TC4钛合金激光选区熔化技术特点与应用
tc4钛合金相对磁导率和介电常数

tc4钛合金相对磁导率和介电常数(实用版)目录1.引言2.tc4 钛合金的概述3.相对磁导率和介电常数的概念4.tc4 钛合金的相对磁导率和介电常数5.相对磁导率和介电常数对 tc4 钛合金的影响6.结论正文1.引言tc4 钛合金是一种高强度、低密度的金属材料,具有良好的抗腐蚀性能和力学性能,在航空、航天、医疗等领域得到了广泛的应用。
在电磁领域,tc4 钛合金的相对磁导率和介电常数对于其应用性能具有重要的影响。
2.tc4 钛合金的概述tc4 钛合金是由钛、铝、钒、碳等元素组成的一种合金,具有优良的力学性能、良好的抗腐蚀性能和高的热稳定性。
在航空航天领域,tc4 钛合金被广泛应用于发动机、导弹、卫星等部件的制造。
3.相对磁导率和介电常数的概念相对磁导率是指材料在磁场中的磁导率与真空磁导率的比值,是一个无量纲的参数。
而介电常数是表示材料在电场中极化程度的物理量,其值等于电介质在外加电场下的电极化强度与外加电场强度的比值。
4.tc4 钛合金的相对磁导率和介电常数tc4 钛合金的相对磁导率和介电常数可以通过实验测量得到。
相对磁导率通常小于 1,而介电常数通常大于 1。
这两个参数的大小与 tc4 钛合金的成分、工艺以及热处理等条件有关。
5.相对磁导率和介电常数对 tc4 钛合金的影响相对磁导率和介电常数对 tc4 钛合金的电磁性能具有重要的影响。
相对磁导率决定了 tc4 钛合金在磁场中的磁化程度,而介电常数决定了tc4 钛合金在电场中的极化程度。
这两个参数的大小会影响 tc4 钛合金的电磁屏蔽性能、抗干扰性能等。
6.结论tc4 钛合金是一种具有优良性能的金属材料,其相对磁导率和介电常数对其在电磁领域的应用性能具有重要的影响。
钛合金增材制造技术研究现状及发展趋势
钛合金增材制造技术研究现状及发展趋势摘要:增材制造技术成型原理是通过计算机中生成部件的三维CAD模型,根据模型的尺寸数据采用激光、电弧等热源将原材料逐层堆积起来形成立体部件的技术,该技术的优点是工艺简单、生产成本低、适用范围广。
为抢占该技术的战略制高点,美国、欧盟、日本等国家相继出台相关政策扶持,有效促进了该技术的向前发展,中国、俄罗斯、新加坡等国也紧随其后,成立相关研究机构。
文中简要介绍了增材制造技术国内外发展团队及领头企业,综述了钛合金增材制造技术的发展现状,重点从钛合金成型工艺的优势及不足等方面分析研究了新进展,探讨了钛合金增材制造技术所面临的不足以及未来发展方向。
一、增材制造行业发展现状1.1 国外发展概况为抢占增材制造这一技术及产业发展的战略制高点,美国、日本、欧盟等主要国家和地区纷纷将增材制造列为未来优先发展方向,制定了发展规划及扶持政策。
美国增材制造研究所是该国制造业创新驱动下的第 1家研究所;德国、英国、澳大利亚、韩国等在各自的科技战略中,不约而同将增材制造作为突破的技术方向之一,有的还出台了相关的技术发展路线图;俄罗斯和新加坡等通过发布研究计划,支持包括增材制造在内的新型制造技术的发展。
1.2 国内发展现状我国增材制造起步于上个世纪90年代,代表性研究机构主要有西安交通大学、北京航空航天大学、西北工业大学、华中科技大学等,在国家和地方政府的支持下,在21世纪初期,部分科研院所就已初步实现了产业化,取得重大进展。
随后国内许多高校和研究机构也开展了相关研究,到2000 年初步实现了设备产业化,并接近国外产品水平,改变了该类设备早期依赖进口的局面。
在国家和地方的支持下,全国建立了20 多个服务中心,设备用户遍布医疗、航空航天、汽车、军工、模具、电子电器、造船等行业,推动了我国制造技术的发展。
但是,我国3D 打印技术主要应用在工业领域,没有在消费品领域形成市场;在产业化技术发展和应用方面落后于美国和欧洲;在技术研发方面,我国增材制造装备的部分技术水平与国外先进水平相当,但在关键器件、成形材料、智能化控制和应用范围等方面较为落后。
Ti-6Al-4V(TC4)及钛合金的性能
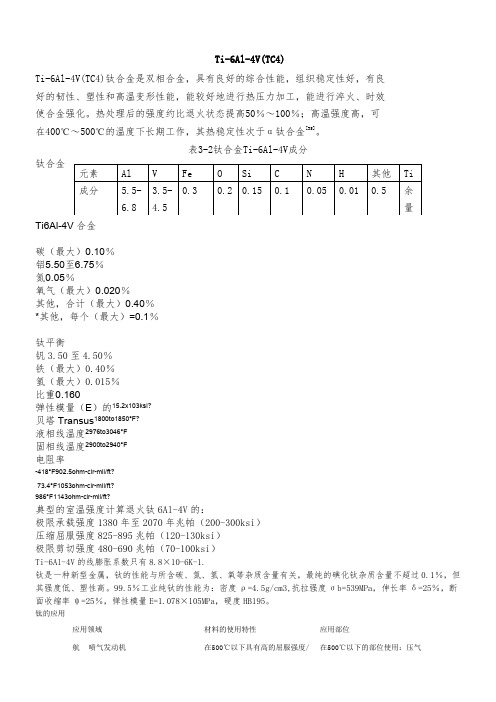
