产品制造工艺流程图.doc
电子产品生产工艺流程图

电子产品生产工艺流程图
电子产品生产工艺流程图可以包括以下几个步骤:
1. 原材料准备:包括采购所需的原材料和零部件。
2. 零件制造:对原材料进行加工,制造出需要的零部件。
3. 焊接和组装:将零部件按照设计要求进行焊接和组装,形成成品。
4. 程序烧录和测试:对产品的电路板进行程序烧录,并进行各项功能和性能的测试。
5. 表面处理:对产品的外壳进行表面处理,如喷涂、镀金等。
6. 包装和质检:对产品进行包装,同时进行质量检查,确保产品符合标准。
7. 运输和销售:将产品进行运输和销售,将产品发送给客户或销售渠道。
8. 售后服务:提供售后服务支持,包括维修、回收等。
这只是一个大致的流程,实际生产工艺流程图可能会因产品种类和规模而有所差异。
设备生产制造工艺流程图
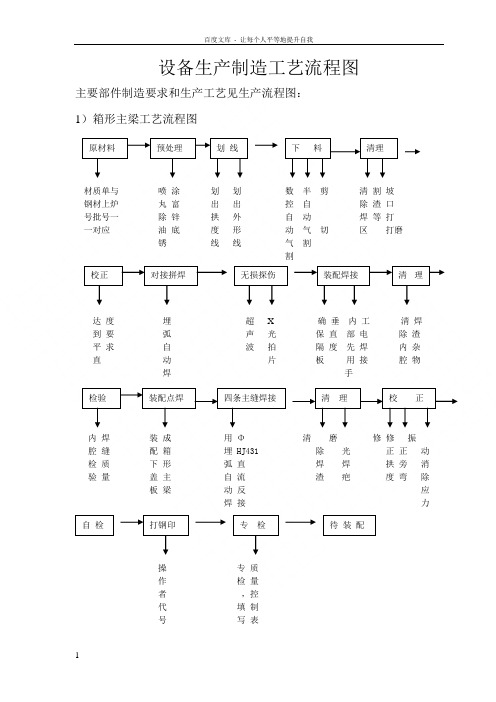
直动片板用接腔物
焊手
内焊清 磨 修 修 振应
腔缝除 光 正 正 动力
检质焊 焊 拱 旁 消
验量渣 疤 度 弯 除
A表A表
行车行车
适用适用
操专质
作检量
者,控
代填制
号写表
3)车轮组装配工艺流程图
煤清轮确尺轴部
油洗孔认寸承位
或轴等各及等加
洗承部种公工润
涤,位规差作滑
剂轴格剂
操
作
者
代
号
4)小车装配Βιβλιοθήκη 艺流程图场按领煤清轴确尺轴加最注
地技取于油洗及认寸承油后油
清术各或轴孔各及内减
理文件洗承等件公、速
件涤齿部规差齿箱
剂轮位格面内
螺手起行噪
钉工升走音
松盘机机震
紧动构构动
度灵
活
性
5)端梁工艺流程图
接板划板A表所有行确垂内工
口点出上车轴承孔必保直部焊
处焊连孔须用大型设弯水先接
连接位备整体加工板平手
接度
清焊内每垂装成埋或Φ
除渣腔组直配箱弧CO2
内杂焊2度下形自气
腔物缝件平盖端动保
质弯行板梁焊焊
量板度
清磨校垂划划半剪清割坡
除光正直出出自除渣口
焊焊弯度拱外动切焊等打
渣疤板度形气区物磨
线线割
操
作
者
代
号
6)桥架装配工艺流程图
整托水主向端平主上四四道
理架平梁外梁行梁拱轮轮轨
场找度旁平垂放对度对着轨
地准弯行直置应角力距
放主截线点
置梁面跨共
度面
度
对磨毛余清
号掉刺飞除
(完整版)生产机器加工件工艺流程图

完整版)生产机器加工件工艺流程图
概述:
本文档旨在提供关于生产机器加工件的工艺流程图的完整版。
通过详细描述每个步骤和相应的操作,工艺流程图可以帮助生产人员了解加工件的制造过程。
流程图:
下面是生产机器加工件的工艺流程图的完整版:
1.设计阶段:
与客户讨论机器加工件的需求和规格;
制定设计方案;
使用CAD软件绘制机器加工件的设计图。
2.原材料采购:
根据设计图所需的材料,选择合适的原材料;
与供应商联系,采购所需的原材料。
3.材料准备:
检查原材料的质量和规格;
进行必要的材料处理,如切割、研磨等。
4.加工工艺:
将原材料放入机器加工设备中;
根据设计图进行机器加工,如铣削、钻孔等;
检查加工过程中的尺寸和表面质量。
5.热处理(可选):
根据需要,对加工件进行热处理,如淬火、回火等;控制加热和冷却过程以达到所需的材料性能。
6.表面处理:
清洁加工件表面;
进行必要的表面处理,如喷涂、镀金属等。
7.检验和质量控制:
进行加工件的尺寸测量和外观检查;
根据规定的标准和要求,进行质量控制。
8.组装和包装:
如有需要,将多个加工件进行组装;
进行产品的包装和标识。
9.发货:
根据订单要求,安排产品的发货;
运输产品到指定的目的地。
总结:
本文档提供了生产机器加工件工艺流程图的完整版。
通过按照这个流程图进行操作,生产人员能够正确有效地加工和制造机器加工件。
该流程图需要根据具体情况进行调整和优化,以满足特定的产品要求。
生产工艺流程图及简述
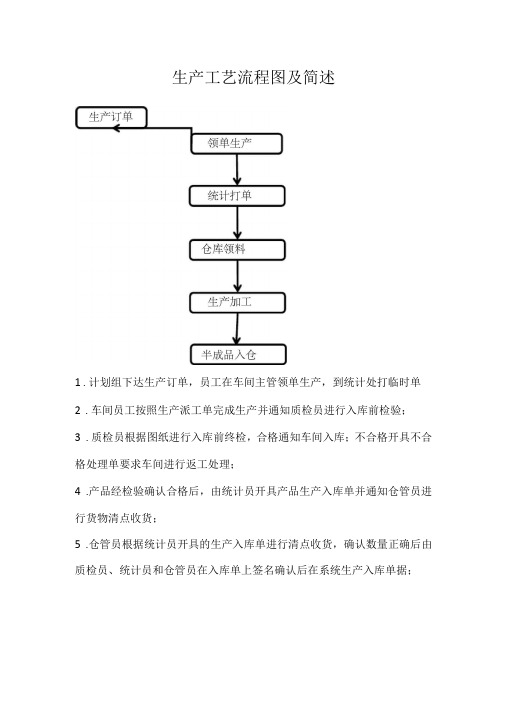
生产工艺流程图及简述
