仪器常用锁紧装置共22页
精密机械设计基础-第十五章仪器常用装置
一般情况下,取 分度尺寸为1到2.5毫 米,常取1毫米
2)分度值的选定 太小、太小均不
合适,一般
l 1 ~ 2.5mm
可取 A 2Y
Y为仪器的允许误差
l
3)标线尺寸的选定 •宽度 (图15-14) •长度 三种 1:1.5 : 2
(二)轴向受力锁紧装置
在锁紧装置中,除了可以采用螺旋传动 产生锁紧力外,还可采用凸轮、模块、弹簧、 液压和电磁等其它方法
第四节 示数装置
一、基本要求和分类 1、基本要求 (1)保证足够的精度 (2)读数方便、迅速 (3)保证零点位置准确,并具有零位调整 (4)结构简单、工艺性好
2、分类: 标尺指针(指标)示数装置 自动记录装置 计数装置
二、标尺指针示数装置 (一)标尺 1.标尺的类型 直标尺 圆盘标尺 鼓轮标尺 螺旋标尺
2.标尺的基本参数及其选定
(1)标尺的基本参数:
示值下限 Amin :标尺开始标线所代表的被测量的最小值
示值上限 Amax :标尺最后标线所代表的被测量的最大值
示值范围 Amax
: Am in
2)读数时产生的视差而引起的误差
1.度盘偏心所引起的误差(图15-18a)
由正弦定理得: e
sin
R
sin180
e sin
R
为减小偏心所引起的误差可采取的方法: (1)减小偏心距和增大度盘半径 (2)采用双边读数法 (图15-8b)
2. 视差 (1)视差
1)频率比对隔派系数影响显著
2)阻尼比对隔振系数也有一定的影响
隔振系数 :
1
螺钉、螺栓和螺母的锁紧装置
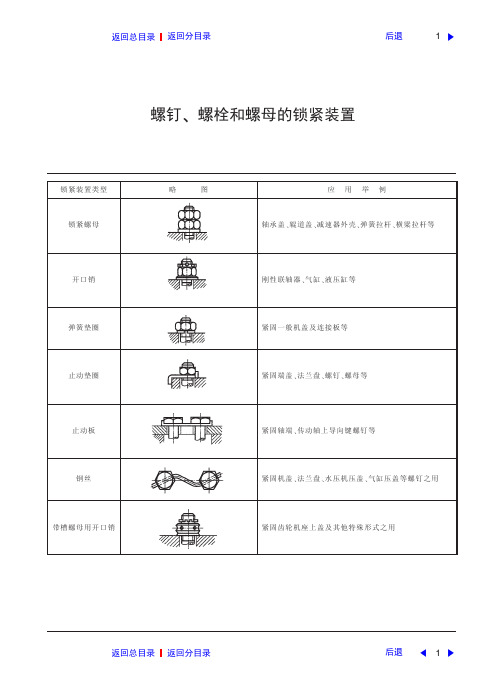
螺钉!螺栓和螺母的锁紧装置锁紧装置类型略图应用举例
锁紧螺母轴承盖!辊道盖!减速器外壳!弹簧拉杆!横梁拉杆等
开口销刚性联轴器!气缸!液压缸等
弹簧垫圈紧固一般机盖及连接板等
止动垫圈紧固端盖!法兰盘!螺钉!螺母等
止动板紧固轴端!传动轴上导向键螺钉等
钢丝紧固机盖!法兰盘!水压机压盖!气缸压盖等螺钉之用
带槽螺母用开口销紧固齿轮机座上盖及其他特殊形式之用
锁紧装置类型略
图应用举例楔形销紧固齿轮机座或工作机座的上盖焊接方法
紧固基本不拆卸的螺母!!!!防松螺母
!带内锥的上螺母
与带外锥的下螺
母"内#外锥有偏心
量$防松性强"适用于冲击载荷场合%
续表。
量具的使用方法培训新

第8页/共54页
现有游标卡尺采用无视差结构,使游标刻线与主尺刻线处在 同一平面上,消除了在读数时因视线倾斜而产生的视差;为了便 于读数准确,提高了测量精度,有的卡尺装有测微表成为带表卡 尺;更有一种带有数字显示装置的游标卡尺,这种游标卡尺在零 件表面上量得尺寸时,就直接用数字显示出来,其使用极为方便。
第4页/共54页
2.3 使用塞尺时必须注意下列几点:
① 根据结合面的间隙情况选用塞尺片数,但片数愈少愈 好;
② 测量时不能用力太大,以免塞尺遭受弯曲和折断; ③ 不能测量温度较高的工件。 ④ 使用塞尺前先将塞尺两面清洁干净,使用后再清洁干净
存放在盒子里。
第5页/共54页
(二)、游标读数量具
本厂应用到的游标读数量具有;游标卡尺和深度游标卡尺, 用以测量零件的外径、内径、长度、宽度,厚度、深度等,应用 范围非常广泛。
• 2.使用百分尺测同一长度时,一般应反复测量几次, 取其平均值作为测量结果。
• 3.百分尺用毕后,应该用布擦干净,在测砧与螺杆之 间留出一点空隙,放入盒中。如长期不用可抹上黄油或 机油,放置在干燥的地方。注意不要让它接触腐蚀性的
