构的复杂程度
不再受制造工艺的束缚,可设计成满足强度、刚度要
求的规则网状拓扑结构,以此实现结构减重。图8为
EADS为A380门支架(Door bracket)的优化结构,
采用网状拓扑优化后在保持原有强度的基础上实现
40%减重。除此之外,采用选区激光熔化成形技术也
可以实现海绵、骨头、珊瑚、蜂窝等仿生复杂网状强
化拓扑结构的优化设计与制造,达到更显著的减重效
果。
图8拓扑优化的Airbus A380门支架(Door bracket)[5]
4.2三维点阵结构设计制造
与蜂窝夹层板这种典型的二维点阵结构相比,三
维点阵结构可设计性更强,比刚度和比强度、吸能性
能经过设计可以优于传统的二维蜂窝夹层结构,图9
为三位点阵结构以及点阵夹层结构[19]。受到制造手段
的限制,传统制造方法难以实现三维点阵结构的高质
量、高性能制造,而基于粉床铺粉的SLM技术较为
适宜制造这类复杂的空间结构。制备不同材料、不同
结构特征的空间点阵结构是目前SLM技术研究的热
点之一[20~22]。
a三维点阵结构b点阵夹层结构
图9三维点阵结构域点阵夹层结构
4.3陶瓷颗粒增强金属基复合材料-结构一体化制
造
陶瓷颗粒增强金属基复合材料具有良好的综合
性能。目前,制备方法有很多种,例如粉末冶金、铸
造法、熔渗法和自蔓延高温合成法等。但是由于陶瓷
增强颗粒与金属基体之间晶体结构、物理性质以及金
属/陶瓷界面浸润性差异的影响,采用常规方法容易导
致成形过程中增强颗粒局部团聚或界面裂纹。选区激
光熔化制备过程中温度梯度大(7×106K/s),冷却凝固
速度快,可使金属基体中颗粒增强项细化到纳米尺度
且在金属基体内呈弥散分布,可以有效约束金属基体
的热膨胀变形,克服界面裂纹[23,24]。此外,选区激光
熔化成形可以在材料制备的同时完成复杂结构的制
造,实现材料-结构的一体化制造。
a TiC与Inconel625混合粉末
b SLM成形态TiC增强Inconel625显微组织
图10SLM制备TiC增强Inconel625高温合金[23]
5结束语
通过对国外SLM技术研究应用现状分析表明:
a.国外在政府以及非盈利机构支持下,以航空航
天工程需求为牵引,由大型军工企业集团牵头,联合
高等院校、专业研究机构以及设备制造厂商,进行了
大量技术基础研究工作,“产、学、研”结合紧密,
推动了金属材料SLM技术的快速发展。
b.SLM技术涉及到光-电、材料、数字化等系列技术领域,专业性很强,技术与设备关联紧密,设备制造商除研制SLM设备之外,同时需要研究相关的技术,有利于推动该项技术工程化应用进程。
c.国外SLM成形设备发展比较成熟,研制了部分样件并进行了相关试验,但在实现技术的工程化应用方面仍存在许多基础理论问题需要解决。
d.从发展趋势上看,未来SLM设备向多光束,制造向大成形尺寸、高制造效率方向发展。SLM技术除在钛合金、高温合金材料、工具钢等材料进行研究应用外,未来还将向陶瓷颗粒增强金属基复合材料、高熔点合金(如钨合金、铼铱合金等)以及陶瓷等材料延伸。
参考文献
1陈济轮.激光快速制造技术在我国航天制造领域的应用展望[J].航天制造技术,2010(6):2
2杨永强,吴伟辉,来克娴,等.金属零件选区激光熔化直接快速成形工艺及最新进展[J].航空制造技术,2006(2):73~76
3李涤尘,田小永,王永信,等.增材制造技术的发展[J].电加工与模具,2012(A01):20~22
4Direct manufacturing Research Center and Heinz Nixdorf Institute, University of Paderbom.Thinking ahead the Future of Additive Manufacturing–Innovation Roadmapping of Required Advancements[R] 5https://www.360docs.net/doc/3d12375149.html,/en
6https://www.360docs.net/doc/3d12375149.html,/index.php?index_de
7Bourell D L,Beaman J B,Leu M C,et al.A brief history of additive manufacturing and the2009roadmap for additive manufacturing:looking back and looking ahead[C]//US-Turkey Workshop on Rapid Technologies.
2009
8Chlebus E,Ku?nicka B,Kurzynowski T,et al.Microstructure and mechanical behaviour of Ti-6Al-7Nb alloy produced by selective laser melting[J].Materials Characterization,2011,62(5):488~495
9Agarwala M,Bourell D,Beaman J,et al.Direct selective laser sintering of metals[J].Rapid Prototyping Journal,1995,1(1):26~36
10Buchbinder D,Schleifenbaum H,Heidrich S,et al.High power selective laser melting(HP SLM)of aluminum parts[J].Physics Procedia,2011,12:271~278
11Mumtaz K A,Hopkinson N.Selective laser melting of thin wall parts using pulse shaping[J].Journal of Materials Processing Technology,2010, 210(2):279~28712Brandl E,Heckenberger U,Holzinger V,et al.Additive manufactured AlSi10Mg samples using Selective Laser Melting(SLM):Microstructure, high cycle fatigue,and fracture behavior[J].Materials&Design,2012, 34:159~169
13Lu L,Fuh J Y H,Chen Z D,et al.In situ formation of TiC composite using selective laser melting[J].Materials Research Bulletin,2000,35(9):1555~1561
14Chlebus E,Ku?nicka B,Kurzynowski T,et al.Microstructure and mechanical behaviour of Ti-6Al-7Nb alloy produced by selective laser melting[J].Materials Characterization,2011,62(5):488~495
15Vrancken B,Thijs L,Kruth J P,et al.Heat treatment of Ti6Al4V produced by Selective Laser Melting:Microstructure and mechanical properties[J].
Journal of Alloys and Compounds,2012,541:177~185
16Amato K N,Gaytan S M,Murr L E,et al.Microstructures and mechanical behavior of Inconel718fabricated by selective laser melting[J].Acta Materialia,2012,60(5):2229~2239
17https://www.360docs.net/doc/3d12375149.html,/about-us/openinnovation
18Larry Greenemeier(November9,2012).“NASA Plans for3-D Printing Rocket Engine Parts Could Boost Larger Manufacturing Trend”.
