线圈制造工艺流程图
线圈制造实用工艺流程图

适用标准文案
线圈制作工艺流程图
流程图 :
物料
物料查验
线圈绕制
半成品查验
出厂查验不合格品办理程序
入仓、出货
适用标准文案
详叙 :
1.物料查验:严格按客户要求及企业拟订的物料查验规范对供给商的物料
进行查验,合格后方可进仓。
2.线圈绕制 (含出线 );按工程部设计的图纸绕线。
绕线时开端将线头用脱漆剂脱漆,将
引线用剥皮机剥掉绝缘层,与线头纽焊在一同,并套纤维管或硅
胶管出线,线头处上下加垫 DMD 绝缘纸垫,焊锡时烙铁温度控
制在 400~600℃之间;绕线时每绕制 5 层加垫 1 层 DMD 纸以
便于排线;扫尾方式同开端,并用迈拉胶和 DMD
绝缘纸垫固定引线,绕线完成后用迈拉胶整体缠数圈。
3.半成品查验:半成品查验项目为全检,主要检测每个线圈的电阻、匝数、
外观以及外形尺寸。
电阻和匝数的偏差控制在 1%之内,且电
阻值的绝对偏差不超出 3Ω。
4.出厂查验:出厂查验主要检测电阻,按10%比率进行抽检,若有不合格者则所有
从头丈量,并进入不合格品办理程序,按质量事故办理。
电子产品生产工艺

电子产品生产工艺1电子工艺工作1.1 工艺工作概述什么叫工艺工作呢?工艺工作是对时间、速度、能源、方法、程序、生产手段、工作环境、组织机构、劳动管理、质量监控等生产因素科学研究的总结。
工艺工作的内容又可分为工艺技术和工艺管理两大类。
1。
2 电子产品工艺工作程序1 电子产品工艺工作流程图电子产品从研究到生产的整个过程可划分为四个阶段,即方案论证阶段、工程研制阶段、设计定型阶段和生产定型阶段。
在各阶段中都存在着工艺方面的工艺规程,图3。
1是电子产品工艺工作流程图,1 电子产品工艺工作流程图2 方案论证阶段的工艺工作3 工程设计阶段的工艺工作4 设计定型阶段的工艺工作5 生产定型阶段的工艺工作2电子产品制造工艺技术2。
1电子产品制造工艺技术的种类对电子产品制造来讲,工艺技术有很多种,工厂生产规模、设备、技术力量和生产产品的不同,工艺技术种类也不同。
以下简要介绍几种一般工艺技术。
1。
机械加工工艺电子产品很多结构件是通过机械加工而成的,机械类工艺包括车、钳、刨、铣、镗、磨、插齿、冷作、铸造、锻打、冲裁、挤压、引伸、滚齿、轧丝等。
其主要功能是改变材料的几何形状,使之满足产品的装配连接。
2。
表面加工工艺表面加工包括刷丝、抛光、印刷、油漆、电镀、氧化、铭牌制作等工艺.其主要功能是提高表面装饰性,使产品具有新颖感,同时也起到防腐抗蚀的作用.3。
连接工艺电子设备在生产制造中有许多连接方法,实现电气连接的工艺主要是焊接(手工和机器焊接)。
除焊接外,压接、绕接、胶接等连接工艺也越来越受到重视。
4。
化学工艺化学工艺包括电镀、浸渍、灌注、三防、油漆、胶木化、助焊剂、防氧化等工艺。
其主要功能是防腐抗蚀、装饰美观等。
