针对激光选区熔化表面粗糙度分析LZT
激光熔覆对钛合金表面粗糙度的提升研究

激光熔覆对钛合金表面粗糙度的提升研究钛合金是一种具有广泛应用前景的材料,特别是在航空航天、汽车工程和生物医学领域。
然而,钛合金的表面粗糙度对其性能和功能产生重大影响。
因此,研究如何提高钛合金的表面粗糙度是至关重要的。
本文将探讨激光熔覆技术对钛合金表面粗糙度的提升效果。
钛合金内部晶体结构的复杂性和独特性使其对热加工过程的响应变得复杂。
传统的加工方法往往会导致钛合金表面粗糙度增大,例如刨削和铣削。
而激光熔覆技术由于其独特的工艺特点和操作控制能力,成为提高钛合金表面质量和粗糙度的一种有效方法。
首先,激光熔覆技术具有非接触性的特点,因此能够避免直接物理接触对材料表面造成的损伤。
激光束可以通过调整光强、扫描速度和聚焦距离等参数来精确控制熔覆过程中的热输入和冷却速率。
这种精确的控制使得激光熔覆技术能够在不改变钛合金化学成分的情况下,实现对表面粗糙度的调控。
其次,激光熔覆技术可以使用不同的添加材料来改变钛合金的化学成分和组织结构,从而进一步提高其表面粗糙度。
通过选择不同的添加材料,如陶瓷粉末或金属粉末,激光熔覆过程中形成的新材料层可以具有更高的硬度、磨损和腐蚀性能,从而显著提高钛合金的表面质量和粗糙度。
同时,激光熔覆技术采用快速冷却的方式,可以抑制材料中晶粒的长大和相变的发生。
这种快速冷却过程可以产生细小、均匀的晶粒和致密的组织结构,有助于提高钛合金的表面粗糙度。
此外,由于激光束的高能密度和短脉冲时间,激光熔覆技术还能够减小或消除钛合金表面的毛刺和孔洞,进一步提高表面质量和粗糙度。
在实际应用中,激光熔覆技术通常采用熔覆过程和后续处理过程相结合的方式,以进一步提高钛合金表面的粗糙度。
例如,通过调整熔覆过程中的激光功率、扫描速度和熔池尺寸等参数,可以控制钛合金表面的熔融深度和熔融尺寸,从而实现对表面粗糙度的调控。
在熔覆完成后,还可以采用机械研磨、化学抛光和电化学抛光等后续处理方法,进一步改善钛合金表面的质量和粗糙度。
选区激光熔化成型金属零件上表面粗糙度的研究

选区激光熔化成型金属零件上表面粗糙度的研究刘睿诚;杨永强;王迪【摘要】In order to provide the theory basis to improve the surface quality , the main factors affecting the upper surface roughness of metal parts fabricated by selective laser melting (SLM) were studied.By studying the single track melting, the upper surface roughness of SLM parts was analyzed from the view of melting track lapping .The metal parts were fabricated by using the self-developed fabrication equipment Dimetal-280 and the measure roughness parameters were compared with the theoretical value.The theoretical value of arithmetical mean deviation of the profile Ra was 3.21μm and the theoretical value of ten-point height of irregulartlies Rz was 12.79μm.The actual value was Ra =7.36μm and Rz=40.01μm.After electroch emical polishing, the surface roughness was reduced to Ra =2.34μm and Rz =10.86μm.The results prove that upper surface roughness of the metal part was influenced by