Scientific American.Retrieved November13,2012
19Wadley H N G,Fleck N A,et al.Fabrication and structural performance of peridic cellular metal sandwich structure[J].Composites Science and Technology,2003,63:2331~2343
20Murr L E,Gaytan S M,Medina F,et al.Next-generation biomedical implants using additive manufacturing of complex,cellular and functional mesh arrays[J].Philosophical Transactions of the Royal Society A:Mathematical,Physical and Engineering Sciences,2010,368(1917):1999~2032
21Chu C,Graf G,Rosen D W.Design for additive manufacturing of cellular structures[J].Computer-Aided Design and Applications,2008,5(5):686~696
22Rehme O,Emmelmann C.Rapid manufacturing of lattice structures with selective laser melting[C]//Lasers and Applications in Science and Engineering.International Society for Optics and Photonics,2006:61070K-61070K-12
23Cooper D E,Blundell N,Maggs S,et al.Additive layer manufacture of Inconel625metal matrix composites,reinforcement material evaluation[J].
Journal of Materials Processing Technology,2013,213(12):2191~2200 24Gu D,Hagedorn Y C,Meiners W,et al.Selective Laser Melting of in-situ TiC/Ti5Si3composites with novel reinforcement architecture and elevated performance[J].Surface and Coatings Technology,2011, 205(10):3285~3292
5
金属零件激光选区熔化3D打印装备与技术
金属零件激光选区熔化3D打印装备与技术随着科学技术日新月异的进步,机械加工行业不断发展。而快速成型技术,尤其是激光3D打印技术在机械加工行业中起到了越来越大的作用,并渐渐在制造业得到了广泛应用,成为了如今机械制造业中不可或缺的一部分。3D打印技术正在快速改变我们传统的生产方式和生活方式,不少专家认为,以数字化、网络化、个性化、定制化为特点的3D打印制造技术将推动第三次工业革命。 金属零件3D打印技术作为整个3D打印体系中最前沿和最有潜力的技术,是先进制造技术的重要发展方向。按照金属粉末的添置方式将金属3D打印技术分为三类:(1)使用激光照射预先铺展好的金属粉末,即金属零件成型完毕后将完全被粉末覆盖。这种方法目前被设备厂家及各科研院所广泛采用,包括直接金 属激光烧结成型(Direct Metal Laser Sintering,DMLS)、激光选区熔化(Selective laser melting,SLM)和LC(Laser Cusing)等;(2)使用激光照射喷嘴输送的粉末流,激光与输送粉末同时工作(Laser Engineered Net Shaping,LENS)。该方法目前在国内使用比较多;(3)采用电子束熔化预先铺展好的金属粉末(Electron Beam Melting,EBM),此方法与第1类原理相似,只是采用热源不同。 激光选区熔化技术是金属3D打印领域的重要部分,其采用精细聚焦光斑快速熔化300-500目的预置粉末材料,几乎可以直接获得任意形状以及具有完全冶金结合的功能零件。致密度可达到近乎100%,尺寸精度达20-50微米,表面粗糙度达20-30微米,是一种极具发展前景的快速成型技术,而且其应用范围已拓展到航空航天、医疗、汽车、模具等领域。 目前SLM设备的研究和开发也成为了国内外快速成型领域的热点。本文对SLM设备的组成和成型原理进行了一个概述性的介绍,对比了国内外SLM设备的参数,并对SLM设备和技术的发展进行了展望。 SLM成型设备 SLM设备一般由光路单元、机械单元、控制单元、工艺软件和保护气密封单元几个部分组成。 光路单元主要包括光纤激光器、扩束镜、反射镜、扫描振镜和F-?聚焦透镜等。激光器是SLM设备中最核心的组成部分,直接决定了整个设备的成型质量。近年来几乎所有的SLM 设备都采用光纤激光器,因光纤激光器具有转换效率高、性能可靠、寿命长、光束模式接近基模等优点。由于激光光束质量很好,激光束能被聚集成极细微的光束,并且其输出波长短,因而光纤激光器在精密金属零件的激光选区熔化快速成型中有着极为明显的优势。扩束镜是对光束质量调整必不可少的光学部件,光路中采用扩束镜是为了扩大光束直径,减小光束发散角,减小能量损耗。扫描振镜由电机驱动,通过计算机进行控制,可以使激光光斑精确定位在加工面的任一位置。为了克服扫描振镜单元的畸变,须用专用平场F-?扫描透镜,使得聚焦光斑在扫描范围内得到一致的聚焦特性。
国外选区激光熔化成形技术在航空航天领域应用现状_董鹏
