RPC盖板生产设备1234
烽火OLT设备AN5116-02技术手册

高速铁路桥面系RPC产品的机械化生产

高速铁路桥面系RPC产品的机械化生产摘要根据成都至都江堰铁路彭州支线铁路工程施工的需要,对高速铁路桥面系rpc产品的机械化生产工艺和生产线进行了研究。
通过相关生产工艺试验,极大的改善了rpc产品预制场的生产环境,规范了产品预制作业规程,提高了产品质量的稳定性。
该生产线生产的产品表面光滑,图案清晰,抗折抗压强度好,可在桥面系工程中推广应用。
关键词桥面系;rpc产品;机械化生产线;工艺中图分类号u21 文献标识码a 文章编号 1674-6708(2011)52-0054-03随着社会科技的高速发展,混凝土技术也得到了空前发展,高性能混凝土的应用也越来越广泛。
rpc(reactive powder concrete,活性粉末混凝土)在保持超高强水泥基复合材料优异性能的基础上,克服了其抗拉强度低、脆性大、体积稳定性不良等缺陷与不足,在经济性和环保性方面都优于钢材,拓宽了超高强水泥基复合材料的应用领域。
成都至都江堰铁路彭州支线工程位于成都市郫县、彭州市境内,线路起于成灌铁路郫县西站,途经新民场、三道堰、古城镇至彭州市到达本工程终点,线路全长20.561km。
本工程沿线村镇密布,道路众多,交织成网,交通极为便利。
由于工程中的电缆沟槽盖板的需求数量非常大,工期紧,质量要求高,如果再依照原来的普通混凝土的预制方法,进行人工预制,预制的时间长,人工劳动强度大,产品质量差。
为了提高生产效率,控制产品质量,我们对rpc产品的生产线进行研究,以实现工厂机械化的流水生产,满足了工程实际需要。
1 rpc机械化流水线生产研究1.1 配料系统研究对生产中的基料选配,进行准确计量,同时长时间配料,计量系统要稳定。
配料中,要保证参料分散,以实现帮助后期搅拌均匀。
配料中要确保少扬尘,达到环保,减少环境污染。
1.2 搅拌系统研究由于rpc材料拌和物间粘度大,附着能力强,流动性差,搅拌阻力大,对搅拌装置的要求非常高。
高质量的搅拌,及长寿命的搅拌设备能提高了搅拌机的使用寿命,减少了维修周期。
rpc盖板作业指导
目录1、适用范围 (1)2、作业准备 (1)2.1.内业资料技术准备 (1)2.2. 外业技术准备 (1)3、技术要求 (1)4、施工程序与工艺流程 (2)4.1施工程序 (2)4.2工艺流程 (2)5.施工要求 (4)5.1施工准备 (4)5.2 施工工艺 (4)6.劳动组织 (8)7.材料要求 (8)8.设备机具配置 (10)9.质量控制及检验 (11)10.安全及环保要求 (13)10.1安全要求 (13)10.2环保要求 (14)RPC盖板施工作业指导书1 、适用范围本指导书适用于西成客专7标段桥梁、路基RPC盖板施工。
2、作业准备2.1.内业资料技术准备开工前组织技术人员认真学习西成公司相关要求、实施性施工组织设计、《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》(科技基【2006】129号)、《活性粉末混凝土构件施工要点手册》(工管技【2009】77 号)、《铁路混凝土工程施工质量验收标准》(TB1424-2010)、西成公司《关于加强西成、宝兰客专小型预制构件施工管理的通知》(西成公司2015-077调度通知)等验收标准和文件要求,仔细阅读审核设计技术交底文件盖板施工图纸,掌握盖板预制施工工艺参数。
结合设计参数选择施工机械,制定施工安全保证措施,提出应急预案。
对施工人员进行技术交底,对参加施工人员进行上岗前技术培训,考核合格后持证上岗。
2.2. 外业技术准备收集各种技术数据,为技术方案、施工工艺、机械选择提供依据。
修建生产生活设施,根据施工方案配置管理人员、技术人员、试验人员、安全人员、施工机械、试验仪器等人员设备。