Ti-6Al-4V(TC4)Ti-6Al-4V(TC4)钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良 好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效 使合金强化。
热处理后的强度约比退火状态提高50%~100%;高温强度高,可 在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金[35]。
表3-2钛合金Ti-6Al-4V 成分钛合金Ti6Al-4V 合金碳(最大)0.10% 铝5.50至6.75% 氮0.05%氧气(最大)0.020%其他,合计(最大)0.40% *其他,每个(最大)=0.1%钛平衡钒3.50至4.50% 铁(最大)0.40% 氢(最大)0.015% 比重0.160弹性模量(E )的15.2x103ksi?贝塔Transus 1800to1850°F? 液相线温度2976to3046°F 固相线温度2900to2940°F 电阻率-418°F902.5ohm-cir-mil/ft? 73.4°F1053ohm-cir-mil/ft? 986°F1143ohm-cir-mil/ft?典型的室温强度计算退火钛6Al-4V 的:极限承载强度1380年至2070年兆帕(200-300ksi ) 压缩屈服强度825-895兆帕(120-130ksi ) 极限剪切强度480-690兆帕(70-100ksi )Ti-6Al-4V 的线膨胀系数只有8.8×10-6K-1.钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。
99.5%工业纯钛的性能为:密度ρ=4.5g/cm3,抗拉强度σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa,硬度HB195。
钛的应用应用领域 材料的使用特性应用部位航喷气发动机在500℃以下具有高的屈服强度/在500℃以下的部位使用:压气元素 Al V Fe O Si C N H 其他 Ti成分5.5-6.83.5-4.50.30.2 0.15 0.1 0.05 0.01 0.5余量空工业密度比和疲劳强度/密度比,良好的热稳定性,优异的抗大气腐蚀性能,可减轻结构质量盘、静叶片、动叶片、机壳、燃烧室外壳、排气机构外壳、中心体、喷气管等机身在300℃以下,比强度高防火壁、蒙皮、大梁、起浇架、翼肋、隔框、紧固件、导管、舱门、拉杆等火箭、导弹及宇宙飞船工业在常温及超低温下,比强度高,并具有足够的韧性及塑性高压容器、燃料贮箱、火箭发动机及导弹壳体、飞船船舱蒙皮及结构骨架、主起落架、登月舱等船舶、舰艇制造工业比强度高,在海水及海洋气氛下具有优异的耐蚀性能耐压艇体、结构件、浮力系统球体,水上船舶的泵体、管道和甲板配件,快艇推进器、推进轴、水翼艇水翼、鞭状天线等化学工业、石油工业在氧化性和中性介质中具有良好的耐蚀性,在还原性介质中也可通过合金化改善其耐蚀性在石油化工、化肥、酸碱、钠、氯气及海水淡化等工业中,作热交换器、反应塔、蒸馏器、洗涤塔、合成器、高压釜、阀门、导管、泵、管道等其他工业常规正品制造耐蚀性好,密度小火炮尾架、迫击炮底板、火箭炮炮管及药室、喷管、火炮套箍、坦克车轮及履带、扭力棒、战车驱动轴、装甲板等冶金工业有高的化学活性和良好的耐蚀性在镍、钴、钛等有色金属冶炼中做耐蚀材料,在钢铁冶炼中是良好的脱氧剂和合金元素其他工业医疗卫生对人体体液有极好的耐蚀性,没有毒性,与肌肉组织亲合性能良好好做医疗器械及外科矫形材料,钛制牙、心脏内瓣、隔膜、骨关节及固定螺钉、钛骨头等超高真空有高的化学活性,能吸附氧、氮、氢、CO、CO2、甲烷等气体钛离子泵电镀工业耐腐蚀、寿命长、传热快、加热效果好,对产品无污染,可提高劳动生产率和减少维修费用镀镍、镀铬(除氟化物镀铬外)、酸性和氰化物镀铜、三氯化铁铜板腐蚀中作加热器、电镀槽子,网篮、挂具、薄膜蒸发器等电站高的耐蚀性,密度小、质量轻,良好的综合力学性能和工艺性