melting track width , scanning space and layer thickness altogether.The reason of the discrepancy between theoretical value and actual value was some defects such as instability in melting track, spheroidization on the surface and dust adhesiveness .The quality of surface roughness was greatly improved after electrochemical polishing .The metal parts processed by selective laser melting could obtain satisfied surface roughness in this experiment .The results provide guidance to surface research and industrial application in the future.% 为了改善成型件表面质量,从微观上研究了决定选区激光熔化成型金属零件的上表面粗糙度的主要因素,通过研究单熔道成型,从熔道搭接的角度理论分析了成型件的上表面粗糙度,基于自主研发的成型设备Dimet-al-280加工实体零件进行了实际测量对比,获得表面粗糙度的轮廓算术平均偏差Ra 的理论值为3.21μm,微观不平度十点高度Rz 的理论值为12.79μm,其实测值Ra =7.36μm,Rz =40.01μm;进行喷砂和电解抛光处理后,表面粗糙度减小,即Ra =2.34μm,Rz =10.86。
《激光选区熔化成形钛合金内部缺陷及力学性能影响的研究》

《激光选区熔化成形钛合金内部缺陷及力学性能影响的研究》一、引言随着现代科技的发展,激光选区熔化(Selective Laser Melting,SLM)技术因其独特的优势在金属增材制造领域中得到了广泛的应用。
钛合金作为一种重要的工程材料,其通过SLM技术制造的零件具有优异的力学性能和耐腐蚀性。
然而,SLM成形过程中可能会产生内部缺陷,这些缺陷对钛合金的力学性能有着重要的影响。
因此,对SLM成形钛合金的内部缺陷及其对力学性能的影响进行研究具有重要意义。
二、SLM成形钛合金的内部缺陷SLM成形钛合金的内部缺陷主要包括气孔、未熔化颗粒、裂纹等。
这些缺陷的产生主要与工艺参数、粉末特性、基板预热温度等因素有关。
1. 气孔:气孔是SLM成形过程中常见的缺陷之一,主要是由于粉末颗粒之间的气体未能及时排出而形成。
气孔的存在会降低材料的致密度,从而影响其力学性能。
2. 未熔化颗粒:未熔化颗粒是由于激光能量不足或粉末颗粒过大而未能完全熔化的区域。
这些未熔化颗粒会影响材料的微观结构,导致力学性能的降低。
3. 裂纹:裂纹是SLM成形过程中可能产生的严重缺陷,主要由热应力、残余应力等因素引起。
裂纹的存在会极大地降低材料的力学性能。
三、内部缺陷对力学性能的影响1. 强度与硬度:气孔和未熔化颗粒的存在会降低材料的致密度和微观结构的连续性,从而降低材料的强度和硬度。
2. 韧性:裂纹的存在是降低材料韧性的主要因素。
此外,气孔和未熔化颗粒也可能对材料的韧性产生不利影响。
3. 疲劳性能:内部缺陷会降低材料的疲劳性能,使材料在循环加载下更容易发生疲劳破坏。
四、改善措施及优化建议1. 优化工艺参数:通过调整激光功率、扫描速度、粉末层厚等工艺参数,可以有效地减少内部缺陷的产生。
2. 改善粉末特性:选用合适的钛合金粉末,如控制粉末颗粒大小、提高粉末的纯度等,有助于减少未熔化颗粒和气孔的产生。
3. 基板预热:适当的基板预热可以降低成形过程中的热应力,减少裂纹的产生。
Ti64合金激光选区熔化的数值模拟研究