3、技术要求3.1 RPC盖板预制全部在盖板预制场内预制。
3.2所有原材料应有合格证明书和复验报告单,不合格者不得使用。
3.3施工前按照设计提供的配合比进行试验,确定施工配合比,保证强度能达到设计要求。
3.4在大规模生产前要进行试生产,确定各项技术参数,检验施工效果,并报监理单位确认。
京沪高速铁路曲阜RPC盖板预制厂规划设计
・
15 0 ・
水利水 电施工 2 1 ・ 3期 总第 16期 0 第 1 2
( )蒸 养 系统 选 型 。 6
块 模具 才能 满 足强 度 的 要求 。若 考虑 模 板 损 耗 周 期 为
5 ~6 O 0次 计 算 , 则 在 整 个 R C 厂 建 设 周 期 内 需 使 用 P 模 板 2 0 80 0块 。
生 活 、办 公 辅 助设 施 1 0 m 80 。
综合 考虑各工区供 R C板 时间和箱 梁预制 周期 的关 P 系 ,曲阜 R C盖板预制厂设置于三标 曲阜制梁场 1 号拌 P 6
和站旁 。 2 2 2 设 备 配 置 、选 型
拌仓设置两个 出料 口同时下料供应一 条生 产线 。
路工 蠢 桥程
厂配置 了一套 10 型立轴行星式 R C专用拌和站 、两条 50 P
4 m 的流水作业线及两 台 4 卧式 蒸汽锅 炉。 2 t
2 13 生 产 工 艺 .. R C盖 板 预 制 生 产 工 艺 流 程 见 图 1 P 。
r
图 1 RP C盖 板 预 制 生产 工 艺流 程
ቤተ መጻሕፍቲ ባይዱ
7 输汽 管 汽管 直径 为 10 5mm 管 长为 1 0 3 m
6 6 3 3
4 ( ÷8 7 )
8
合 计
17 31 2 1 4
4 6 03
注
1 .蒸汽 参数 :绝 对 蒸汽 压 力 为 5 g c ,饱 和温 度 为 11 , k /mz 5℃
汽化 热为 5 4 clk ,蒸汽 热含 量为 6 6 clk 。 0 ka g / 5 k a g /
用汽量统 计见表 1 。
( )主车 间选择 。主车 间主要 为 R C盖板成 型 和盖 8 P
主运输大巷皮带管理台账
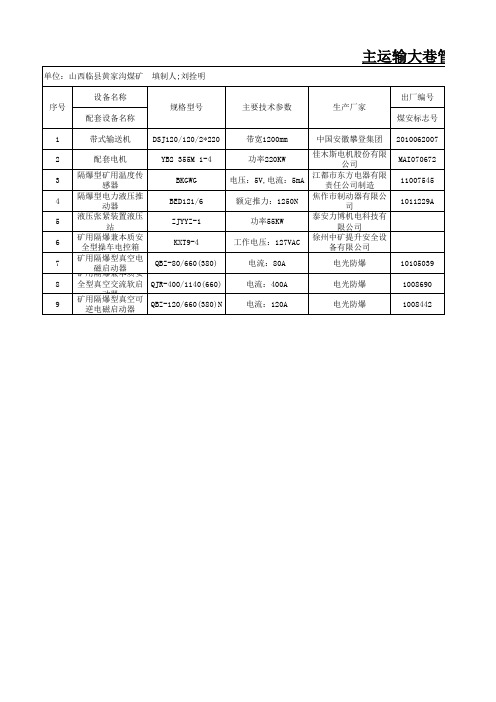
单位:山西临县黄家沟煤矿 填制人;刘拴明 设备名称 序号 配套设备名称 1 2 3 4 5 带式输送机 配套电机 隔爆型矿用温度传感器 隔爆型电力液压推动器 液压张紧装置液压站 DSJ120/120/2*220 YB2 355M 1-4 BKGWG BED121/6 ZJYYZ-1 带宽1200mm 功率220KW 中国安徽攀登集团 规格型号 主要技术参数 生产厂家 煤安标志号 2010062007 MAI070672 11007545 1011229A 出厂编号
10105039 1008690 1008442
输大巷管理台账
设备存放 出厂日期 设备原值 使用日期 填表日期 使用地点 2010.12 2010.08 2012.12.05 2012.12.05 设备状态 是否齐全 是 是 双电动机 资料档案 备注
2 2010.08
矿用隔爆兼本质安全型操车电控箱KXT9-4 6 7矿用隔爆型真空电磁启动器 QBZ-80/660(380) 矿用隔爆兼本质安全型真空交流软启动器 8 QJR-400/1140(660) 矿用隔爆型真空可逆电磁启动器 9 QBZ-120/660(380)N
佳木斯电机股份有限 公司 江都市东方电器有限 电压:5V,电流:5mA 责任公司制造 焦作市制动器有限公 额定推力:1250N 司 泰安力博机电科技有 功率55KW 限公司 徐州中矿提升安全设 工作电压:127VAC 备有限公司 电流:80A 电流:400A 电流:120A 电光防爆 电光防爆 电光防爆
高速铁路RPC盖板生产技术