5. 塑料工艺塑料工艺主要分为压塑、注塑及部分吹塑.6。
总装工艺总装工艺包括总装配、装联、调试、包装以及总装前的预加工工艺和胶合工艺.7。
其他工艺其他工艺包括保证质量的检验工艺、老化筛选工艺、热处理工艺、数控工艺、电火花工艺等。
线圈环氧浇注工艺-doc(1)
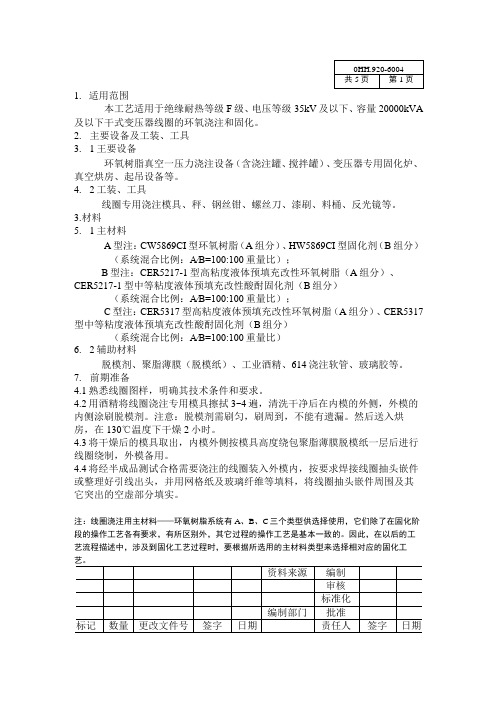
1.适用范围本工艺适用于绝缘耐热等级F级、电压等级35kV及以下、容量20000kVA 及以下干式变压器线圈的环氧浇注和固化。
2.主要设备及工装、工具3.1王要设备环氧树脂真空一压力浇注设备(含浇注罐、搅拌罐)、变压器专用固化炉、真空烘房、起吊设备等。
4.2工装、工具线圈专用浇注模具、秤、钢丝钳、螺丝刀、漆刷、料桶、反光镜等。
3.材料5.1主材料A型注:CW5869CI型环氧树脂(A组分)、HW5869CI型固化剂(B组分)(系统混合比例:A∕B=100:100重量比);B型注:CER5217-1型高粘度液体预填充改性环氧树脂(A组分)、CER5217-1型中等粘度液体预填充改性酸酎固化剂(B组分)(系统混合比例:A∕B=100:100重量比);C型注:CER5317型高粘度液体预填充改性环氧树脂(A组分)、CER5317型中等粘度液体预填充改性酸酎固化剂(B组分)(系统混合比例:A∕B=100:100重量比)6.2辅助材料脱模剂、聚脂薄膜(脱模纸)、工业酒精、614浇注软管、玻璃胶等。
7.前期准备4.1熟悉线圈图样,明确其技术条件和要求。
4.2用酒精将线圈浇注专用模具擦拭3~4遍,清洗干净后在内模的外侧,外模的内侧涂刷脱模剂。
注意:脱模剂需刷匀,刷周到,不能有遗漏。
然后送入烘房,在130℃温度下干燥2小时。
4.3将干燥后的模具取出,内模外侧按模具高度绕包聚脂薄膜脱模纸一层后进行线圈绕制,外模备用。
4.4将经半成品测试合格需要浇注的线圈装入外模内,按要求焊接线圈抽头嵌件或整理好引线出头,并用网格纸及玻璃纤维等填料,将线圈抽头嵌件周围及其它突出的空虚部分填实。
注:线圈浇注用主材料——环氧树脂系统有A、B、C三个类型供选择使用,它们除了在固化阶段的操作工艺各有要求,有所区别外,其它过程的操作工艺是基本一致的。
因此,在以后的工艺流程描述中,涉及到固化工艺过程时,要根据所选用的主材料类型来选择相对应的固化工4.5装好模具,送入真空烘房进行干燥处理。
网络变压器生产流程

九:半成品浸锡/清洗 /烘干
●使用工具:无铅自动锡炉、清洗盆、清洗夹、牙刷、胶篮; ●使用物料:绕好脚的半成品、无浸锡夹具上,在绕线的端脚上沾脚长的1/2的助焊 剂,将摆放好的夹具放在机器的活动架上,然后踩动脚踏开关开始浸锡;
变压器制造流程
十:半成品浸锡检查
●使用工具:放大镜 ●使用物料:浸好过的半成品
操作步骤 1、按半成品工艺标准进行检查 2、焊点不可超出胶壳支柱
诺威培训教材
.