1 铺粉 国外选区激光熔化成形技术在航空航天领域应用现状 董鹏 陈济轮 (首都航天机械公司,北京100076) 摘要:选区激光熔化成形技术具有制造精度高、表面质量好以及能够实现悬空、复杂内腔和型面等复杂构件的整体制造等特点,是满足航空航天领域中复杂薄壁精密构件高精度、高性能、高柔性与快速反应的理想制造方法。本文对国外选区激光熔化成形技术在航空航天领域的应用以及技术发展方向进行了分析。 关键词:选区激光熔化成形;航空航天;应用现状 Current Status of Selective Laser Melting for Aerospace Applications Abroad Dong Peng Chen Jilun (Capital Aerospace Machinery Company,Beijing 100076) Abstract :Selective laser melting can manufacture complex geometries structures with thin walls and hidden voids or channels without tools or mould,for difficult-to-machine materials.It provides a high efficiency,high-quality,flexible manufacturing technique for manufacturing components in aerosapce fields.The current status and the trends of of selective laser melting for aerospace applications in abroad were analysed. Key words :selective laser melting ;aerospace ;current status of applications 1 引言 金属材料增材制造技术是在航空航天领域关键件研制需求的牵引下诞生的,由于其特有的技术优势,使得各国政府和研究结构投入大量的人力、物力、 财力进行该项技术的研究。近些年在航空航天领域迫切需求的牵引以及计算机技术、激光技术以及材料科学等相关基础技术快速发展的推动下,增材制造技术发展十分迅速。 图1选区激光熔化成形基本流程[4] 作者简介:董鹏(1983-),工程师,光学工程专业;研究方向:激光焊接与增才制造。 收稿日期:2014-03-06 CAD 模型 分层切片 铺粉 激光按分层形状熔化金属粉末 基板下降 完成零件制备
中国航空航天事业的现状与未来
中国航空航天事业的现状与未来 随着中国社会主义市场经济体制的初步建立和不断完善,从1956年至今,我国的航空航天事业取得了令世人瞩目的成就。航空航天事业的发展也带动了一系列科学技术的进步,其中包括天文学、地球科学、生命科学、信息科学以及能源技术、生物技术、信息技术、新材料新工艺等的研究与发展,同时各种卫星应用技术、空间加工与制造技术、空间生物技术、空间能源技术大大增强了人类认识和改造自然的能力,促进了生产力的发展。 中国政府高度重视航空航天产业的发展,将其作为国家战略性新兴产业和优先发展的高技术产业。经过艰苦努力,中国依靠自己的力量,研制并成功发射了15种类型、近50颗人造地球卫星和3艘试验飞船。如今,航空航天行业是支持整个中国的重要行业。 航天技术的直接应用为人类可持续发展开辟了更广阔的道路,不仅提高了人类生活的质量,改善了人类的生活环境,还将发挥保护人类、保护地球的重要作用。比如,卫星通信技术为现代社会提供了电话、电报、传真、数据传输、电视转播、卫星电视教育、移动通信、数据收集、救援、电子邮政、远程医疗等上百种服务,使人类生活方式发生了重要变化。而载人航天、空间站、天体探测与地外资源开发技术又为人类的未来开辟了美好的前景。航空航天事业对国家,在军事国防上讲,具有中流砥柱的地位。这也是为什么我国开展“两弹一星”工程的主要原因。拥有航天火箭发射能力,是一个国家拥有核威
慑力能力,远程核打击能力的前提条件。现代战争,是海陆空天为一体的立体复杂信息化战争。拥有制空权、制天权是战争胜利的关键所在,因此,航空航天事业的发展直接影响到国家安全和国防力量。 航天技术作为高科技前沿,其产业化依赖于整个国民经济与社会生产力的发展水平以及传统产业的支持。航天产业与传统产业之间有着相互渗透、相互促进、共同发展的关系。航天技术的发展将牵引传统产业技术水平的提高,航天技术发展过程中产生的许多新技术、新工艺、新材料和新产品,可以直接或经过二次开发后在传统产业中进行推广、应用和移植;航天技术的管理方法、通用软件、人才和设备优势也可以为传统产业借用,极大地促进传统产业的升级。 如今,中国航空航天事业面临难得的发展机遇。我们将继续以大型飞机、载人航天和探月工程、中国第二代卫星导航,以及高分辨率对地观测系统等重大专项为引领,加强航空航天与全国工业和信息化系统的顶层衔接,促进军民用技术相互转移和军民融合式发展,全面振兴航空航天事业,不断扩大国际交流与合作,与世界同行共享发展成果。未来一段时期,我国将不断推出产业发展政策,积极扶持航空航天产业的发展。
针对激光选区熔化表面粗糙度分析LZT
《快速成型技术Ⅰ》课程论文 针对熔融挤出成型(FDM)技术的表面粗糙度分析讨论 学院机械与汽车工程 专业机械一 学生姓名廖政泰 指导教师杨永强王迪 提交日期年月日
表面粗糙度及影响因素 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 2)表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 表面粗糙度 表面粗糙度 3)表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 4)表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 5)表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 表面粗糙度 表面粗糙度 6)表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。 7)影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。 此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。 选择性激光熔化技术的基本原理 SLM技术是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。为了完全熔化金属粉末,要求激光能量密度超过106W/Cm2。目前用SLM技术的激光器主要有Nd-YAG激光器、Co2激光器、光纤(Fiber)激光器。这些激光器产生的激光波长分别为1064nm、10640nm、1090nm。金属粉末对1064nm等较短波长激光的吸收率比较高,而对10640nm等较长波长激光的吸收率较低。因此在成型金属零件过程中具有较短波长激光器的激光能量利用率高,但是采用较长波长的Co2激光器,其激光能量利用率低。在高激光能量密度作用下,金属粉末完全熔化,经散热冷却后可实现与固体金属冶金焊合成型。SLM 技术正是通过此过程,层层累积成型出三维实体的快速成型技术。根据成型件三维CAD 模型的分层切片信息,扫描系统(振镜)控制激光束作用于待成型区域内的粉末。