摘要:RPC由于其超高强度、高耐久性及高韧性等诸多优越性目前已广泛应用于各领域,本文结合高速铁路RPC盖板的生产实践,从RPC盖板的生产设施、设备的配备、生产工艺以及质量控制要点等方面进行了提炼、总结。
关键词:RPC盖板生产技术工艺质量控制1概述活性粉末混凝土(即reactive powder concrete简称RPC)是由石英粉、掺合料、钢纤维、水泥、外加剂等原材料组成的一种超高强度、高耐久性、高韧性和体积稳定性良好的水泥基材料。
此种材料法国在90年代中期开始研制应用,国内在本世纪初开始研制,由于材料自身的诸多优越性,2006年开始广泛应用于高速铁路工程。
本文主要从RPC盖板的生产设施、生产工艺、配方、生产设备以及质量控制方面进行总结。
2RPC盖板生产概况RPC盖板其主要性能指标抗压强度≥130Mpa,抗折强度≥18Mpa,弹性模量≥48Gpa。
临汾预制构件厂生产大西客专桥梁RPC盖板共计39万块,混凝土2700m3,日生产3000块。
盖板生产从2011年3-4月试生产,根据工程实际,在2012年5-10月正式生产,生产时间共计6个月。
3RPC盖板生产布置3.1整体布局RPC盖板生产车间利用现有厂房设置,厂房面积20m*75m,厂房一端为HZN60拌合站,搅拌机出料口下为螺旋分料机,沿分料机中心布置一条输送线,输送线一侧布置8个振动平台。
厂房的另一端设置6个初养养护室和脱模区,厂房外另设置6个终养养护室,终养养护室附近设置4t的蒸汽锅炉房。
厂房外靠近拌合站设置洗模池两个,一个模具盐酸浸泡池,一个模具清洗池。
3.2拌合站的配备RPC混凝土粘聚力强,粘性大,搅拌机的选择应为强制式搅拌机,搅拌速度不低于45转/岀分,其机容量根据每天浇筑的混凝土方量及螺旋输送机的容量确定,螺旋输送机的容量为0.4m3岀,搅拌机的机容量按照大于0.5m3配置,原材料的计量精确度高,用水量和外加剂的计量误差控制在0.5%,选用HZN60全电脑自动控制搅拌机。
H矿业设备编码方案
设备编2020年8月26日设备编码管理方案建议目录一、................................................................. 项目背景1二、................................................................. 项目目标1三、................................................................. 实现思路2四、................................................................. 详细方案24. 1物资编码介绍 (2)4.2设备编码方案 (3)4.2功能编码方案 (5)4.3该设备编码方案的扩展应用方案 (6)设备编码管理方案建议一、项目背景H公司计划今年实施并完成设备全生命周期管理系统,而设备编码是设备全生命周期管理的基础,所以设备编码工作应尽早展开,并从陕煤化大集团层面进行考虑,再因为设备全生命周期涉及设备的前期(规划、设计、选型、采购、入出库、安装等)、中期(运行、维护、维修、技改等)、后期(报废、处置等),这其中设备编码、设备安装位置管理作为设备管理过程的基础环节显得特别重要。
基于以上考虑,建议以H为试点,开展设备管理编码标准化工作,并将设备编码与设备釆购过程进行有效追溯。
从而实现设备全生命周期的管理。
二、项目目标通过本次项目的实施实现设备分类、设备编码及安装位置收集,设备编码与物资编码关联整理并系统化,使设备编码与设备安装位置、物资编码的建立对照关系,实现设备安装位置编码、设备编码、物资编码全线贯通,继而实现设备采购与便用信息全面在案追溯。
基于这些数据的建立与引用, 还可以实现。