Ti64合金激光选区熔化的数值模拟研究梁庆杰;陈延明【摘要】为研究工艺参数对制件成形及性能的影响,以指导实验与生产采用数值模拟的方法,比较激光功率、扫描速度、扫描方式3种工艺参数对制件温度场的影响及同一工艺参数下应力应变场情况.结果表明:当激光功率增大,瞬态温度场面积增大,熔池温度峰值增大;当扫描速度增大,其温度场收缩,温度梯度增大;相对于同向烧结方式,蛇形烧结方式前一段的温度场对上一道烧结具有保温作用,使温度梯度减小.推荐使用激光功率90 W扫描速度50 mm/s,蛇形烧结方式对Ti64合金进行烧结.【期刊名称】《广西大学学报(自然科学版)》【年(卷),期】2019(044)002【总页数】8页(P553-560)【关键词】Ti64合金;激光选区熔化;ANSYS;工艺参数【作者】梁庆杰;陈延明【作者单位】广西机电职业技术学院,广西南宁 530007;广西大学电气工程学院,广西南宁 530004【正文语种】中文【中图分类】TG1420 引言图1 影响激光选区熔化成形制件质量的因素Fig.1 Factors affecting the qualityof the added partsTi64合金是一种超轻合金,具有比强度高、耐高温、耐腐蚀性能,广泛应用于航空航天、化工制造等领域。
增材制造,又称3D打印,是通过“从无到有、自下而上”的一种材料累加制造方法。
Ti64合金的加工,采取目前主流的增材制造技术——激光选区熔化成形技术(SLM, Selective laser melting),可以更低的成本制造更具个性化的复杂零部件。
材料热物性参数、设备误差、扫描方式、激光功率等参数的变化,会影响制件温度场、热应力场分布,进而影响制件质量,如图1所示,影响制件质量的因素大约有130个[1]。
激光选区熔化成形过程中主要调控的工艺参数有激光功率、扫描速度、扫描方式、扫描间距等。
本文选择激光选区熔化成形较为合适的高斯面热源,划分尺寸适当的网格,综合考虑对流换热系数及热辐射的影响,对Ti64材料的激光选区熔化成形过程进行数值模拟,探索指导实验和生产的标准。
《表面粗糙度培训》课件
表面粗糙度对疲劳强度的影响与材料、结构和应力集中等因素有关。在某些情况下,较小的表面粗糙度可以降低 应力集中程度,提高材料的疲劳强度。然而,过度追求光滑可能导致材料表面的晶体结构发生变化,影响疲劳性 能。因此,需要在保证疲劳强度的前提下合理选择表面粗糙度。
表面粗糙度对配合性质的影响
总结词
表面粗糙度对配合性质的影响主要体现在间 隙、过盈量、紧密度等方面。适当的表面粗 糙度可以提高配合性质,保证机械零件的正 常运转。
表面粗糙度的影响因素
切削参数
切削速度、进给量、切削深度等 。
刀具参数
刀具几何参数、刀具磨损等。
工件材料
硬度、韧性等。
加工方法
铣削、车削、磨削等。
表面粗糙度的测量方法
01 比较法
通过比较样块与被测表面的触 觉或视觉比较来确定表面粗糙 度。
02 光切法
利用光切显微镜观察表面微观 不平度,通过测量反射光的干 涉条纹数来评定表面粗糙度。
成本和提高经济效益具有重要意义。
详细描述
随着科技的发展,表面粗糙度的应用范围将越来越广 泛。
05
表面粗糙度的控制与优化
表面粗糙度的控制方法
工艺参数控制
通过调整加工过程中的切 削速度、进给量等工艺参
数,控制表面粗糙度。
刀具选择与刃磨
选用合适的刀具材料和刃 磨参数,确保刀具锋利, 减小切削力,降低表面粗
03 干涉法
利用光干涉原理,通过观察干 涉条纹的移动数量来评定表面 粗糙度。
0 触针法 4利用触针划过表面,测量其微
观不平度的峰谷深度来评定表 面粗糙度。
02
表面粗糙度与机械性能
表面粗糙度对耐磨性的影响
总结词
表面粗糙度对耐磨性的影响较大,粗糙度越大,磨损越快;反之,表面越光滑 ,耐磨性越好。
TC4钛合金激光选区熔化制件与传统锻铸件的对比
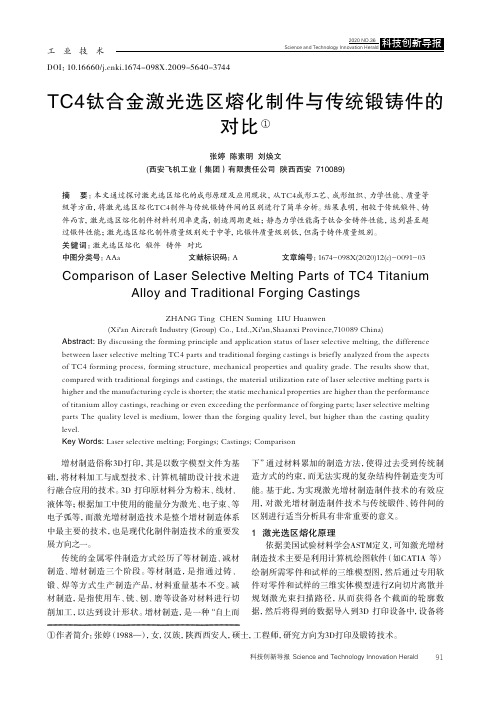
工业技术科技创新导报 Science and Technology Innovation Herald91DOI:10.16660/ki.1674-098X.2009-5640-3744TC4钛合金激光选区熔化制件与传统锻铸件的对比①张婷 陈素明 刘焕文(西安飞机工业(集团)有限责任公司 陕西西安 710089)摘 要:本文通过探讨激光选区熔化的成形原理及应用现状,从TC4成形工艺、成形组织、力学性能、质量等级等方面,将激光选区熔化TC4制件与传统锻铸件间的区别进行了简单分析。