一层扫描完毕后,活塞缸内的活塞会下降一个层厚的距离;接着送粉系统输送一定量的粉末,铺粉系统的辊子铺展一层厚的粉末沉积于已成型层之上。然后,重复上述2个成型过程,直至所有三维CAD模型的切片层全部扫描完毕。这样,三维CAD模型通过逐层累积方式直接成型金属零件。最后,活塞上推,从成型装备中取出零件。至此,SLM金属粉末直接成型金属零件的全部过程结束. 在制造过程中,铺粉装置按设定的层厚将金属粉末均匀地铺设在基板上,激光在振镜控制下对需要熔化的区域进行扫描熔化;然后,基板下降一个层厚,重复下层的加工,如此往复,金属零件一层层地被加工出来。SLM激光快速成型技术非常适用于复杂零件的快速制造,它可以极大地缩减产品开发周期,降低设计与制造成本,具有广阔的研究与应用前景[1~8]。在这种逐层加工过程中,前一层水平面的表面质量直接影响到下一层的铺粉均匀性,如果前一层的表面粗糙度值很大,甚至存在球化现象,则可能导致下一层的铺粉过程无法完成,从而使得成型加工无法继续;另外,垂直面、倾斜面的表面粗糙度作为成型零件表面粗糙
我国的航天航空成就与发展
我国航空航天的成就与发展 一.我国航空航天事业已取得的重大成就 1.1968年2月,中国空间技术研究院正式成立,隶属于中国航天工业总公司的前身第七机械工业部,钱学森同志任院长。 For personal use only in study and research; not for commercial use 2.1970年4月24日,第一颗人造卫星东方红一号发射成功。其发射成功使我国成为继美、苏、法、日后第五个能制造和发射人造卫星的国家,标志着我国空间技术进入了新时代。 3.1971年3月3日,“实践一号”科学实验卫星顺利升空,此后在空间运行了8年,取得了大量的科学数据。 4.1981年,我国利用“风暴一号”运载火箭,一次把三颗卫星送入太空。从而成为世界上第四个掌握一箭多星技术的国家。 5.70年代末,研制发射静止轨道通信卫星被列为国家重点工程。中国空间技术研究院先后攻克了姿态控制、通信转发器、统一载波测控系统等关键技术。1984年4月8日成功地发射了我国第一颗试验通
信卫星。在此后不到两年的时间,实用通信广播卫星又于1986年6月2日发射成功,使我国成为继美国、前苏联、欧空局之后,世界上第四个具有发射地球静止轨道卫星能力的国家。1997年5月12日,我院研制的东方红三号广播通信卫星发射定点成功,此举标志着我国通信卫星研制技术又上了一个新的台阶。 6.80年代初,开始了开展气象卫星的研究。于1988年9月7日,发射成功“风云一号”气象卫星。之后利用其所发送回至地面的卫星云图,进行天气预报,为国民经济建设发挥了巨大作用。 7.1997年6月10日,成功地将“风云二号”气象卫星定点于东经105度地球同步轨道,从而使我国成为继美、苏后第三个能同时发射太阳同步轨道和地球同步轨道气象卫星的国家。风云二号气象卫星和与此相配套的由我院研制的指令与数据接收站投入运行,成功地保证了第八届全运会的举行,同时还为长江截流提供了可靠、优质的气象服务。 8.随着卫星研制技术的已日臻成熟。在卫星回收技术,一箭多星技术,卫星姿控、温控、地面指令与数据接收站研制技术等方面,进入了世界前列。在此基础上建立形成了中容量通信广播卫星、返回式卫星、对地观测卫星和现代小卫星等4个系列的卫星平台,这些卫星平台的建立和新技术手段的运用,不仅将有效地提高卫星可靠性和寿命,同时还将大大加快研制速度,努力达到年均研制4到6颗卫星的能力。
世界航空航天大事件(20210304010336)
世界航空航天大事件: 风筝起源古代中国,约14 世纪传到欧洲 公元前5 0 0- 40 0年中国人就开始制作木鸟并试验原始飞行器 1 9 0 9年世界第一架轻型飞机在法国诞生 1 903年12月1 4日至17日,由莱特兄弟设计制造得飞行者”号飞机,在人类航空史上首次实现了自主操纵飞行、这次试飞成功成为一个划时代得事件,人类航空史从此进入新得纪元 1 9 47年1 0月1 4日美国著名试飞员查尔斯耶格尔驾驶X —1飞机实现了突破音障飞行 1969年7月20日2 2时56分20秒,阿姆斯特迈出一小步成为全体地球人类得一大步 19 57 年1 0月 4 日前苏联发射世界第一颗人造地球卫星。半年后,美国得人造卫星上天 19 59 年9 月12 日前苏联发射“月球”2号探测器,为世界上第一个撞击月球表面得航天器 1961 年4 月1 2日前苏联宇航员加加林成为世界第一位飞入太空得人 19 6 9年7月2 0日美国宇航员阿姆斯特朗乘坐阿波罗"11号飞船,成为人类踏上月球得第一人 1970年1 2 月15 日前苏联“金星”7号探测器首次在金星上着陆 1971年 4 月9 日前苏联“礼炮”1号空间站成为人类进入太空得第一个空间站。两年后,美国将“天空实验室"空间站送 入太空 19 7 1年12月2日前苏联火星”号探测器在火星表面着陆。5年后,美国得海盗”火星探测器登陆火星19 8 1年4月12日
世界第一架航天飞机一一-美国哥伦比亚”号航天飞机发射成功 1 9 86年1月 2 8日美国航天飞机挑战者”号在升空7 3秒后爆炸 1 9 8 6年2月20日前苏联发射与平”号空间站,服役已经超期8年,至今仍在运行,就是目前最成功得人类空间站 1993 年11月 1 日美、俄签署协议,决定在“与平”号空间站得基础上,建造一座国际空间站,命名为阿尔法国际空间站我国航空航天大事件: 1 9 56年1 0月8日,我国第一个火箭导弹研究机构-――国防部第五研究院成立. 1 970年4月 2 4日,长征一号运载火箭在酒泉卫星发射中心成功地发射了东方红一号卫星,我国成为世界上第三个独立研制与发射卫星得国家。 197 5年1 1月2 6日,长征二号运载火箭在酒泉卫星发射中心成功地发射了我国第一颗返回式科学试验卫星,并于3天后成功回收. 19 84年4 月8 日,长征三号运载火箭在西昌卫星发射中心成功地发射了我国第一颗地球同步轨道卫星-―-东方红二号试验通信卫星。
GH3536合金选区激光熔化成形行为及高温性能研究