◊设备采购计划管理◊设备采购过程监控◊设备保有量查询与分析◊设备采购价格分析◊基于设备不同安装位置的绩效分析◊与供应商关联的设备绩效分析三、实现思路延续陕煤化集闭物资采供管理信息化系统项目物资编码之设备类物资编码的建设思路,在设备对应的物资编码下扩展设备编码。
RPC盖板安装技术交底
RPC盖板安装技术交底1、目的明确RPC电缆槽盖板安装操作要点和相应的工艺标准,指导规范RPC电缆槽盖板施工。
2、编制依据《高速铁路铁路桥涵工程施工质量验收标准》《高速铁路铁路桥涵工程施工技术指南》《常用跨度梁桥面附属设施》《施工图设计文件》3.适用范围适用于郑徐铁路客运专线ZQZX04标段0-878#墩RPC电缆槽盖板铺设施工。
4.劳动力及机具组织4.1 RPC电缆槽盖板施工劳动力及机具组织每个铺设小组的人员配置如表4-1所示,每个工作面可安排多个小组同时作业。
表4-1 每个工作面人员配置表表4-2 各工作面机具配置表5.施工程序1)对电缆槽内的防水层、混凝土防护层、排水坡向、接地端子等进行验收。
2)对A竖墙企口台阶、B竖墙、防护墙企口台阶顶部拉线进行测量。
一般截面盖板布置图3)分析测量结果,横桥向同一排的3个测点高程应保持基本一致。
顺桥向两点间在墙侧面弹线,对高出的部位切割打磨,对低的部位采用砂浆进行坐浆处理。
保证盖板安装后线形顺直并且不出现晃动现象。
4)为保证B竖墙上的盖板纵缝顺直,在梁两端拉细钢丝绳进行控制。
要求盖板边缘与防护墙和A竖墙间缝宽不小于2mm且不宜大于10mm,对如不满足要求的,切割打磨A竖墙,容许在不影响整体外观的前提下,少量移动B竖墙顶上的纵缝位置。
盖板平面布置图设置接触网支柱盖板布置图RPC盖板拼装示意图5)对接触网基础、拉线基础处的盖板尺寸现场测量后对盖板进行切割安装,使其满足要求。
接触网支柱基础盖板布置图下锚拉线基础盖板布置图6)以上各工序验收合格后,对A竖墙企口台阶、B竖墙、防护墙台阶顶部及槽内进行清理打扫。
7)在保证梁端部位板缝宽度的前提下,测量每孔梁的铺板长度,并参考接触网基础等实际位置,从梁端部进行配板,依据配板结果进行纵向放线,使得最窄的盖板宽度不小于30cm,并将非标板布置在接触网基础附近。
梁段盖板示意图8)现场拌制1:2水泥砂浆(采用洁净的细砂),从梁端开始,按布板线进行盖板铺设。
RPC盖板建厂方案
新建石武铁路客运专线(河南段)RPC电缆槽盖板建厂方案及生产工艺建议书编制部门:编制:审核:批准:中铁四局石武客运专线河南段RPC盖板厂二0一0年三月RPC砼电缆槽盖板建厂方案及施工工艺一、工程概况新建铁路石家庄至武汉客运专线河南段是北京-广州-深圳-香港铁路客运专线的一部分,线路北起河南省与河北省省界,南至河南与湖北省交界,经董寨国家自然保护区西侧进入湖北境内。
正线起讫里程:DK490+248~DK1044+360,全长506.843km。
遵照铁道部建设司技电(2009)52号文和铁道部工程管理中心(2009)75号文件精神,以及按照京广铁路客运专线河南有限责任公司印发《石武客专河南段全线电缆槽盖板建厂规划及实施的指导意见》(京广客专豫工【2010】2号)文件通知的要求,我项目经理部将积极筹建RPC砼电缆槽盖板厂以满足三标、四标、五标、六标四个标段的电缆槽RPC盖板生产供应任务,产品供应线路全长183.4km(DK700+800~DK914+044),按照图纸计算各型RPC砼电缆槽盖板约43.6万m2。
二、RPC电缆槽盖板设计标准和性能参数活性粉末混凝土(Reactive Powder Concrete,简称RPC)是由超细活性粉末、水泥、优质石英砂、矿物掺和料、高强度纤维等组成,通过最优化级配设计,经高温热合等特定工艺制备而成的高技术复合材料。
具有高强度、高耐久性和质量稳定、易于制造、外形美观等特点。