结果表明,相较于传统锻件、铸件而言,激光选区熔化制件材料利用率更高,制造周期更短;静态力学性能高于钛合金铸件性能,达到甚至超过锻件性能;激光选区熔化制件质量级别处于中等,比锻件质量级别低,但高于铸件质量级别。
关键词:激光选区熔化 锻件 铸件 对比中图分类号:AAa 文献标识码:A 文章编号:1674-098X(2020)12(c)-0091-03Comparison of Laser Selective Melting Parts of TC4 TitaniumAlloy and Traditional Forging CastingsZHANG Ting CHEN Suming LIU Huanwen(Xi'an Aircraft Industry (Group) Co., Ltd.,Xi'an,Shaanxi Province,710089 China)Abstract: By discussing the forming principle and application status of laser selective melting, the difference between laser selective melting TC4 parts and traditional forging castings is brief ly analyzed from the aspects of TC4 forming process, forming structure, mechanical properties and quality grade. The results show that, compared with traditional forgings and castings, the material utilization rate of laser selective melting parts is higher and the manufacturing cycle is shorter; the static mechanical properties are higher than the performance of titanium alloy castings, reaching or even exceeding the performance of forging parts; laser selective melting parts The quality level is medium, lower than the forging quality level, but higher than the casting quality level.Key Words: Laser selective melting; Forgings; Castings; Comparison①作者简介:张婷(1988—),女,汉族,陕西西安人,硕士,工程师,研究方向为3D打印及锻铸技术。
面向钛合金的激光选区熔化成型工艺优化

面向钛合金的激光选区熔化成型工艺优化近年来,随着钛合金的应用越来越广泛,钛合金的加工制造也成为了一项重要的工作。
激光选区熔化成型工艺是钛合金加工中的一种重要方法,它具有高精度、高效率、高质量等优势。
但是在实际生产中,还存在许多问题,如成型质量不稳定、成本较高等。
因此,本文将从优化角度出发,探讨面向钛合金的激光选区熔化成型工艺的优化方法。
一、钛合金激光选区熔化成型工艺介绍激光选区熔化成型是一种先进的制造工艺,它可以实现对复杂结构的三维零部件进行快速、高精度的制造。
该技术使用高能激光束在局部区域熔化金属粉末或用金属丝进行选区熔化成型。
在钛合金材料的加工中,使用激光选区熔化成型技术可以大幅提高加工效率,同时保证零部件的坚固性和减轻零部件的重量。
激光选区熔化成型工艺的关键步骤包括:制备粉末、粉末喷射、选区熔化、扫描覆盖、金属熔池凝固和构件热处理。
其中,选区熔化是整个工艺流程中最为重要的步骤之一,它存在着诸多的优化问题。
二、优化方法1. 选区熔化参数优化选区熔化的参数包括:激光功率、扫描速率、选区熔化深度、扫描线数、等。
这些因素对成型质量、成品性能和成本都有着非常重要的影响。
激光功率是影响选区熔化深度的主要参数。
激光功率越大,热输入越高,熔区温度也就越高。