GH3536合金选区激光熔化成形行为及高温性能研究 GH3536合金是一种典型的固溶强化型镍基高温合金,具有良好的高温强度以及抗氧化性能,主要用于制作航空发动机燃烧室部件和其他在高温环境下服役的零部件。出于轻量化要求,高性能航空发动机对零部件结构的复杂程度要求越来越高,这给传统制造工艺带来了很大的困难。选区激光熔化(Selective Laser Melting,SLM)技术作为一种典型的金属3D打印技术,在难加工、结构复杂高温合金零部件的加工成形方面具有极大的优势,因此被广泛地应用于航空航天领域。SLM成形过程中,粉末层局部区域经历快速升温/降温过程,存在较高的温度梯度和热应力,容易产生孔隙和微裂纹等缺陷,制约了材料的成形效果和服役性能。同时SLM成形过程中凝固冷却速率极快,区别于传统工艺零部件,SLM成形件晶粒更为细小均匀,残余应力更高。因此有必要对SLM成形件内部孔隙、微裂纹缺陷控制以及组织性能进行研究。为研究GH3536合金SLM成形过程、优化成形工艺、减少成形件内部孔隙和微裂纹缺陷、评估SLM成形GH3536合金服役性能,本课题基于体能量密度研究不同工艺的成形效果,并选择致密度、孔隙和微裂纹数量作为衡量标准;分析薄壁管状成形件显微组织、微裂纹和维氏硬度分布;测试成形件常温力学性能以及高温力学性能,分析高温蠕变行为,并与热轧GH3536合金棒材相应性能进行对比;同时采用有限元方法模拟成形过程温度场、熔池形貌尺寸以及凝固组织。主要结论为:SLM成形件内部孔隙随体能量密度的增加逐渐减少并消失,微裂纹随体能量密度的增加出现并逐渐增加,微裂纹沿晶扩展,整体扩
展方向垂直于扫描线方向和平行于成形方向,并同时跨越相邻扫描线和多个沉积层;SLM成形件显微组织形貌呈现为熔池组成的鱼鳞状形貌,熔池内部存在跨越多个沉积层的柱状晶,晶粒间距约为0.6~1.5μm;SLM成形件硬度和强度高于棒材,塑形低于后者;SLM成形件的蠕变抗力高于棒材,其蠕变裂纹沿熔合线及柱状晶晶界形成并扩展,断口 可见明显扫描线痕迹,SLM成形件和棒材具有相近的蠕变应力指数 6.4~ 7.4;ANSYS模拟熔池形貌尺寸、凝固组织与试验结果吻合较好。
航空航天发展史
航空航天发展史课程论文——论战争与航空发展的关系 15191001 李想
摘要 每当我们提起战争,总会联想到残酷,杀戮等不好的名词。由于战争,人民流离失所,血流漂橹,社会动荡不安。虽然战争是社会科学技术的发展的最大阻碍,但战争同时也是科学技术发展的推动剂。从航空航天技术来看,战争无疑是该技术发展的最大推动剂。从1903年莱特兄弟自制飞机的试飞成功,到第二次世界大战结束,空天战争已经形成一定的规模。从第一架飞机的产生到二战结束种类繁多,数量巨大的飞机,可以看出,不到50年的时间里,航空技术取得了巨大进步。航空技术也是由于世界局势的紧张,美俄之间的冷战促进发展的。同时,随着航空技术的发展,在未来的战争中,空战将成为战争中最主要的战争形态。 关键词 战争,航空技术,发展
引言 时代背景 我们羡慕鸟儿在蓝天中自由的翱翔,对飞行的渴望深深的植入人类的心中,我们将对飞行的美好愿望寄托于一个又一个的神话故事之中。嫦娥奔月,阿波罗,赫尔墨斯等都是有关飞行的神话。在历史的长河中,我们也发明了很多有关飞行的技艺。例如竹蜻蜓,木鸟,风筝。同时还有一些人为飞行的尝试付出了生命。这些都不断的激励着后人对航空技术的研制。 发展过程
正文 战争对航空航天技术的影响 自从莱特兄弟发明飞机开始,航空技术不断发展,日新月异,但航空发展道路并不是一帆风顺的。当李林塔尔因滑翔事故牺牲后,欧洲航空技术一度陷入困境,许多科学家和航空探索者对飞机失去了信心。直到莱特兄弟飞机试飞成功后,欧洲航空技术才一改之前低迷的状态。人们对飞机不断的进行改造,飞机速度不断提高,飞行时长不断增加,性能不断提高。单翼机,双翼机多种种类的飞机不断出现。但第一次世界大战之前的飞机只是被人们看做一种有趣的玩物,其应用价值和潜力还没有被完全挖掘出来。1914年第一次世界大战爆发,人们首先发现飞机具有空中侦察和同炮兵配合校准炮弹落点。这两种作用促进了对于飞机飞行平稳以及观察精度提高的研究。于此同时,在侦察的过程中,不可避免的产生空中战斗。于是人们逐渐意识到提高飞机的战斗力的重要性。人们尝试着在飞机上安装机枪,大炮等,形成了战斗机的雏形。到战争结束时,已经出现了战斗机,轰炸机等。第一次世界大战持续了4年之久,飞机的性能有了很大的提高。下面是具体数据。
TC4钛合金激光选区熔化技术特点与应用
TC4是一种α+β双相钛合金,具有优异的综合力学性能,使用温度范围较宽,合金组织和性能稳定,被广泛应用于航空、航天、造船、汽车等领域。因此,有关该产品的技术特点与应用上大家需要有所了解。 首先,钛合金本身所具有的高熔点、高熔融态活性以及大的变形抗力使得钛合金的传统机械加工具有一定的难度。随着新一代航天武器装备对其零部件服役性能的要求日益提高,钛合金材料薄壁复杂结构的制备技术成为航天制造业研究的热点之一。,因此,SLM成形Ti6Al4V构件得到了各国学者的关注,相关研究较为全面和深入。 一、TC4合金粉末的选择有关粉末质量影响因素:
二、TC4增材制造工艺选择,不同增材制造工艺对比
三、TC4成型参数的选择 采用激光选区熔化技术,零件成型过程中由于扫描速度快、熔池小且凝固快。因此,打印的工艺参数是影响零件组织、孔隙率和表面粗糙度的重要因素。 四、TC4零件成型支撑的选择 SLM是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。为保证复杂零件的成型质量,SLM工艺一般需要添加支撑结构,其主要作用体现在:1)承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷; 2)由于成型过程中粉末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。 五、TC4激光选区熔化打印案例——卫星领域 早在2014年,空客公司就曾采用德国EOS设备成功制造过卫星支架,且采用增材制造手段,较传统的机加工,每颗卫星所需的三个支架的制造时间从一个月减少到不足五天。 在2016年,在两家法国航天公司的共同努力,采用Concept Laser X line 1000R设
中国近代航空发展史
中国航空发展史 (西安航空学院陕西西安710000) 摘要:中国是世界文明古国。中国古代发明和创造的风筝、火箭、孔明灯、竹蜻蜓等飞行器械,被认为是现代飞行器的雏型,对航空的产生起了重要作用。从18世纪后半叶,气球、飞艇先后在西方研制成功。1840年鸦片战争后,西方的航空知识传入中国。首先是航空新闻和科学幻想小说,其次是外国飞行家来中国作飞行表演。中国政府也派留学生出国学习航空,购买气球和飞机。但直到1949年,中国的航空事业还十分落后,发展极为缓慢。中华人民共和国成立后,才真正获得了迅速发展。本文通过对中国航空发展史的浅述,意图使大家对中国的航空有一个粗浅的了解,并在此基础上对未来的发展前景进行展望,同时引发人们对于中国与西方航空发展之间的联系与区别的思考,在对历史的回顾中找到未来的方向。 关键词:近代史;航空;发展 1855年,上海墨海书店刻印了《博物新编》,其中介绍了氢气球和巨伞图。《天上行舟》画的是航空设想。在中国最早介绍飞机的文章是1901年石印的《皇朝经济文编》中的《飞机考》。1903年以后开始出现翻译和编著的航空科学幻想小说。 博物新编