该材料结合了超细粒聚密材料设计原理与纤维增强技术,结构尺寸薄,相同承载能力下RPC盖板为普通混凝土盖板重量的40%左右,安装方便。
电缆槽盖板分为通讯、讯号和电力电缆槽盖板两大类。
盖板0.5m 为一单元,设6mm断缝,板宽494mm,板厚25mm,梁端根据桥跨的不同设置配板。
通讯、信号电缆槽盖板采用D型板,桥上不设置声屏障时,电力电缆槽盖板采用C型,设置声屏障采用E型,设计载荷作业通道竖向静活载5KN/m。
软控新添第四代智能化乘用胎一次法成型机_
22中国橡胶创新技术Creative Technology软控新添第四代智能化乘用胎一次法成型机9月21日,在上海新国际博览中心举 办的“第十七届中国国际橡胶技术展”(RubberTech China 2017)上,软控股份有限公司发布了第四代乘用子午胎一次法成型机—PS2A 。
该机型同步反包等6项技术填补了国内空白,产品单循环时间突破40秒,是迄今为止我国自主研发的智能化水平最高的成型机,整体已达国际先进水平。
PS2A 属于两鼓三工位全自动成型机,只需1人操作,占地布局为15.5×10.5× 3.5m ,成型范围14~22寸,适合SOT& TOS 成型工艺。
该成型机具有五大特性,可让客户得到更优质、更高效、更稳定、更易用的使用体验。
第一,技术与工艺完美结合,保障高品质轮胎。
针对用户对高品质轮胎的需求,研发团队在同步反包、自动无级全范围带束鼓、全范围同步带束层传递环、同步仿形动态滚压、智能纠偏系统、可靠的供料系统等方面进行技术攻关与升级,实现了多项技术突破,为产出高品质轮胎提供了技术保障。
第二,单循环时间突破40s ,成型效率行业领先。
成型效率和成型质量是轮胎企业的核心关注点,软控一直追求成型效率和成型质量最佳平衡点。
通过优化成型工序及关键路径动作,PS2A 在产出高品质轮胎的情况下,产品单循环时间突破40s ,并能够持续稳定生产。
第三,可维护性显著提高,隐形成本降低50%。
通过模块化、标准化设计,PS2A 成型机物料种类大大减少,典型结构更加统一,从而降低了设备的维护难度,实现设备的快拆、快装、快安、快调、快查、快修。
同时,通过引导式故障诊断、部分可视化及无纸化备件管理等功能的应用,实现了设备维护的高便捷性。
第四,高可靠性、高稳定性,AOUT ≥97%。
通过物料可靠性测试及专项研究、虚拟仿真、精密化零件加工、标准化部套装配、8D 质量管控等全流程、全环节的高标准、严要求,以及有效衔接配合,PS2A的可靠性、稳定性得以保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RPC(活性粉末混凝土)
盖板生产设备
简
要
说
明
书
北京浩瑞佳机械设备有限公司
一、用途和特点
本设备是依据中华人民共和国铁道部科学技术司2006年10月23日发布的《客运专线活性粉末混凝土(RPC)材料人行道挡板、盖板暂行技术条件》,专为高速铁路客运专线生产RPC-活性粉末混凝土(Reactive Powder Concrete)盖板设计。
为提高RPC材料盖板的整体质量,在产品制造过程中对材料的储存、计量、搅拌、装盒及养护等工艺过程和设备性能都提出了更高的要求。
本公司生产的RPC盖板生产线和目前国内市场其它厂家的盖板生产线相比,有了较大提高和突破,增加了钢纤维计量和预拌功能,完全取代了人工添加钢纤维的繁琐,减少了材料在搅拌中的钢纤维抱团,使物料搅拌更加均匀迅速,工作环境显得更加简洁、高效、控制系统采用了人机界面操作也更加人性化,可方便的实现手动、半自动、自动操作,整套设备运行稳定,工作可靠性强。
根据生产工艺的要求和特点在设计中充分考虑了设备外观和维修养护,具有结构新颖独特,造型美观大方,投资少,可移动性强,占地面积小等优点,又具有生产效率高,工作可靠性强的优点,是高速铁路生产RPC盖板的理想设备