第29页/共54页
1.4 百分尺使用注意事项
根据要求选择适当量程的百分尺。 清洁百分尺的尺身和测砧。 把百分尺安装于百分尺座上固定好然后校对零线。 将被测件放到两工作面之间,调微分筒,使工作面将要接触到被测
接杆式内径百分尺
三爪式内径百分尺
第36页/共54页
2.1、内径百分尺的读数与使用方法
在内径百分尺上,没有测力装置,测量压力的大小完 全靠手中的感觉。测量时,是把它调整到所测量的尺 寸后,轻轻放入孔内试测其接触的松紧程度是否合适。 一端不动,另一端作左、右、前、后摆动。左右摆动, 必须细心地放在被测孔的直径方向,以点接触,即测 量孔径的最大尺寸处(最大读数处),前后摆动应在 测量孔径的最小尺寸处(即最小读数处)。测量时, 用力把内径百分尺压过孔径是错误的。
分光计说明书

产品说明书图(一) JJY1’分光计示意图1、狭缝装置2、狭缝装置锁紧螺钉3、平行光管部件4、制动架(二)5、载物台6、载物台调平螺钉(3只)7、载物台锁紧螺钉8、望远镜部件9、目镜锁紧螺钉10、阿贝式自准直目镜 11、目镜视度调节手轮12、望远镜光轴高低调节螺钉 13、望远镜光轴水平调节螺钉14、支臂 15、望远镜微调螺钉 16、转座与度角止动螺钉17、望远镜止动螺钉 18、制动架(一) 19、底座 20、转座21、度盘 22、游标盘 23、立柱 24、游标盘微调螺钉25、游标盘止动螺钉 26、平行光管光轴水平调节螺钉27、平行光管光轴高低调节螺钉 28、狭缝宽度调节手轮29、平行平板连座 30、光栅板连座 31、6.3V变压器1一、主要技术性能及规格1、仪器的测角精度2、光学参数平行光管、望远镜系统物镜焦距170mm通光口径φ22mm视场 3°22ˊ望远镜系统目镜焦距 24.3mm3、平行光管、望远镜物镜间的最大距离 120mm4、狭缝宽度调节范围 0.02-2mm5、目镜视度调节范围不小于±5屈光度6、载物台直径φ70mm旋转角度 360°载物台升降范围 22mm7、刻度盘规格:采用照相刻划工艺制成2刻度圆直径φ178mm刻度范围 0°-360°刻度格值 0.05°游标读数示值1ˊ8、仪器外形尺寸长×宽×高 518(伸长) ×251×250(mm)(净)550×420×420(mm)(毛)9、仪器净重 11.8kg毛重(含内外包装箱) 27.5kg10、附件1)三棱镜:棱角60°±5ˊ材料ZF1(n D=1.6475, n F-n C=0.01912)2)变压器6.3V/220V(容量3VA)3)光学平行平板及座4)手持照明放大镜5)平面全息光栅:600条/mm或300条/mm6)带2mm槽的光栅座3二、用途JJY型分光计是一种分光测角光学实验仪器,在利用光的反射、折射、衍射、干涉和偏振原理的各项实验中作用度测量。
新型机械压力机滑块锁紧装置

作 台 与滑 块 之 间 。这 时调 整 滑 块 ,使 滑块 的下 平 面 落 在 几个 安 全 栓组 成 的 平面 上 ,安 全 栓 支 撑滑 块 ,
使其下面有安全的维修操作空 间。
此 种 安 全 栓 的 缺 点 是 ,需 手 工 操 作 ,过 程 繁 琐 ,影 响生 产 效率 ,同 时不 适 合 整机 联 锁 ,不利 于 实 现 控制 自动化 。 由于 安全 栓 只 能在 压 力 机 的行 程 下 限 使用 ,所 以修 整模 具 的空 间较 小 。 为解 决 手 工 操 作滑 块 锁 紧过 程 繁 琐 ,维修 空 间
同时该装置具有安全可靠 ,运动稳定的特 点。
2技 术方案及锁紧 实施方式 .