12
标题:Transformer 制造过程(制程)
变压器制造流程
十一:半成品综合测试
●使用工具:测试架、综合测试仪、高压测试仪 ●使用物料:待测试的半成品
13
标题:Transformer 制造过程(制程)
变压器制造流程
十二: 灌胶
●使用工具: 胶瓶、吸管、玻璃板、烤箱 ●使用物料:灌胶材料、待灌胶的产品、稀释剂
操作步骤 1、配胶 2、灌胶 3、烘烤
注意事项 1、配胶比例应按照所有胶料的性质不同而有所不同 2、灌胶量应根据不同产品和所用胶料的不同而决定灌胶量的多少 3、严格按照作业指导书的要求设置烤箱温度和烘烤次数
23 22 21 20
19 18
CABLE SIDE
17 16 15 14
13
33
标题:网络变压器电路设计要求
典型1000M变压器电路及参数
1000BASE-T ELECTRICAL CHARACTERISTICS @ 25oC
INDUCTANCE:
350uH MIN WITH 8mADC BIAS
的温度称为居理点,也叫居理温度。 Volume Resistivity(Ρ) 体电阻率:即1立方米两边的电阻。 Loss Factor(1/uq) 损耗因数:是指磁芯在交变磁场的作用下,功率损耗的大
电感是什么

1.5±0.1
4±0.1
B
C
K
载带尺寸C/W:4/8、8/16、 12/16、16/24、24/32
特点:电感量范围(nH-uH),频率高,电感量精度高,损耗小 (即Q大),容许电流大、制作工艺继承性强、成本低等。
一
贴片电感产品介绍
常规尺寸型号:0402(1005) 0603 (1608)0805(2012) 1206(3216 )1210(3225)
电感容许公差 J – ±5% K – ±10% M – ±20%
一
贴片电感产品介绍
目前推出三种材料:还原粉(HPB)、合金粉(HPBH)、羰基粉 (HPBT)。
常规尺寸型号:0402、0630、0650、0850、1045、1050、1265、 1770、2213。
一
贴片电感产品介绍
磁珠:主要原料为铁氧体,专用于抑制信号线、电源线上的高 频噪声和尖峰干扰,还具有吸收静电脉冲的能力。磁珠是用来 吸收超高频信号,像一些RF电路,PLL,振荡电路,含超高频存 储器电路(DDRSDRAM,RAMBUS等)都需要在电源输入部分加磁 珠,而电感是一种蓄能元件,用在LC振荡电路,中低频的滤波 电路等,其应用频率范围广。 磁珠有很高的电阻率和磁导率, 等效于电阻和电感串联,但电阻值和电感值都随频率变化。
一
贴片电感产品介绍
贴片功率电感:功率贴片电感是分带磁罩和不带磁罩两种,主要 由磁芯和铜线组成。
特点:电感量范围广(uH-mH),频率高,电感量精度高,损耗小 (即Q大),容许电流大、制作工艺继承性强、简单、成本低等。
一
贴片电感产品介绍
贴片大功率电感:又称扁平线圈电感即一种扁平式线圈的电感 器,由一线圈部,所述线圈部两端延伸的接脚部,一由铁粉压 铸而成的导磁座及盖体所构成;其中,线圈部为一扁平圈绕式导 电线材,其两端接脚部朝外部电路导接方向折弯,并在所述线 圈部及接脚部的外表注有一绝缘包覆体,只外露一部分接脚部 作为与外部电路连接的接面,如此所述接一
电机制作工艺
电机制造工艺知识电机制造工艺知识培训教材一、工艺流程图1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK高压电机流程图二、关键工艺(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装(6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、G2.5、G6。
32、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命.绝缘浸渍是电机制造的关键工序。
(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(2)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术.我国发展VPI是在70年代上海电机厂B级绝缘的中胶云母带工艺,此时,设备真空度不高,仅为KP级,后来设备真空度大大提高,小于100Pa的设备国产化,F级少胶带工艺发展流行。
高频变压器生产工艺