二、产品说明、结构、性能
整条RPC生产线包括:钢结构部分、物料储存及供给、物料计量、混凝土搅拌、出料装盒、输送、振动整平和温控养护等系统组成。
钢结构部分
包括底盘、支腿、上部支架、道轨及螺旋底架支腿等组成。
底
盘与支腿采用铰链方式连接和定位,螺栓紧固便于安装。
底盘上装有搅拌机、料斗提升卷扬机,下部连接螺旋供料机,上部支架上装有水泥称、水称和外加剂计量称。
物料储存供给及计量系统
本系统完成所有合成RPC物料的供给及计量。
水泥储存及供给系统
该部分由水泥仓及水泥螺旋输送机组成。
水泥从水泥仓经螺旋输送机直接输送到水泥计量斗中进行计量。
水泥仓的下部装有空气破拱装置,由电磁阀控制压缩空气进行破拱,水泥仓中装有2个料位显示器,分别显示料位高和料位低。
水泥仓下锥部出料口装有卸料阀门,控制水泥卸料。
水泥仓顶部装有除尘装置和安全帽,安全帽可以保证水泥仓内部压力平衡,按动除尘器振动电机按钮,振动电机工作,将积尘抖落。
螺旋输送机进料口到出料口中间距离为6m,倾角400,功率7.5kw。
它负责将水泥从水泥仓中输送到水泥称量斗中计量。
螺旋叶片采用变螺距设计,花键式连接,从而使输送更稳定,拆装更方便。
6m螺旋机一般分两节制造,便于运输安装。
骨料供给系统
配料机规格为PLD1200-3型,由储料系统和称量系统组成,可配3种骨料。
由装载机向储料斗中供料,上料高度2.8m。
钢纤维预拌计量系统:
此系统由钢纤维计量称、卸料皮带机及钢纤维预拌搅拌机等组成。
计量称中分别装有石英砂和钢纤维,通过计量确定进入预拌搅拌
机中钢纤维和石英砂的质量,经预拌搅拌机混合后再进入搅拌机可大大减少钢纤维的抱团。
水、粉料、外加剂计量系统
所有物料均采用称重式计量。
由称量斗、称架、传感器、气动放料阀门等组成;外加剂出料是先进入水计量斗中稀释,然后进入搅拌筒内,此动作由控制系统成;水泥称量斗上端设有排气口,由软管和搅拌机筒链接,达到排气除尘的目的,可使计量更精确。
搅拌系统:搅拌机主机为JS750型双卧轴强制式混凝土搅拌机,根据RPC材料的特点,本搅拌机转速为45转/分,搅拌机的卸料方式是气动卸料。
气路系统:气源由空压机经减压阀、油水分离器、油雾器后经分气包进入各支路。
电气控制系统
控制系统被认为是整套设备的核
心,直接关系系统的状态和效率,根据
本站实际情况,提供的是一套由称重仪表+管理仪表+工业计算机所组成的管理模式。
具有功能齐全,操作维修简单、计量准确稳定性强等优点,很方便操作和设备维护人员,并且系统在脱离计算机的情况下仍可设置全自动工作,是目前很多厂家所不具备的。
配备国内高可靠的控制计算机和优质的电器元件,按标准的工业级设计,使得性能和稳定性得到了更进一步的提升。
流行的WINDWS操作系统,简单方便,四路监控系统足可满足现场每一个需要随时监控的地方。
控制室宽敞,内设空调,照明灯光柔和,操作舒适,人性化设计使工作显得更加舒适方便。
出料装盒系统:
搅拌完毕的混凝土经卸料嘴分别进入
两个分料螺旋机,本系统由物料输送、分料
计量和电气控制系统等部分组成。
分料螺旋
分别完成混凝土的储存和输送功能,在螺旋
机的出料口下端有一个物料计量盒,由气缸拉动计量盒倒入模具,实现自动分料功能。
模具输送
模具的输送由一台平板输送机完成。
平板式输送机是由链条作牵引,以链板
承载物品的连续运输设备。
当电机转动时,
由减速机带动传动链条驱动链轮带动链条,将链板上的物品带动。
振动成型
物料的振动成型由振动平台完成。
根据现场的情况,振动平台可以分布在平板输送机的一侧或两侧。
振动成型的产品进入模具架等待进入温控室养护。
温控系统
【温控系统界面1】
【温控系统界面2】
温控系统由计算机、温控仪表、温度传感器和电磁阀组成,完善的技术保障整套设备具有控制精度高、稳定、可随时查询的特点。