如 图 1 示 ,该 机 械 压 力 机 滑 块 锁 紧 装 置 包 括 所 上横 梁 3 ,上 横 梁 3 固定 立 板2 上 ,立 板 2 固定 导 槽 上 4 ,导 槽4 侧壁 上 有孔 ,孔 中 穿有 销 轴5 的 ,销 轴5 的
一
一
下边 。⑤下垫环的最小 高度必 须与设备吨 位相 匹
模 套
D
一 ~
配 ,以 防止 垫 环被 打 裂 。
一
《
}l
f
为 了满 足一 组 零 件 的毛 坯 供 应要 求 ,利 用 成 组 技 术 相 似性 原 理 ,采 用 组 合锻 模 的 设计 思 路 ,使相 同或 近 似 的尺 寸 作 为 固定 的 基本 结 构 不变 ,通过 设
L k \
一 下 樽拉
计、制造满足新锻件生产的与之不同尺寸部分的组
件 ,然 后重 新 进行 组 合 满足 新 产 品的 生产 需 要 。
.
D
厂 套 . \ a模
精密机械设计基础-第十五章仪器常用装置
1、应有足够的灵敏度 2、传动灵活、平稳,无空回产生 3、工作可靠 调整好的位置应保持稳定 4、微动手轮的转动角度与直线微动的位移 量成正比 5、微动手轮应布置得当,操作方便 6、要有良好的工艺性
二、常用激动装置 (一)螺旋微动装置
1、单副螺旋微动装置的最小微动量为
S min
P 3600
(二)轴向受力锁紧装置
在锁紧装置中,除了可以采用螺旋传 动产生锁紧力外,还可采用凸轮、模块、 弹簧、液压和电磁等其它方法
第四节 示数装置
一、基本要求和分类 1、基本要求 (1)保证足够的精度 (2)读数方便、迅速 (3)保证零点位置准确,并具有零位调整 (4)结构简单、工艺性好
2、分类: 标尺指针(指标)示数装置 自动记录装置 计数装置
若分度尺寸彼此不相等(图15-11c)
1 2
l1 l2
3
l3
(3)基本参数的选 定 1)分度尺寸的选定
分度尺寸小于1 时,读数误差增大明 显,而过大会增加标 尺的长度。
一般情况下,取 分度尺寸为1到2.5毫 米,常取1毫米
2)分度值的选定 太小、太小均不
合适,一般
l 1 ~ 2.5mm
1 4 2u2
1 u2 2 4 2u2
不同频率比和阻尼比,隔振系数的数值如 图15-22所示。从图中看出 :
1)频率比对隔派系数影响显著
2)阻尼比对隔振系数也有一定的影响
隔振系数 :
1
1 u2 2 4 2u2
频率比 :
u
1 1
动刚度 :
j
K z
u
m
Kz
m
2 j
u2
二、隔振器的类型、选用及其布置 1、分类 1.弹簧隔振器 (图15-23) 2.橡胶隔振器 (图15-24) 3. 弹簧和橡胶结合起来使用(图15-25) (图15-26)
常用夹紧机构及各类机床夹具
夹具带动工件旋转,不允许工件相对主轴位移 为使夹具使用安全,应尽可能避免带有尖角或凸出部分,
必要时要加防护罩
6.4.1 车床与磨床夹具
磨床夹具
➢ 磨床夹具同车床夹具相类似,车床夹具的设计要点同样 适合于外圆磨床和内圆磨床夹具
节圆卡盘
6.4.2 钻床与镗床夹具
机械制造工艺学
第6章 机床夹具设计 Fixture Design
6.4 各类机床夹具 Different Kind of Jig and
Fixture
6.4.1 车床与磨床夹具
车床夹具典型结构
以工件外圆表面定位的车床夹具,如各类夹盘和夹头 以工件内圆表面定位的车床夹具,如各种心轴 以工件顶尖孔定位的车床夹具,如顶尖、拨盘等 加工非回转体的车床夹具,如各种弯板式、花盘式车床夹具
弹簧夹头
1-夹具体 2-螺母 3-弹簧套筒 4-工件
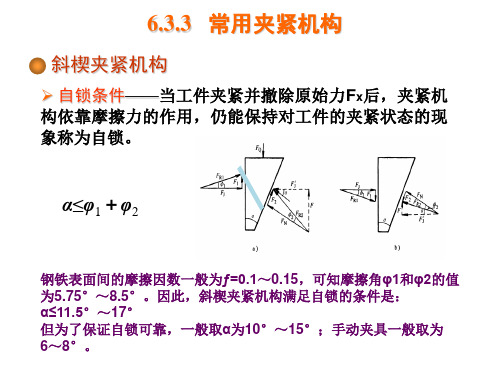
6.3.3 常用夹紧机构
➢ 以均匀弹性变形原理工作的定心夹紧机构
液塑心轴
1-柱塞 2-螺钉 3-液体塑料 4-薄壁套
6.3.3 常用夹紧机构