然而,过高的激光功率也容易引起选区熔化区域的剧烈波动,导致不良成型甚至废品的产生。
因此,激光功率需要根据钛合金的结构特性和加工要求进行适当的优化调整。
扫描速率是指激光束在材料表面上扫描的速度。
扫描速率对成型质量、表面光洁度和热影响区域等方面都有着重要的影响。
一般来说,快速扫描可以提高成型效率,但可能会导致成型质量下降。
因此,需要根据钛合金材料的性质和加工要求来确定扫描速率。
2. 材料选择和制备钛合金的物理化学性质决定了其制造难度较大,选用合适的钛合金和经过专业的制备可以降低选区熔化的难度及成本。
目前,常见的钛合金包括 Ti-6Al-4V、TC4、TA2、TC11 等。
激光选区熔化成形技术特点及零件特性分析

激光选区熔化成形技术特点及零件特性分析摘要:本文通过对金属3D打印技术与铸造方法的差异分析,介绍了常见的四种金属3D打印技术方法,分析了激光选区熔化成形技术的相关特征及其优缺点,展望了激光选区熔化成形技术的发展方向。
关键词:3D打印技术;熔化成形;技术特点;特性分析1 概述现代3D打印技术问世于上世纪80年代。
该技术以数字化模型文件为基础,基于离散堆积原理,采用离散材料(液体、粉末、丝等),通过逐层累加的方式来制造任意形状的零件或物体。
从生产特征上来说,金属3D打印技术与传统的去除材料的机械加工方法截然不同,其最大差异在于“增材制造[1]”,但金属3D打印技术与铸造方法虽然生产特征也不同,但却非常接近,二者都是采用熔化的合金“堆积”来形成零件,只不过铸造“堆积”的是经过熔炼的均匀合金液且堆积材料连续并整体一致,而金属3D打印则是以瞬间熔化的合金液逐滴、逐条、逐层堆积,最后熔合在一起形成零件。
简单对比就可看出,金属3D打印零件的堆积方式不同于铸造,金属3D打印是逐滴、逐条、逐层堆积,是离散堆积,而铸造是连续堆积。
堆积方式不同必然对材料组织的形成产生影响,材料组织不同必将对应不同的性能特点,不同的性能特点则意味着不同的用途以及使用领域。
如何科学的评价这两种组织之间的差异以及给出金属3D打印零件是否可以替代之前采用的铸件对于普通零件设计者来说是一件相对复杂的工作。
但无论如何,分析金属3D打印零件的相关特征并给出其优缺点,无疑将对科学的选择和应用金属3D打印技术,并对金属3D打印技术的发展产生积极地意义。
2 常见金属3D打印技术简介常见的金属3D打印技术主要有电子束选区熔化成形、激光熔融沉积成形、电子束熔丝沉积成形、激光选区熔化成形[2]四种。
电子束选区熔化成形是在真空环境下以电子束为热源,以金属粉末为成形材料,通过不断在粉床上铺展金属粉末然后用电子束熔化,使一个个小小的熔池相互熔合并凝固,这样不断进行最后形成完整的零件实体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《快速成型技术Ⅰ》课程论文针对熔融挤出成型(FDM)技术的表面粗糙度分析讨论学院机械与汽车工程专业机械一学生姓名廖政泰指导教师杨永强王迪提交日期年月日表面粗糙度及影响因素表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
2)表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
表面粗糙度表面粗糙度3)表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
4)表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
5)表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
表面粗糙度表面粗糙度6)表面粗糙度影响零件的接触刚度。
接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。
机器的刚度在很大程度上取决于各零件之间的接触刚度。
7)影响零件的测量精度。
零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
选择性激光熔化技术的基本原理SLM技术是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。