气球光绪十三年(1887),天津武备学堂数学教习华蘅芳制成直径5尺(约1.7米)的气球,灌入自制的氢气成功飞起。这是中国人自制的第一个氢气球。 飞艇澳洲华侨谢缵泰于1899年完成“中国”号飞艇的设计。“中国”号飞艇用铝制艇身,靠电动机带动螺旋桨推进。谢缵泰没有得到清朝政府的支持,他不得已把“中国”号构造说明书寄给英国飞艇研究家,获得很高评价。 飞机冯如于1909年9月造出一架飞机,9月21日试飞成功。在国外制造飞机著名的中国人谭根于1910年成功地设计和制造了水上飞机,夺得国际飞机制造比赛大会冠军,后在菲律宾创造了当时世界水上飞机飞行高度的纪录。 中国航空先驱——冯如 中国航空事业的建立是从筹建空军开始的。1913年9月正式成立的南苑航空学校,是中国第一所正规的航空学校。南苑航空学校先后训练出4期飞行学员,共159人。之后成立的还有广东军事航空和东北军事航空,为我国的早期培养了大批优秀的飞行员。1913年,北洋政府在筹办南苑航空学校的同时,也购买了修理工厂的设备和器材,建立了中国最早的飞机修理厂。从1919年起,各省相继办起了修理厂。国民党政府成立后先后建立了杭州笕桥航校修理厂、南京首都航空工厂、上海高昌庙海军制造飞机处、上海虹桥航空工厂、武昌南湖修理厂。 1934~1935年,国民党政府又与美国、意大利合办了几个工厂,其中有杭州中央飞机制造厂、广州韶关飞机修理厂、南昌中央飞机制造厂,主要也是装配、仿造和修理飞机。近代中国航空工业起步于1918年的海军飞机工程处,以后有广州飞机修理厂,以及30年代建设的杭州中央飞机制造厂、南昌飞机制造厂、广州韶关飞机修理厂和杭州保险伞厂,抗日战争时期建立的成都飞机制造厂和大定发动机制造厂等。 海军飞机工程处:中国第一个正规的飞机制造工厂,以制造水上飞机著名。 广州飞机修理厂:是中国早期制造飞机的第二个工厂。 杭州中央飞机制造厂:1934年2月中美合办杭州中央飞机制造厂。 南昌中央飞机制造厂:1935年1月,中国与意大利4家航空公司合办南昌中央飞机制造厂,制造意式飞机。
选区激光熔化成形温度场模拟与工艺优化
3 基金项目:国家科技型中小企业创新基金(项目编号:05C26214201059) 收稿日期:2007212214 第28卷第3期 应 用 激 光 Vol.28,No.32008年6月 A P PL I ED LAS ER J une 2008 选区激光熔化成形温度场模拟与工艺优化 3 章文献, 史玉升, 李佳桂, 伍志刚 (华中科技大学材料成形与模具技术国家重点实验室,湖北武汉430074) 提要 在金属粉末的选择性激光熔化成形过程中,需要解决球化、翘曲、变形等难题。对于一定的金属粉末,通过优化成形工艺参数可以克服以上难题。为此,利用ANSYS 有限元法对成形过程的熔池及温度场模拟,建立有限元模型,分析得出成形过程熔池的深度和宽度,预测并优化成形过程的工艺参数。通过实验验证,应用有限元法优化后的成形工艺参数能够成形出复杂金属零件。 关键词 选择性激光熔化; 有限元模型; 熔池; 温度场 Simulation of T emperature Field for Optimization of Processing P arameters of Selective Laser Melting Metal Powders Zhang Wenxian , Shi Yusheng , Li Jiagui , Wu Zhigang (S tate Key L aboratory of M aterial Processing and Die and Moul d Technology ,H uaz hong Universit y of Science and Technology ,W uhan ,H ubei 430074,China ) Abstract The phenomena such as balling effect ,warp ,and distortion may occur in the process of selective laser melting (SL M )metal powders.These difficulties can be solved by optimizing the processing parameters during the process for a special metal powders.To optimize the parameters ,the temperature field and molten pool dimensions during the SL M process are modeled and simulated with ANSYS finite element method.The analysis results are given and optimum processing parameters are verified by forming complex structure lattice iron parts with the SL M technology.K ey w ords Selective laser melting ; finite element model ; molten pool ; temperature field 选择性激光熔化(selective laser melting ,SL M )快速成形技术可以直接成形出高精度、综合机械性能好的金属零件。该技术基于离散-堆积成形原理,根据零件CAD 模型直接成形三维实体,成形过程中扫描选区内的金属粉末在激光辐照下完全熔化而获得近100%致密的金属零件[1]。目前,国外应用SL M 快速成形技术可直接制造模具、工具、生物移植物等,它们涉及机械制造、航空航天、生物医学等领域,具有很好的应用前景。 对于特定粉末材料的选择性激光熔化快速成形过程,其成形参数直接影响成形过程的顺利进行及成形零件的致密度、表面质量、成形精度等性能。因此,在成形工艺研究过程中要对成形工艺参数进行优化。然而,目前SLM 快速成形技术的成形工艺参数的优化主要在实验及经验的基础上进行总结,缺少系统科 学的优化理论来指导,不利于SLM 快速成形技术的机理及工艺研究。为此开展了有限元模拟SLM 快速成形过程的相关研究,目前主要有以下人员从事这方面的研究。Childs T.H.C 等人对无基板情况下的粉末单扫描成形截面形状以及面扫描成形层质量进行有限元模拟[2-5]。Shiomi M.等人应用有限元法模拟分析了无基板情况下的粉末面扫描成形层的二维温度场与残余应力[6]。Osakada K 等人也对无基板情况下的粉末面扫描时单层固化成形的应力分布应用有限元模拟进行分析,并提出解决单层固化成形时缺陷的方法[7,8]。因为以上研究主要是针对无基板情况下激光熔化过程中的单线扫描和单面扫描的粉床温度场和应力场的有限元模拟,其主要目的是向无基板下的选择性激光熔化快速成形技术方向发展。然而对于在基板上粉末的选择性激光成形过程的熔池及 — 581—