能,较高的热稳定性,线胀系数小全钛凝汽器、冷凝器、管板、冷油管、蒸汽涡轮叶片等机械仪表精密天平秤杆、表壳、光学仪器等纺织工业亚漂机、亚漂罐中耐蚀零、部件造纸工业泵、阀、管道、风机、搅拌器等医药工业加料机、加热器、分离器、反应罐、搅拌器、压滤罐、出料管道等体育用品航模、羽毛球拍、登山器械、钓鱼杆、宝剑、全钛赛车等工艺美术钛板画、笔筒、砚台、拐杖、胸针等钛的热处理工艺参数牌号消除应力退火工艺①完全退火工艺②固溶处理工艺时效处理工艺温度/℃时间/min温度/℃时间/min温度/℃时间/min冷却方式温度/℃时间/min冷却方式TA1 500-600 15-60680-7230-120——————TA2 500-600 15-60680-7230-120——————TA3 500-600 15-60680-7230-120——————TA4 550-650 15-60700-7530-120——————TA5 550-650 15-60800-8530-120——————TA6 15-1275030-1—————550-650 0 -8020 —TA7 550-650 15-12750-8030-120——————TB2 480-650 15-24800 30 800 30 水或空5008空冷TC1 550-650 30-60700-7530-120——————TC2 550-650 30-60700-7530-120——————TC3 550-650 30-24700-8060-120820-9225-6水冷480-5604-8空冷TC4 550-650 30-24700-8060-120850-9530-6水冷480-5604-8空冷TC6 550-650 30-12750-8560-120860-9030-6水冷540-5804-12空冷TC9 550-650 30-24600 60900-9560-9水冷500-6002-6空冷TC1550-650 30-24760 120850-9060-9水冷500-6004-12空冷1.所有合金消除应力退火后一律采用空冷。
tc4的密度,杨氏模量,泊松比

在材料科学领域中,TC4合金是一种具有重要意义的金属材料,其密度、杨氏模量和泊松比是其重要的材料参数,对于材料的性能和应用具有重要影响。
1.密度TC4合金是一种钛合金,其密度是4.43g/cm³。
密度是指单位体积内物质的质量,在材料选择和设计中具有重要意义。
TC4合金具有较低的密度,具有良好的比强度,适合用于航空航天领域的结构材料。
在设计轻量化结构时,选择密度较低的材料可以降低总质量,提高结构的载荷能力和使用性能。
2.杨氏模量TC4合金的杨氏模量在不同温度和应变率下具有不同的数值。
杨氏模量是材料的刚度指标,表示材料在受力时的变形能力。
TC4合金具有较高的杨氏模量,具有良好的抗拉、抗压性能,适合用于制造高强度、高刚度的零部件和结构件。
3.泊松比TC4合金的泊松比通常在0.3左右。
泊松比是描述材料在受力时体积变形和形变比例的一个物理量。
TC4合金具有较低的泊松比,具有良好的体积稳定性和形变能力,适合用于耐疲劳和耐腐蚀的工程结构件。
TC4合金具有较低的密度、较高的杨氏模量和适中的泊松比,这些优秀的材料性能使其成为航空航天、船舶制造、化工设备等领域的重要结构材料。
在今后的材料研究和应用中,需要进一步优化TC4合金的制备工艺,提高其综合性能,拓展其在更多领域的应用。
对于我个人而言,TC4合金的性能参数给了我深刻的启示,即优秀的材料性能是材料科学研究和工程应用的基础。
在未来的工作和学习中,我将继续关注材料科学领域的最新进展,不断提升自己的专业水平,为材料领域的发展做出更多贡献。
以上就是我对TC4合金密度、杨氏模量和泊松比这一主题的深入理解和个人观点。
希望本文能给您带来一些启发和收获,谢谢阅读!TC4合金作为一种重要的金属材料,其优秀的性能参数使其在航空航天、船舶制造、化工设备等领域得到广泛应用。
除了密度、杨氏模量和泊松比这些基本的材料参数外,TC4合金还具有许多其他优秀的性能特点,例如耐腐蚀性能、高温稳定性、良好的焊接性能等,这些特点使其成为各种工程结构件和零部件的理想材料。