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
SMT制造工艺流程图

锡工 膏程 板/ 首品 件质 确/ 认生 产
PCBA 过 热风 回流 炉进 行 回流 焊接
炉 后 Q C 对 P C B A
外 观 NG 进 行 检 查 OK
半待 成检 品验 装区 箱域 并 送 入
OQC 进 行 抽 检
OQC 填
盖并 P 写 A 返 工 S 报 S 告 章
判 定 OK
SMT工程准备生产工 装夹具、贴片程序
smt制造工艺流程图smt物料辅生产部按物料清单站位表进行领料iqc检验仓库按照生产指令单资料bomecn工及程制部定分改析善原措因施ngpcba外观维修工及程制负定责返进工行流分程析原因盖并oqc发不出合返格工通印知章物料进仓储存pmc按出货要求制定生产计划并发出ng操站作位员表将装领到来s的m物t料各按设备新产品导入仓库按采购定ipqc核对机器物料贴装胶ok纸板ipqc核对胶纸板首件印刷锡膏或点胶到空pcb板smt机器进行贴片锡工膏程板首品件质确认生产pcba过热风回流炉进行回流焊接炉后qc对pcba外观ng进行检查ok半待成检品验装区箱域并送入oqc进行抽检盖并oqc填p写判a返工定oks报s告章smt工程准备生产工装夹Байду номын сангаас贴片程序ipqc核对站位表新产品产前会议将生产站位表发到生产部生产资料确认受控半成品出货到后焊段成品出货到客户端
IPQC核对站位 表
新产品产前 会议
将生产站位表 发到生产部
生产资料确 认受控
半 成 品 出 货 到 后 焊 段
成 品 出 货 到 客 户 端
SMT制造工艺流程图
SMT物料/辅
生产部按<物料清单 &站位表>进行领料
IQC检验
仓库按照<生产指令 单>资料(BOM,ECN)
螺丝生产工艺流程图
公司概况此次去参加实习的单位是京扬紧固件,这个公司成立于2001年,是专业生产、销售京扬系列压铆紧固件、非标件及部分标准件的大型企业。
工厂位于,成立于2004年,如今已发展成为占地面积7000平方米,拥有五百多名员工(包括48名质检员和16名管理者)的企业,其中应用技术工程师20余名,制造技术工程师40余名。
公司至今已发展成为拥有各种进口全自动数控设备百余台,各种辅助设备130余台,月生产量达20000万至32000万件的大型制造商。
2005年这个公司通过了 ISO9001、ISO14001等国际质量体系认证,确保为客户提供高品质的紧固件。
公司主要产品有:压铆螺母、压铆螺柱、压铆螺栓、面板紧固件,塑料镶嵌件、焊接螺母、点焊螺钉、手紧螺钉、皇冠装饰钉、自攻螺钉、涨铆面板紧固件、轨道镶嵌件、抽芯铆钉,以及各种非标准件。
产品广泛运用在电子通讯、钣金、模具、机械器材和仪器、航天等领域。
进料工序端 检验 首检工序检验工序检验发货售后服 工艺流程图材料入厂 检验 切角切槽 入线材库,退火 热处理 T 酸洗 辗牙螺丝生产工艺(一)--退火一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。
二、作业流程:(一)、入料:将需要处理的产品吊放炉,注意炉盖应盖紧。
一般一炉可同时处理7卷(约1.2吨/卷)。
(二)、升温:将炉温度缓慢(约3-4小时)升至规定温度。
(三)、保温:材质1018、1022线材在680℃-715℃下保持4—6h,材质为10B21, 1039, CH38F 线材在740℃-760℃下保持 5.5-7.5 h。
(四)、降温:将炉温度缓慢(约3-4小时)降至550℃以下,然后随炉冷却至常温。
三、品质控制:1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。
2、外观:表面不得有氧化膜及脱碳现象。
完整版)生产机加工件工艺流程图
完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。
产品制造流程图
产品制造流程图产品制造是一个复杂而精密的过程,它涉及到多个环节和步骤。