“航空航天”简介、含义、起源、历史及发展
航空航天 航空与航天是20世纪人类认识和改造自然进程中最活跃、最有影响的科学技术领域,也是人类文明高度发展的重要标志。 航空指飞行器在地球大气层内的航行活动,航天指飞行器在大气层外宇宙空间的航行活动。人类在征服大自然的漫长岁月中,早就产生了翱翔天空、遨游宇宙的愿望。在生产力和科学技术水平都很低下的时代,这种愿望只能停留在幻想的阶段。虽然人类很早就做过种种飞行的探索和尝试,但实现这一愿望还是从18世纪的热空气气球升空开始的。自从20世纪初第一架带动力的、可操纵的飞机完成了短暂的飞行之后,人类在大气层中飞行的古老梦想才真正成为现实。经过许多杰出人物的艰苦努力,航空科学技术得到迅速发展,飞机性能不断提高。人类逐渐取得了在大气层内活动的自由,也增强了飞出大气层的信心。到了50年代中期,在火箭、电子、自动控制等科学技术有了显著进展的基础上,第一颗人造地球卫星发射成功,开创了人类航天新纪元,广阔无垠的宇宙空间开始成为人类活动的XX域。 航空航天事业的发展是20世纪科学技术飞跃进步,社会生产突飞猛进的结果。航空航天的成果集中了科学技术的众多新成就。迄今为止的航空航天活动,虽然还只是人类离开地球这个摇篮的最初几步,但它的作用已远远超出科学技术领域,对政治、经济、军事以至人类社会生活都产生了广泛而深远的影响。 人类活动X围的飞跃 人类为了扩大社会生产活动,必然要不断开拓新的天地。人类活动X围,经历了从陆地到海洋,从海洋到大气层,从大气层到宇宙空间的逐渐扩展的过程。人类活动X围的每一次飞跃,都大大增强了认识和改造自然的能力,促进了生产力的发展和社会的进步。 人类为了实现腾空飞行的理想,曾经历了一段艰难曲折的道路。中国西汉时期的飞人试验、中世纪欧洲人的跳塔扑翼飞行和其他先驱者的勇敢尝试屡遭失败,使人们认识到简单模仿动物,特别是鸟类飞行的做法并不能使人升空。飞行探索遂转向研究轻于空气的航空器。1783年,法国蒙哥尔费兄弟的热空气气球和J.A.C.查理的氢气气球相继升空成功,实现了人类自古以来的“凌云之志”,标志着人类在征服天空的道路上迈出了第一步。性能优于气球、飞行方向可以操纵的飞艇随之获得发展。轻于空气的航空器存在升力小、阻力大、飞行速度慢等缺点,不能实现便捷的飞行,人们转而探索重于空气的航空器。18世纪产业革命后对汽车用内燃机和船用螺旋桨的研究,为重于空气的航空器提供了动力基础。在G.凯利、O.李林达尔等航空先驱对滑翔机和空气动力作用的初步研究之后,美国莱特兄弟制造成功世界公认的第一架飞机,并在1903年12月17日实现了人类首次持续的、有动力的、可操纵的飞行,开创了现代航空的新纪元。 20世纪上半叶相继发生了两次世界大战,航空的发展首先对战争产生了重大影响。从1909年起,一些国家政府就注意到飞机的军事用途,相继成立了航空科学研究机构。在第一次世界大战中,飞机开始得到大规模使用,出现了执行不同军事任务的机种。在20~30年代,飞机完成了从双翼机到X臂式单翼机、从木布结构到全金属结构,从敞开式座舱到密闭式座舱,从固定式起落架到收放式起落架的过渡,飞机的升限、速度提高了2~4倍。而发动机功率则提高了5倍,航空工业逐渐成为独立的产业部门。第二次世界大战引起了航空工业的第二次大发展,参战飞机数量剧增,性能迅速提高,空军发展成为对战争全局有重要影响的一个军种。飞机气动外形的改进、燃气涡轮发动机和机载雷达的应用,改变了飞机
2010年世界航空航天技术发展十大看点
2010 年世界航空航天技术发展十大看点 2010 年1 月25 日,美国《航空航天技术周刊》公布了2010 年将可能取得重大突破的航空航天技术。这些技术代表了未来航空、航天技术的发展方向,将在一定程度上改变未来战争的作战样式,值得认真研究和关注。 美国和欧洲无人作战飞机发展进入新阶段 2010 年,美国海军X -47B 无人作战飞机将进行首次试飞,这标志着美海军无人作战飞机发展进入一个新阶段。海军型无人作战航空系统验证机进行的首次试飞,将验证隐身、无尾构型无人作战飞机自主作战能力。X -47B 的海上试验计划2012 年进行,该机将成为美海军2025 年无人侦察 /打击飞机一一F/A - XX的候选机型。X - 47B翼展18.9 米,最大起飞质量超过20203 千克,可携带载荷2043 千克,采用无尾构型,有两个内置式武器舱,不经空中加油航程可达3889 千米。X- 47B 装有舰载着陆设备、折叠机翼和空中 受油装置。美国空军和国防高级研究计划局2002 年5 月试飞首架无人作战验证机―― X-45A。2003年为加强对空、 海军无人作战飞机的统一领导,美国国防部对空、海军无人
作战飞机研制项目进行合并,成立“无人作战航空系统-验证机”办公室,由波音公司研制X-45C ,诺斯罗普格鲁曼公司研制X - 47B。2007年8月,美国正式授出“无人作战航空系统验证机”技术验证项目合同,确定开发并验证一种弹射起飞/拦阻着舰型无人作战飞机一一X - 47B ,用于执行持 久情报/监视/侦察、压制/摧毁敌防空系统和纵深打击任务。 欧洲也在加快发展无人作战飞机。英国“泰拉尼斯”无人作战验证机将在2010 年首飞。该无人机的最大起飞质量不到8172 千克该项目的主要目标是验证无人作战飞机的全自主系统和隐身性能英国空军希望该无人作战飞机能提供纵深打击能力达到目前“狂风”战斗轰炸机的作战能力,以用于英国2025 年后的“纵深和持续进攻能力”项目。 由法国牵头、意大利、荷兰、西班牙、瑞典和瑞士等国参与研制的” 神经元”无人作战飞机也在加快研制,将在2012 年3 月首飞试验期将持续18 个月。该机将在法国进行为期5 个月的基本飞行试验,并在瑞典维德塞尔靶场评估其隐身能力还将投放GBU - 12激光制导炸弹,演示压制敌防空系统能力。 反火箭弹、炮弹、迫击炮弹系统研制取得突破 以色列“铁穹”反火箭弹、炮弹和迫击炮弹(C-RAM) 系统2010 年1 月首次进行全系统试验,对类似“喀秋莎” 火箭弹的122 毫米火箭弹实施了拦截。该系统将在2010 年中具备作战能力,
中科煜宸激光选区熔化技术及其应用