tc4锻造温度范围

tc4锻造温度范围TC4是一种常用的钛合金材料,具有优良的机械性能和耐腐蚀性能,广泛应用于航空航天、船舶制造、化工设备等领域。
而锻造是一种常见的加工工艺,可以改善材料的组织结构和性能。
本文将围绕TC4锻造温度范围展开讨论,探究其对材料性能的影响。
一、TC4的组成及特性TC4钛合金主要由钛(Ti)、铝(Al)、铁(Fe)、锡(Sn)等元素组成。
它具有低密度、高强度、良好的耐腐蚀性和高温性能等特点,是一种理想的结构材料。
钛合金的机械性能与其晶粒尺寸、相组成和热处理状态密切相关。
二、锻造工艺及温度范围锻造是通过加热钛合金至一定温度后,利用外力使其产生塑性变形而得到所需形状的材料。
TC4的锻造温度范围较宽,通常在900℃至1100℃之间。
在这一温度范围内,钛合金具有较好的塑性和可锻性,有利于形成均匀细小的晶粒和良好的组织结构。
三、锻造温度对TC4材料性能的影响1. 组织结构:锻造温度对TC4的晶粒尺寸和相组成有重要影响。
在适宜的锻造温度下,钛合金的晶粒尺寸较小且均匀,有利于提高材料的强度和韧性。
同时,适宜的温度还有助于消除或减少钛合金中的残余应力,提高其综合性能。
2. 机械性能:适宜的锻造温度能够提高TC4的拉伸强度、屈服强度和延伸率等机械性能。
研究表明,当锻造温度在950℃至1050℃之间时,TC4钛合金的机械性能达到最佳。
3. 耐腐蚀性:合理的锻造温度可以改善TC4的耐腐蚀性能。
在适宜的温度范围内锻造的钛合金具有致密的晶界和均匀的化学成分分布,能够有效降低钛合金的腐蚀倾向,提高其耐蚀性。
4. 热处理效果:锻造温度对后续热处理的效果有一定影响。
适宜的锻造温度能够提供合适的晶粒尺寸和相组成,有利于后续热处理的均匀性和效果。
因此,在锻造过程中需根据后续热处理要求选择合适的温度。
四、TC4锻造温度控制与优化1. 温度控制:在TC4的锻造过程中,要严格控制加热温度和保温时间,确保钛合金达到所需温度并保持一定时间,以充分发挥其塑性和可锻性。
表面处理对TC4 钛合金激光焊接的影响

第13卷 第6期 精 密 成 形 工 程2021年11月JOURNAL OF NETSHAPE FORMING ENGINEERING151收稿日期:2021-03-08基金项目:河南省高等学校重点科研项目计划(17A90019)作者简介:李倩(1975—),女,硕士,副教授,主要研究方向为机械加工。
表面处理对TC4钛合金激光焊接的影响李倩(河南工业贸易职业学院,郑州 451191)摘要:目的 为了提高TC4钛合金焊缝强度,满足实际生产的要求。
方法 对TC4钛合金表面分别进行砂纸打磨、喷砂、涂覆石墨层以及激光扫描处理,然后采用2000 W 光纤激光器对TC4钛合金进行拼接焊接实验。
结果 对表面处理后的焊接焊缝熔深、抗拉强度进行了测试,结果表明,相对于未经过表面处理的焊缝熔深,采用表面处理后的焊缝熔深均增加了30%,焊缝抗拉强度均有增加,其中采用激光扫描处理后的焊缝抗拉强度达到最高的1106 MPa ,超过了母材的抗拉强度。
结论 激光扫描处理后,在材料表面形成的毛化现象,增加了材料对激光的吸收率,提高了焊缝的熔深,同时激光扫描过程中,未引入任何的杂质,不会产生裂纹及气孔,使焊缝的抗拉强度大于母材,满足实际生产要求。
关键词:表面处理;TC4钛合金;激光焊接;微观结构DOI :10.3969/j.issn.1674-6457.2021.06.021中图分类号:TG456.7 文献标识码:A 文章编号:1674-6457(2021)06-0151-05Effect of Surface Treatment on Laser Welding of TC4 Titanium Alloy LI Qian(Henan Industry and Trade V ocational College, Zhengzhou 451191, China)ABSTRACT: The work aims to improve the weld