为了更好地理解和掌握产品制造的流程,我们可以通过制造流程图来展示和描述这一过程。
本文将详细介绍产品制造流程图的要素和步骤。
一、产品制造流程图的要素1. 输入物料:产品制造的第一步是准备所需的原材料和零部件。
这些输入物料可以是金属、塑料、电子元件等,根据产品的不同而有所差异。
2. 设计和工程:在产品制造流程中,设计和工程起着关键的作用。
设计师和工程师根据产品的需求和规格进行设计和研发,包括产品的结构、功能、外观等。
3. 制造工艺:制造工艺是产品制造的核心环节,它包括各种加工和组装过程。
例如,金属加工可以包括切割、冲压、焊接等;塑料加工可以包括注塑、挤出等;电子组装可以包括焊接、贴片等。
4. 检验和测试:在制造过程中,需要对产品进行检验和测试,以确保产品的质量和性能符合要求。
这些检验和测试可以包括外观检查、功能测试、可靠性测试等。
5. 质量控制:质量控制是产品制造过程中的一个重要环节。
通过建立质量控制系统和采用合适的方法和工具,可以及时发现和解决制造过程中的问题,确保产品质量的稳定性和一致性。
6. 产品包装和出厂:最后一步是对产品进行包装和出厂。
产品包装可以保护产品免受损坏,并提供便于运输和销售的方式。
出厂后,产品将被送到销售渠道,最终交到消费者手中。
二、产品制造流程图的步骤根据以上要素,我们可以将产品制造流程分为以下几个步骤:1. 原材料准备:在这一步骤中,需要准备所需的原材料和零部件。
原材料可以根据产品的要求进行采购,零部件可以通过自制或外购的方式获取。
2. 设计和工程:设计师和工程师根据产品的需求和规格进行设计和研发。
他们使用CAD软件进行产品设计,并进行工程分析和模拟,以确保产品的可行性和性能。
3. 制造工艺:在这一步骤中,需要根据产品设计和工程要求,选择合适的制造工艺进行加工和组装。
例如,金属加工可以使用切割机、冲压机等设备;塑料加工可以使用注塑机、挤出机等设备;电子组装可以使用焊接设备、贴片机等设备。
制药企业工艺流程图
制药企业工艺流程图1. 原料采购:从可靠的供应商处采购各种原料,如药物成分、原料药、添加剂等。
2. 原料检验:对采购的原料进行严格的检验,确保符合药品生产的质量要求。
3. 原料准备:对通过检验的原料进行必要的准备处理,如筛选、清洗、粉碎等。
4. 混合制备:将各种原料按配方比例混合,形成药物成分的混合物。
5. 反应制备:按照工艺要求进行各种反应制备,制备出原料药或中间体。
6. 加工制备:对反应制得的产物进行必要的加工,如结晶、干燥、研磨等。
7. 成品制备:将原料药按照配方要求进行成品制备,形成最终的制剂。
8. 包装:将制得的最终制剂进行包装,标注相关信息并进行最终质检。
9. 库存管理:对成品制剂进行库存管理,确保产品的质量和供应的充足性。
10. 质量控制:在整个生产过程中,对产品进行严格的质量控制,确保药品符合国家相关标准。
以上流程便是制药企业的工艺流程图,贯穿整个生产线,确保产品质量和产能的实现。
制药企业的工艺流程图是一个复杂而有序的系统,它涵盖了从原料采购到最终产品包装的整个生产过程。
在每一个环节都进行着严格的质量控制,确保产品的安全、有效性和质量。
下面将详细介绍制药企业工艺流程图中各个环节的相关内容。
原料采购环节是制药企业生产的第一步,原料的质量和来源直接影响着整个产品的质量。
因此,企业需要选择可靠的原料供应商和严格的原料采购标准,确保原料的纯度、稳定性和安全性。
采购的原料主要包括药物成分、原料药、添加剂等。
企业需要建立完善的原料采购管理系统,对原料进行严格的甄别和检验,排除质量不合格的原料。
原料检验环节是保证产品质量的重要环节之一。
对采购的原料进行严格的检验,包括外观检查、理化性质检测、微生物检验等,确保原料符合药品生产的质量要求。
同时,对原料进行严格的抽样检验和记录,确保原料质量数据可溯源。
原料准备环节是将通过检验的原料进行必要的准备处理,包括筛选、清洗、粉碎等。