<八>.焊铜带 1.将工艺要求材质、厚度、宽度铜带绕线包 1TS,用焊锡将接头处焊住,铜带的接口位置在 变压器的磁芯侧面处。 2.要求铜带焊接无松动,位置在线包中间偏上,不可焊在线包引出线处,以防短路或高压 更改记录 拟 制 审 核 批 准 第 6 页 更改签名 共 10 页 工 艺 说 明 名 称 文件编号 版本
工
艺
说 明
文
件
名
称
文件编号
一.工艺流程图:
原 材 料 进 厂 检 验
入
绕线 包胶带、端控带
B
配线
A
一次焊锡
库
包铜带 一次电感测试
C
测匝比、相位
D
装
配
E
浸漆、烘烤
二次焊锡
外观检测
电感测试
安全测试
注:A、B、C、D、E 标记为
工序质量控制点。
入库
拟
包装
制 审 核
贴标签批 准 第 共校脚1 10 页 页 版本 1.0
更改记录 更改签名
拟 工 艺 说 明 名
制 称
审
核
批 准 文件编号
第 共
7 10
页 页 版本
0101 1.0 高频变压器 2.引脚要求焊锡光亮,无污物,无毛刺和倒钩,焊锡不可粘上骨架、线包,不能有连焊虚 焊现象;保持变压器整体的清洁。 <十一>. 外观检测 1.外观检测是检测变压器整体外表工艺性能、外观清洁光亮度及外型尺寸是否在符合要求, 也就是说外观检测是测试变压器的做工怎么样,一般采用目测法。 2.磁芯:要求安装位置正确,不倾斜,不松动;任何部位不能有裂痕、破损、掉块面积不应 超过磁芯产品标准。 3.骨架:要求骨架无破损、无缺针、无明显变形,针脚长短一致焊锡光亮,无连焊、虚假焊、 黑点、倒钩毛刺;配线高度不超过挡墙的高度。超高的用烙铁压下。 4.铜带:安装位置正确,不偏下;表面无破损、氧化及影响外观的其他现象;焊点光亮,无 堆锡、少锡,无虚焊。 5.浸漆:整个变压器表面浸漆均匀,无堆漆、漆瘤及部分部位不上漆现象。 6.变压器表面干净整洁,无污物、杂质,特别是不能有任何部位不能有锡粒,如有应用刀片 将其刮掉,但不能损伤变压器表面。 7.变压器外型尺寸符合图纸要求。 <十二>.成品电感测试 (f=1khz) 1.复测变压器电感量浸漆后有无变化,是否符合图纸规定的内控标准。 更改记录 拟 制 审 核 批 准
小功率电动机生产工艺流程图

过程流程图1.绕线电动机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,如遇到特殊大型规格时,可选择特异型绕制设备。
2.成型前包扎电机梭型线圈绕制后,用收缩带,黄蜡绸带等绝缘材料包扎,目的是:保护线圈外绝缘、层间绝缘、匝间绝缘不至于损坏。
在拉型机时免受模具夹具、鼻端销钉等摩擦,防止松动变形。
包扎线圈一般用女工,由于女工心细手巧且干活速度快,一般3-5人包扎供拉型。
也可使用电动包带机。
3.成型成型机、涨型机、拉型机其实是一种机器,它主要目的是把绕线机绕制的立绕梭型线圈或平绕梭型线圈拉成框行线圈,框型线圈以电机定子铁心的内外圆为标准,组成向心式的有角度的线圈,绕制梭型线圈需技工2人即可完成,而拉(涨)型一般需3人。
过去在没有成型机以前,我处有几位老练的师傅可手拉成型,可在15分钟将72只线圈手工拉制成型,但对于较大型线圈拉型显现的有些吃力。
而利用拉型机一般一个小时内3人可规范的拉出72只线圈来,每只成型线圈直线部分最长可调整到1.5米,高度可调整在80公分以内,角度调整范围为0-60度,四只夹具可实现万能锁定。
操作灵活、方便,上模块,退模迅速,拉型便利,定位精准,调角调位准确,不失为一种实用产品。
拉型前使用计算机将线圈的形状按照所修电机的实际情况绘制成图并制作成模板用来调整拉型机,不会绘图者一般以旧线圈为模板调整拉型机,拉型机四只夹具有上下左右调整机构,调整夹紧机构锁扣锁定线圈进入拉型程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线圈制作工艺流程图流程图:
详叙:
1.物料检验: 严格按客户要求及公司制定的物料检验规范对供应商的物料
进行检验,合格后方可进仓。
2.线圈绕制(含出线);按工程部设计的图纸绕线。
绕线时起头将线头用脱漆剂脱漆,
将引线用剥皮机剥掉绝缘层,与线头纽焊在一起,并套纤维
管或硅胶管出线,线头处上下加垫DMD绝缘纸垫,焊锡时
烙铁温度控制在400~600℃之间;绕线时每绕制5层加垫1
层DMD纸以便于排线;收尾方式同起头,并用迈拉胶和DMD
绝缘纸垫固定引线,绕线完毕后用迈拉胶整体缠数圈。
3.半成品检验:半成品检验项目为全检,主要检测每个线圈的电阻、匝数、
外观以及外形尺寸。
电阻和匝数的误差控制在1%以内,且电
阻值的绝对误差不超过3Ω。
4.出厂检验:出厂检验主要检测电阻,按10%比例进行抽检,如有不合格者则全部
重新测量,并进入不合格品处理程序,按质量事故处理。