strength of TC4 titanium alloy to meet the requirements of actual production. The surface of TC4 titanium alloy was sanded, sandblasted, coated with graphite layer and scanned by laser. Then, 2000 W fiber laser was adopted to conduct splicing and welding experiment on TC4 titanium alloy. The weld penetration and tensile strength after surface treatment were tested. Compared with the weld penetration without surface treatment, the weld penetration after surface treatment increased by 30%. The weld tensile strength also increased, and even the one scanned by laser reached to the highest of 1106 MPa, exceeding the tensile strength of the parent metal. After treatment by laser scanning, the material surface is roughed, which increases the absorption rate of the material for the laser, and improves the weld penetration. At the same time, there is no impurity in the laser scanning process and no cracks and pores are produced, so the tensile strength of the weld is greater than that of the parent metal, meeting the actual production requirements. KEY WORDS: surface treatment; TC4 titanium alloy; laser welding; microstructure钛合金具有重量轻、韧性好、比强度高、耐腐蚀性强的特点,特别适用于航空航天材料,随着汽车、自行车轻量化的要求,钛合金的应用也越来越多[1—3]。
tc4和tc4eli成分标准

tc4和tc4eli成分标准TC4是一种钛合金材料,是由钛、铝、钒等元素组成的。
TC4eli是指TC4钛合金中的额外元素,主要包括锂(Li)、铌(Nb)和锆(Zr)等。
TC4是目前应用广泛的一种钛合金材料,其主要成分为钛(Ti)约为90%,铝(Al)约为6%,钒(V)约为4%。
钛是一种重要的结构材料,具有重量轻、强度高、耐腐蚀等特点,广泛应用于航空航天、船舶制造、化工等领域。
铝和钒的添加可以增强合金的硬度和抗磨性,提高合金的强度和切削性能。
TC4eli是在TC4的基础上进一步添加了额外的元素。
锂是一种轻金属元素,具有轻质、高强度和良好的可塑性。
锂的添加可以使钛合金材料具有更高的强度和耐磨性,提高合金的机械性能。
铌是一种高温强度和抗腐蚀性较好的金属元素,铌的添加可以增加钛合金的高温强度和耐腐蚀性。
锆是一种耐热、耐腐蚀的金属元素,锆的添加可以提高钛合金的高温强度和耐腐蚀性能。
TC4和TC4eli合金具有许多优点。
首先,钛合金材料具有非常高的强度和刚度,可以承受较大的载荷和冲击。
其次,钛合金具有优异的耐腐蚀性能,可以在极端的环境下使用,不易受到腐蚀和氧化的影响。