这一环节的目的是为了使原料能够更好地投入到下一步的生产过程中,确保生产设备的正常运行和产品质量的稳定。
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(4)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(4),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1.在土中有地下水但未形成渗流时,计算边坡支护结构荷载标准值eaik,下列计算方法正确的是( )。
A.砂土按水土分算法B.粉土按水土分算法C.对粉土宜根据工程经验按水土分算或水土合算原则进行D.黏性土按水土合算法E.对黏性土宜根据工程经验按水土分算或水土合算原则进行2.对于均匀砂土边坡,如果滑裂面为直线,c、φ值不随含水量变化,下列( )选项的稳定安全系数一样。
A.坡度变陡或变缓B.坡高增加或减小C.砂土坡被静水淹没D.砂土的含水量变化3.铁路滑坡地段路基宜采取下列( )防治工程。
A.采取滑坡体地表排水工程B.布置必要的地下排水工程C.改良滑动带岩土的性质D.设置抗滑桩支挡建筑物E.采取增压措施4.边坡排水的目的和作用是( )。
A.减少渗透水流的压力B.减轻水对边坡或斜坡体岩土的软化、溶蚀和水解作用C.消除或减少水对边坡的冲刷作用D.减小边坡的整体的质量5.按照《港口工程地基规范》(JTJ250-1998)的规定,验算土坡和地基稳定性,下列( )说法是不正确的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品制造工艺流程图
产品制造工艺流程图
产品生产过程的分类
1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:
1.产品制造流程图
2.产品加工工艺流程图
3.产品工艺流程图
4.产品装配工艺流程图
5.常见的化工工艺流程图
2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧
2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总
1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;
B、提高地基的抗渗透稳定性;
C、提高地基的抗滑移稳定性;
D、提高复合层的压缩模量,减小地基变形;
【答案】D
2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;
B、0.008;
C、0.01;
D、0.012
【答案】B
3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;
B、宽度修正系数取0.0;深度修正系数取1.0;
C、宽度修正系数取1.0;深度修正系数取0.0;
D、可以不进行修正;
【答案】B
4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
A、地质年代为第四纪晚更新世(Q3)及以前时可判为不液
化;
B、当砂土的黏粒含量百分率在7、8和9度时分别大于10、13和16可判为不液化;
C、当粉土的黏粒含量百分率在7、8和9度时分别大于10、13和16可判为不液化;
D、地质年代为第四纪全新世(Q4)及以前时可判为不液化;
【答案】C
5、高压喷射注浆三管法,是指()。
A、同轴复合喷射高压水流、压缩空气和水泥浆液三种介质;
B、同轴复合喷射高压水流、压缩空气和水泥干粉三种介质;
C、同轴复合喷射高压水流、水泥浆液和水泥干粉三种介质;
D、同轴复合喷射水泥干粉、压缩空气和水泥浆液三种介质;
【答案】A
6、按照《公路路基设计规范》(JTJ013—95),滑坡地段的公路路基形式应( )选取。
A、宜采用路堤形式;
B、宜采用路堑形式;
C、滑坡上缘宜采用路堑形式,滑坡下缘宜采用路堤形式;