激光选区熔化(SLM)作为具有发展前景的金属零件3D打印技术,其成型材料多为单一组分金属粉末,包括奥氏体不锈钢、镍基合金、钛基合金、钴-铬合金和贵重金属等。通过激光束快速熔化金属粉末并获得连续的熔道,可以直接获得几乎任意形状、具有完全冶金结合、高精度的近乎致密金属零件。因此,其应用范围已经扩展到航空航天、汽车、微电子、医疗、珠宝首饰等行业。 SLM技术主要优势有:更好的表面质量、更好的性能、更宽泛的材料选择;主要待解决的问题:打印粉末成本高、成型速度慢、打印件受设备成型仓尺寸限制、需要添加支撑、需要后处理。 国内外对SLM技术研究热情较高。国外对SLM工艺进行开展研究的国家主要集中在德国、英国、日本、法国等。其中,德国是从事SLM技术研究最早与最深入的国家。第一台SLM系统是1999年由德国Fockele和Schwarze(F&S)与德国弗朗霍夫研究所一起研发的基于不锈钢粉末SLM成型设备。目前国外已有多家SLM设备制造商,例如德国EOS 公司、SLMSolutions公司、ConceptLaser公司和英国Renishaw公司等。华南理工大学于2003年开发出国内的第一套选区激光熔化设备DiMetal-240。发展至今,国内选区激光熔化设备主要研发及生产商有南京中科煜宸、湖南华曙高科、西安铂利特、无锡飞而康、北京隆源等。
航空航天零部件打印: 图1.涡轮增压器压缩机叶轮图2.叶轮图3.燃烧室机匣航空工业应用的3D打印主要集中在钛合金,铝锂合金,超高强度钢,高温合金等材料方面,这些材料基本都是强度高,化学性质稳定,不易成型加工,传统加工工艺成本高昂的类型,并且存在部分如下图所示的结构复杂的薄壁结构件。 汽车零部件打印: 近些年来,新能源汽车行业受到大力扶持与发展,其中零件的轻量化设计是减少能量损耗,提高汽车续航能力的一个重要因素。然而一些内部复杂的薄壁件采用传统制造工艺研发周期较长、加工难度较高。因此,3D打印技术逐渐走入研发人员的视野。图4为某汽车厂家打印的一个薄壁内流道结构件,该件使用过程中内壁需要承受一定的水压,因此,需要零件成型后致密性好。而SLM 3D打印零件通过工艺参数的优化,其致密度可以达到99%。 牙齿的打印: 市场现有的3D打印设备和生物相容性材料能够满足牙科产品的制造需求,例如SLM 技术打印的烤瓷牙金属冠的钴铬合金。目前,在牙科领域,3D打印不仅可以制造最终产品,还可以打印定制化的间接产品,例如牙科模型。这些产品往往对力学性能没有太高的要求,但确是最终产品制造和牙齿修复过程中的有力工具。这些直接亦或是间接应用产品需求将长期推动3D打印技术在牙科行业的增长与发展。
世界航空航天大事件
世界航空航天大事件: 风筝起源古代中国,约14世纪传到欧洲 公元前500-400年中国人就开始制作木鸟并试验原始飞行器 1909年世界第一架轻型飞机在法国诞生 1903年12月14日至17日,由莱特兄弟设计制造的“飞行者”1号飞机,在人类航空史上首次实现了自主操纵飞行.这次试飞成功成为一个划时代的事件,人类航空史从此进入新的纪元 1947年10月14日美国著名试飞员查尔斯·耶格尔驾驶X—1飞机实现了突破音障飞行 1969年7月20日22时56分20秒,阿姆斯特迈出一小步成为全体地球人类的一大步 1957年10月4日前苏联发射世界第一颗人造地球卫星。半年后,美国的人造卫星上天 1959年9月12日前苏联发射“月球”2号探测器,为世界上第一个撞击月球表面的航天器 1961年4月12日前苏联宇航员加加林成为世界第一位飞入太空的人 1969年7月20日美国宇航员阿姆斯特朗乘坐“阿波罗”11号飞船,成为人类踏上月球的第一人 1970年12月15日前苏联“金星”7号探测器首次在金星上着陆 1971年4月9日前苏联“礼炮”1号空间站成为人类进入太空的第一个空间站。两年后,美国将“天空实验室”空间站送入太空
1971年12月2日前苏联“火星”3号探测器在火星表面着陆。5年后,美国的“海盗”火星探测器登陆火星 1981年4月12日世界第一架航天飞机---美国“哥伦比亚”号航天飞机发射成功 1986年1月28日美国航天飞机“挑战者”号在升空73秒后爆炸 1986年2月20日前苏联发射“和平”号空间站,服役已经超期8年,至今仍在运行,是目前最成功的人类空间站1993年11月1日美、俄签署协议,决定在“和平”号空间站的基础上,建造一座国际空间站,命名为阿尔法国际空间站我国航空航天大事件: 1956年10月8日,我国第一个火箭导弹研究机构———国防部第五研究院成立。 1970年4月24日,长征一号运载火箭在酒泉卫星发射中心成功地发射了东方红一号卫星,我国成为世界上第三个独立研制和发射卫星的国家。 1975年11月26日,长征二号运载火箭在酒泉卫星发射中心成功地发射了我国第一颗返回式科学试验卫星,并于3天后成功回收。 1984年4月8日,长征三号运载火箭在西昌卫星发射中心成功地发射了我国第一颗地球同步轨道卫星———东方红二号试验通信卫星。 1990年4月7日,中国用自行研制的长征三号运载火箭在西昌卫星发射中心成功地发射了亚洲一号通信卫星,这是中国长征系列运载火箭首次发射国外卫星,使我国在世界航天商业发射服务领域占有了一席之地。
航天技术发展史
航天技术发展史 在过去半年中,接连发生了两起重大航天灾难。尽管人们备感痛惜,但这些挫折并不能阻挡人类进军宇宙的步伐。既然航天活动风险如此之大,为什么人类依然不放弃进军宇宙的梦想呢?从长期看,地球的资源是有限的,人类总有一天必须走出自己的摇篮;从中短期看,航天活动可带来巨大回报,是一个国家综合国力的体现。进军宇宙是人类现在和未来的一项伟大事业。于是,载人航天成为现代航天科技发展的重中之重…… 中国载人航天技术的发展及其意义和前景 俗话说,天高任鸟飞,海阔凭鱼跃。人类在漫长的社会进步中不断扩展自身的生存空间。现在,人类的活动范围已经历了从陆地到海洋,从海洋到大气层空间,再从大气层空间到太空的逐步发展过程。人类活动范围的每一次扩展都是一次伟大的飞跃。 中国载人航天技术的发展历程 很久以前,人类就有飞出地球、探知太空奥秘和开发宇宙资源的愿望,我国古代的不少神话故事便是突出的反映。最典型的是流传很广的嫦娥奔月,它描写一个叫嫦娥的美女,偷吃了丈夫后羿从西王母那里求得的长生不老的仙药后,身体变轻飘到月亮上去了。 历史上第一个试验乘火箭上天的人是15世纪中国官员万户。1945年,美国学者基姆在他的《火箭与喷气发动机》一书中是这样描写的:万户先做了两个大风筝,并排装在一把椅子的两边。然后,他在椅子下面捆绑了47支当时能买到的最大火箭。准备完毕后,万户坐在椅子当中,然后命其仆人点燃火箭。但是,随着一声巨响,他消失在火焰和烟雾中,人类首次火箭飞行尝试没有成功。 20世纪80年代,改革开放带来了航天技术的春天。1986年,中共中央、国务院批准了《高技术研究发展计划("863"计划)纲要》,把航天技术列为我国高技术研究发展的重点之一。"863"高技术航天领域的专家们对我国航天技术未来的发展进行了深入细致的论证,描绘了我国航天技术发展前景的蓝图,一致认为载人航天是我国继人造卫星工程之后合乎逻辑的下一步发展目标。1992年1月,党中央批准研制载人飞船工程。自此,我国的载人航天工程正式启动。1999年11月20日,我国成功发射了自行研制的第一艘飞船神舟1号,成为世界上第三个发射宇宙飞船的国家。此后,又分别把神舟2、3和4号送上九重天。在1992 年开始研制载人飞船之前,我国"863"高技术航天领域的专家们曾为研制哪种运