为了完全熔化金属粉末,要求激光能量密度超过106W/Cm2。
目前用SLM技术的激光器主要有Nd-YAG激光器、Co2激光器、光纤(Fiber)激光器。
这些激光器产生的激光波长分别为1064nm、10640nm、1090nm。
金属粉末对1064nm等较短波长激光的吸收率比较高,而对10640nm等较长波长激光的吸收率较低。
因此在成型金属零件过程中具有较短波长激光器的激光能量利用率高,但是采用较长波长的Co2激光器,其激光能量利用率低。
在高激光能量密度作用下,金属粉末完全熔化,经散热冷却后可实现与固体金属冶金焊合成型。
SLM 技术正是通过此过程,层层累积成型出三维实体的快速成型技术。
根据成型件三维CAD 模型的分层切片信息,扫描系统(振镜)控制激光束作用于待成型区域内的粉末。
一层扫描完毕后,活塞缸内的活塞会下降一个层厚的距离;接着送粉系统输送一定量的粉末,铺粉系统的辊子铺展一层厚的粉末沉积于已成型层之上。
然后,重复上述2个成型过程,直至所有三维CAD模型的切片层全部扫描完毕。
这样,三维CAD模型通过逐层累积方式直接成型金属零件。
最后,活塞上推,从成型装备中取出零件。
至此,SLM金属粉末直接成型金属零件的全部过程结束.在制造过程中,铺粉装置按设定的层厚将金属粉末均匀地铺设在基板上,激光在振镜控制下对需要熔化的区域进行扫描熔化;然后,基板下降一个层厚,重复下层的加工,如此往复,金属零件一层层地被加工出来。
SLM激光快速成型技术非常适用于复杂零件的快速制造,它可以极大地缩减产品开发周期,降低设计与制造成本,具有广阔的研究与应用前景[1~8]。
在这种逐层加工过程中,前一层水平面的表面质量直接影响到下一层的铺粉均匀性,如果前一层的表面粗糙度值很大,甚至存在球化现象,则可能导致下一层的铺粉过程无法完成,从而使得成型加工无法继续;另外,垂直面、倾斜面的表面粗糙度作为成型零件表面粗糙度的一部分,也是很重要的。
本文着重研究激光加工工艺参数对成型件各种表面表面粗糙度的影响。
与以往单纯的金属粉末选择性镭射熔化叠层造型技术相比,其特点在于可以一次性并且一体化地加工完成具有内部异型水路和排气功能,但表面形状复杂、难于实施后续加工的精密模具零件。
加工尺寸精度可达到±0.005mm,热处理后的材质硬度可达到Hrc50。
利用由此加工而成的模具零件,可极为有效地缩短模具冷却时间,排除模内困气,达到提高注塑成型效率、改善塑件品质的目的。
近年来把快速成型(RapidPrototyping,RP)技术应用到注塑模具制造领域的努力一直没有间断过。
尤其在欧洲,已经从把属于RP 技术之一的金属粉末的选择性镭射烧结(Selective Laser Sintering, SLS)技术或者选择性镭射熔化(Selective Laser Melting, SLM)技术用于直接制造金属零件,发展到尝试着用于直接制造注塑模具的零件。
SLM技术的工艺过程原理与SLS技术基本相同,即都是使用镭射有选择地照射预先铺展好的金属粉末,并不断地重复铺粉与照射的过程,从而逐渐叠层造型,最后制成所需形状的金属零件。
两者的区别,在于所使用的金属粉末有所不同。
SLM 技术不需要脱脂、浸渗等后续工艺,可以一步达成金属的熔化结合。
最新研究表明,用SLM技术造型特定的几种材料,能够达到近乎100%的致密度。
造型材料包括316L 不锈钢、钛和钛合金、工具钢、钴铬合金、铜合金、铝合金等。
SLM 技术用于制造注塑模具零件的好处在于,其具有良好的加工柔性,可以借助于计算机辅助软件,在模具内部加工出任意形状的异型水路。
这样的异型水路将会有助于改善模具冷却状况,缩短注塑成型周期,提高塑件品质。
但是,SLM技术造型过程中的一些固有缺陷,比如,镭射扫描过程中熔池飞溅、球化和粘粉等因素导致造型零件的尺寸精度不够,表面粗糙度也较高。
这成为了限制该项技术广泛应用的一个重要因素。
虽然通过精加工或者电火花加工等后处理的方法可以大大提高表面质量,但针对一些内腔表面复杂,比如,具有微细深槽的精细零件,造型之后的处理或根本无法进行、或将可能导致造型零件损坏。
1.单熔道成型原理及实验图2为单道熔道成型截面示意图,在SLM成型单道熔池过程中,通过基体将熔池分别上、下两部分。
在基体上方,由于粉末固体质点对液体质点的作用力小于液体质点之间的作用力,润湿角倾向为钝角,熔池的形状倾向为圆形。