D、滑坡下缘宜采用路堑形式,滑坡上缘宜采用路堤形式;
【答案】C
7、某建筑物采用条形基础,基础宽度为1.5m,埋深在-2.0m,上部结构荷载效应标准组合为180KN/m;自地面以下6m为可塑状粉质粘土,天然重度为19.2KN/m3,孔隙比为0.768;持力层地基承载力特征值为140kpa,地下水位在-3.5m;则修正后的地基承载力特征值为( )。
A、170kpa;
B、186.1kpa;
C、168.8kpa;
D、177.5kpa;
【答案】B
8、某砂质边坡,砂土的内摩擦角为45°,边坡倾角为30°,该边坡的稳定系数为( )。
A、1.7;
B、0.6;
C、1;
D、1.35;
【答案】A
9、某边坡工程安全等级为二级,该边坡设计时的边坡安全系数宜为( )。
A、1.30;
B、1.50;
C、1.15;
D、1.05;
【答案】A
10、某基坑工程侧壁安全等级为一级,该基坑设计验算时的基坑侧壁重要性系数取值为( )。
A、1.00;
B、1.10;
C、0.90;
D、1.30;
【答案】B
相关推荐
2018年岩土工程师《专业知识》复习考点汇总
2018年岩土工程师《专业知识》常考习题汇总
2018年岩土工程师《基础知识》必背知识点汇总
精品VIP套餐:教材精讲班+备考指导+专业基础经典习题班+真题解析班+模考点题班+考前学习提醒+讲义、课件免费下载学习+手机/IPAD随时离线听课+考试不过终身免费重学!全科=3930元/套【立即报名】查看协议>>
VIP套餐:
教材精讲班+备考指导+专业基础经典习题班+模考点题班+考前学习提醒+讲义、课件免费下载学习+手机/IPAD随时离线
听课+考试不过,2020年免费重学!全科=2930元/套,公共基础=1830元/科,专业基础=2030元/科
【立即报名】查看协议>>
超值自学套餐:教材精讲班+备考指导+讲义、课件免费下载学习+手机/IPAD随时离线听课;全科=1680元/套【立即报名】
VIP班:教材精讲+真题解析+全真模考+课后作业+学习记录+答疑服务+机考系统+专职助教+微信跟踪+签署培训协议;考试不过,2020年可免费重学!全科=2930元/套,单科=1530元/科【立即报名】
精品班:教材精讲+真题解析+课后作业+学习记录+答疑服务+机考系统;全科=1230元/套,单科=930元/科【立即报名】
详情咨询:4000-888-566
关注官方微信
·考试资讯·学习资料
·考点预测·优惠活动
公众账号:考试吧
扫描二维码关注
含(公共基础/专业基础)精讲班+模考试题班+独家历年真题解析+学习实用工具+助学大礼包+考前直播密训,赠送:考试不过终身免费学习+名师在线答疑+考试时间提醒服务
全科(不含教材)=2430元/套
单科(数理化\力学)=580元/科
单科(电气\法律)=500元/科
单科(专业基础)=680元/科
考试不过,终身免费重学
参加2015年电气工程师考试的所有零基础和全面学习的学员
马上报名
学员:刘璐(辽宁)
感谢考试吧网校,3个月的学习,我竟然考过了。
网校帮我实现了我认为不可能的事情!非常感谢!
学员:黄红丽(四川)
三年的努力终于没有白费,实在太激动了!妈妈级考生真不容易!感谢网校。
祝你们更上一层楼!
学员:孙杰(江苏)
受网校各位专家的精心辅导,一次性通过了岩土工程师资格考试,祝网校越办越好。
学员:戴海超(重庆)
对于36岁的我来说,考试真的是件很痛苦的事情,不过我坚持下来了,顺利通过,哈哈~
学员:白晓明(四川)
网校的在线模考非常好,学习完就可以直接检验自己的学习效果,这种习惯,帮我顺利通过考试!
学员:智永强(贵州)
基础一次通关,真难得,哈哈哈哈!
学员:王世明(天津)
谢谢网校!谢谢各位老师!一切尽在不言中。
学员:黄金宝(甘肃)
再也不用枯燥无味的看书了,每次看书都会瞌睡,还看不下去,听网课很方便!
学员:杨洋(浙江)
感谢,是网校老师很牛啊,跟喜欢上他们的课,讲的很有趣味,对人力产生了兴趣,特别轻松的通过!
更多。