同时,钛合金具有良好的高温强度和疲劳强度,可以在高温下长时间使用而不断裂和变形。
此外,钛合金也具有良好的加工性能,可以通过锻造、热处理、冷变形等工艺加工成各种形状和尺寸的零部件。
TC4和TC4eli合金的应用非常广泛。
在航空航天领域,钛合金是制造航空器结构和发动机的重要材料;在汽车制造领域,钛合金被用于制造引擎零部件、制动系统和悬挂系统等;在化工领域,钛合金被用于制造耐腐蚀设备和管道;在医疗领域,钛合金是制造人工关节、牙科植体等医疗器械的重要材料。
另外,TC4和TC4eli合金还可以用于制造运动器材、眼镜和手表等精密仪器。
TC4和TC4eli合金的成分标准是根据生产和应用的需要而制定的。
成分标准主要包括钛、铝、钒、锂、铌、锆等元素的含量要求。
这些元素的含量范围可以根据具体的需求进行调整,以满足不同应用场景的要求。
tc4阳极氧化

tc4阳极氧化
tc4阳极氧化是一种非常常见的表面处理方法。
它可以将一些金属表面形成氧化层,使其更加耐用和耐腐蚀。
TC4是一种钛合金,阳极氧化可以使其表面更加光滑和美观。
在tc4阳极氧化的过程中,首先需要将材料制备成为需要进行处理的形状和大小。
然后,将tc4钛合金放入电解液中,加上一定的电压和电流,让它处于阳极状态。
经过一段时间的处理,tc4表面会形成一层厚度均匀的氧化层。
这种氧化层能够提高tc4钛合金的耐腐蚀性能,增加表面硬度。
它还可以制造出一些不同的颜色和质感效果,增强品牌的营销力度,让产品更具有差异化。
总的来说,tc4阳极氧化是一种经济、实用、高效的表面处理方法。
它不但可以提高产品的质量和使用寿命,还可以为产品赋予美观的外观特性。
因此,它在各种领域都得到了广泛的应用,包括机械制造、电子、航空等行业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TC4是一种α+β双相钛合金,具有优异的综合力学性能,使用温度范围较宽,合金组织和性能稳定,被广泛应用于航空、航天、造船、汽车等领域。
因此,有关该产品的技术特点与应用上大家需要有所了解。
首先,钛合金本身所具有的高熔点、高熔融态活性以及大的变形抗力使得钛合金的传统机械加工具有一定的难度。
随着新一代航天武器装备对其零部件服役性能的要求日益提高,钛合金材料薄壁复杂结构的制备技术成为航天制造业研究的热点之一。
,因此,SLM成形Ti6Al4V构件得到了各国学者的关注,相关研究较为全面和深入。
一、TC4合金粉末的选择有关粉末质量影响因素:
二、TC4增材制造工艺选择,不同增材制造工艺对比
三、TC4成型参数的选择
采用激光选区熔化技术,零件成型过程中由于扫描速度快、熔池小且凝固快。
因此,打印的工艺参数是影响零件组织、孔隙率和表面粗糙度的重要因素。
四、TC4零件成型支撑的选择
SLM是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。
为保证复杂零件的成型质量,SLM工艺一般需要添加支撑结构,其主要作用体现在:1)承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷;
2)由于成型过程中粉末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。
五、TC4激光选区熔化打印案例——卫星领域
早在2014年,空客公司就曾采用德国EOS设备成功制造过卫星支架,且采用增材制造手段,较传统的机加工,每颗卫星所需的三个支架的制造时间从一个月减少到不足五天。
在2016年,在两家法国航天公司的共同努力,采用Concept Laser X line 1000R设
备为韩国两颗通讯卫星打印了当时最大的3D打印件—卫星支架,单个尺寸达到450×400×210 mm,该支架较传统加工质量减轻了22%。
相比西方国家已成功在3D打印技术成功引用的卫星支架领域,国内还尚未出现卫星支架采用增材制造的相关报道。
上述便是南京中科煜宸激光技术有限公司为大家带来的相关资讯介绍,以供各位人士进行参考。
同时,若您还想知晓更多详细介绍,可向该公司人士进行电话了解。