Fig.2Cross-sectiondiagramofsinglemeltingtrack进行单熔道成型实验,通过调整工艺参量,获得连续、光滑的单道熔道,观察熔道的形状。
研究发现,熔道的形态与单位时间内能量输入ω(单位为J·cm-3)的大小最密切,ω可以通过下式获得:ω=4P /(πD2v)(1)式中,P 为激光功率,D 为光斑直径,v 为扫描速率。
在单熔道实验中,获得图3所示的两类连续光滑的单熔道。
(1)当ω>2畅6×105J·cm-3时,特别是扫描速率很低而激光功率很高的情况下,获得第1种熔道形态,如图3a所示。
第1种熔道形态规则而连续,熔道宽度为180μm,但是在熔道附近存在大范围的无粉末区。
(2)当1畅3×105J·cm-3<ω<2畅6×105J·cm-3时,可获得第2种熔道形态,如图3b所示。
第2种熔道形态仍然规则而连续,熔道宽度为120μm,熔道周围粉末仍在原来的位置。
Fig.3Twopatternsofthecontinuoussinglemeltingtracksandthecorrespondingcross-sections综合考虑,第2种熔道形态更有利于成型表面质量好的SLM成型件。
观察第2种熔道横截面的形态可以发现,基体上方熔道的形状为圆形曲线,与单熔道成型原理分析结果相一致。
单道熔道的宽度在实际的成型过程中是重要的指标参照值,对零件的表面粗糙度有较大影响,同时也是进行SLM成型件表面粗糙度理论研究的依据。
通过实验研究了不同功率密度下,扫描速率对熔道宽度的影响。
图4中总结了激光功率密度、扫描速率对熔道宽度的影响。
从图中可以看出,熔池宽度随着激光功率密度的下降、扫描速率的增加而减小。
Fig.4Relationshipbetweenscanningspeed,meltpoolwidthandlaserpower(layerthickness:35μm)通过实验研究,得出如下结论:(1)SLM水平面表面粗糙度主要与激光功率、扫描速度和搭接率有关。
当其它参数相同,搭接率为30%时,表面粗糙度值最小,随着搭接率增加,表面粗糙度值下降。
在搭接率<50%时,功率密度增加,表面粗糙度值减小;搭接率≥50%时,功率密度增加,表面粗糙度值增大。
(2)在切片层厚差别不大的情况下,切片层厚对零件垂直面的表面粗糙度影响不大。
(3)零件倾斜表面的倾斜角度越大,表面粗糙度值越小。
参考文献1 D. T. Pham,R. S. Gault. A comparison of rapid prototyping technologies.International Journal of Machine Tools &Manufacture,1998( 38) :1257 -12872 P. A. Kobryn,E. H. Moore,S. L. Semiatin. The effect of laser powerand traverse speed on microstructure,porosity,and build height in laser-deposited Ti -6Al -4V. Script a mater,2000,43( 4) : 299 -3053 Li Peng,Ji Shengqin,Zeng Xiaoyan. Direct laser fabrication of nickelalloy samples. International Journal of Machine Tools &Manufacture,2005( 45) : 1288 -12944 F. Wang,J. Mei,H. Jiang,et al. Laser fabrication of Ti6Al4V/TiCcomposites usingsimultaneous powder and wire feed. Materials Scienceand Engineering A 445 -446 ( 2007) : 461 -4665 M CP Group. M CP R ealizerSLM -SLM Technology. 2005 -01 -25.http: / /www. m cp -group. com。