联动夹紧机构
➢ 特点——从一处施力,可同时在几处对一个或几个工件 进行夹紧
联动夹紧机构
1—压板 2—螺母 3—工件
在机床上的位置一般固 定不动,主要用于在立式钻床 上加工直径较大的单孔及同轴 线上的孔,或在摇臂钻床上加 工轴线平行的孔系。为了提高 加工精度,在立式钻床上安装 钻模时,要先将装在主轴上的 钻头伸入钻套中,以确定钻模 的位置后再将夹具夹紧。
特点:加工精度高,应用广 泛,操作效率低。
固定式钻模
6.4.2 钻床与镗床夹具
两种快撤机构(螺旋夹紧)
D07-7B型质量流量控制器 D07-7BM型质量流量计 说明书

D07 - 7B 型质量流量控制器D07-7BM 型质量流量计使 用 手 册版本2 0 0 9 . 02目录1. 用途和特点..............................1 5.2.2 检查和调整零点 (14)2. 主要技术指标...........................2 5.2.3 通气工作 (14)3. 结构和工作原...........................3 5.2.4 关机 (14)3.1 结构.......................................3 6. 注意事项 (14)3.2 工作原理.................................4 6.1 禁用流量介质 (14)4. 安装和接线 ...........................6 6.2 使用腐蚀性气体问题 (14)4.1 外形及安装尺寸........................6 6.3 阀口密封问题 (15)4.2 气路接头形式...........................7 6.4 阀控操作注意 (15)4.3 连接电缆插头...........................8 6.5 安装位置问题 (15)4.4 与计算机信号的连接..................10 6.6 注意工作压差 (15)4.5 调零和外调零...........................11 6.7 标定和不同气体的换算 (15)5. 使用方法和操作步骤..................12 6.8 D07-7B,7BM标准订单的填写格式 (17)5.1 质量流量控制器的操作...............127. 故障判断和处理 (20)5.1.1 开机操作..............................128. 保证、保修与服务 (22)5.1.2 清洗功能..............................138.1 产品保证和保修.. (22)5.1.3 显示仪与计算机连接的操作......138.2 保修对使用的要求.. (22)5.1.4 直接与计算机连接的操作.........138.3 服务.. (22)5.1.5 阀控功能..............................149. 附录 (23)5.1.6 关机操作..............................149.1 气体质量流量转换系数 (23)5.2 质量流量计的操作 ...................149.2 转换系数使用说明 (25)5.2.1 开机预热 (14)MASS FLOW CONTROLLER & MASS FLOW METER第 1 页 共 22 页质量流量控制器和质量流量计使 用 手 册1. 用途和特点质量流量计(Mass Flow Meter 缩写为MFM) 用于对气体的质量流量进行精密测量;质量流量控制器 (Mass Flow Controller 缩写为 MFC) 用于对气体的质量流量进行精密测量和控制。