工艺确认表
(工艺技术)工艺管道安装确认表
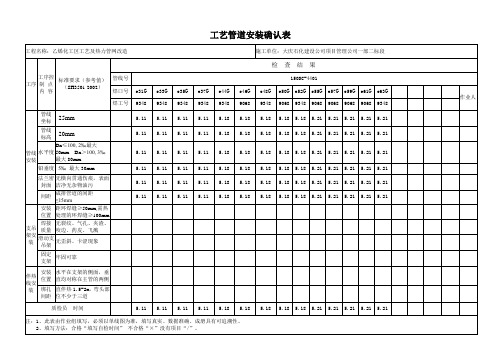
工序控制 点 内 容
标准要求(参考值)(SH3501-2002)
检 查 结 果
管线号
300HWR4411-2A2-H2
焊口号
e14G
e26G
e61G
e66G
e69G
作业人
焊工号
0269
0269
0638
0465
0465
管线安装
管线 坐标
25mm
6.26
6.26
6.26
6.26
6.26
管线 标高
20mm
e37G
e39G
e42G
作业人
焊工号
0465
0279
0465
9348
9068
9348
9065
9068
0279
9393
9348
0465
0638
管线安装
管线 坐标
25mm
5.12
5.12
5.12
5.12
5.13
5.13
5.13
5.17
5.17
5.17
5.17
5.20
5.20
管线 标高
20mm
5.12
5.12
6.13
6.13
6.13
6.13
6.16
6.16
6.16
6.16
6.16
间距
成排管道的间距≤15mm
6.13
6.13
6.13
6.13
6.13
6.16
6.16
6.16
6.16
6.16
支吊架安装
安装 位置
距环焊缝≥50mm,需热处理的环焊缝≥100mm
产品图纸工艺审核问题登记表模板

序号24的数量与装配图序号11、序 1. 校对图纸,明确明细
号16、序号19的数量不一致;
栏的编号、数量。
1. 数量已更正;
2. 装配图明细栏序号1、序号2、序 2. 校对图纸,明确明细 2. 已更正。
已改
号29的图号与明细表第1张序号11、 栏的编号、数量。
序号13、序号15不一致。
1. 明细表第1张序号29的条形码在 装配图无此条形码; 2. 明细表第2张序号8、序号10的名 称与装配图序号13、序号14的名称 不一致; 3.装配图装配要求第2条中的"变位 器"是否"电位器"。
1. 更改图纸 ; 2. 更改图纸。
1. 够长; 2. 增加位号。
1.不改; 2.已改
日期
拟制:
审核:
会签:
1. 添加了条形码;
1. 更改图纸,装配图增 2. 名称更正一致;
加序号29并标注位置; 3. “变位器”与“ 1、2已改;
2. 更改图纸 ;
电位器”为同一名 3.不改
3. 更改图纸。
称,采用“变位器
”更准确一些。
1.带插头端不需套印字套管。
1. 更改图纸。
1. 已全部更改装配 图和明细。
已改
1.件4的长度是否够长? 2.插头上未有位号 。
序号 1
2
3
4 5 6 7 8 9 10 11 12 13
图号
产品图纸工艺审核问题登记表
名称
设计师
存在问题
改进建议
设计师确认 闭环确认
印制板
功放外围电路单 元
UHF功放模块明 细表
线扎 线扎
1. 阻焊颜色为绿色亮光。
1. 加工要求卡上阻焊颜 色由绿色亮光改为绿色 1. 已更正。 哑光。
产品工艺表范本-概述说明以及解释

产品工艺表范本-范文模板及概述示例1:产品工艺表是一种用于记录产品制造过程中所涉及的各种工艺,工序,工艺参数及工艺规范等信息的表格模板。
产品工艺表范本在制造行业中被广泛应用,能够帮助生产部门和工程师们更好地了解和控制产品制造的流程和质量。
下面我们来详细介绍一下产品工艺表范本的结构和内容要点。
首先,产品工艺表范本通常包括以下几个主要的部分:1. 产品信息:包括产品名称,型号,规格等基本信息。
2. 生产工艺流程:详细描述了产品的制造流程,包括每个工序所需的工艺和工艺参数。
3. 工艺参数:列出了每个工序中需要控制和监测的工艺参数,如温度,压力,速度等。
4. 工艺标准:说明了每个工序中所需遵守的工艺标准和规范。
5. 质量控制点:指明了在整个生产过程中需要进行质量检查和控制的关键工艺点。
6. 工艺检验:描述了每个工序完成后需要进行的工艺检验方法和标准。
通过使用产品工艺表范本,企业可以规范产品制造流程,提高生产效率,减少产品质量问题的发生。
同时,定期更新和优化产品工艺表也是非常重要的,以适应市场需求和技术变化。
总的来说,产品工艺表范本是一种非常有用的工具,能够帮助企业更好地管理和控制产品制造过程,提高产品质量,降低生产成本,以及提升企业的竞争力。
希望广大企业能够重视产品工艺表范本的建立和应用,为企业的发展注入更多的动力和活力。
示例2:产品工艺表范本是制造业中常见的一种工具,用于详细描述产品的生产过程和工艺要求。
在制造产品的过程中,产品工艺表是非常重要的,它可以帮助生产人员了解产品的生产流程,确保产品的质量和一致性。
产品工艺表范本通常包含以下内容:1. 产品名称:描述产品的名称和型号。
2. 工艺流程:详细描述产品的生产过程,包括原材料的采购、加工、装配和成品检验等环节。
3. 工艺要求:列出产品的工艺要求,包括尺寸、形状、材料和工艺标准等。
4. 检验标准:描述产品的检验标准,包括外观检查、尺寸检查和功能性检验等。
关键过程确认记录表
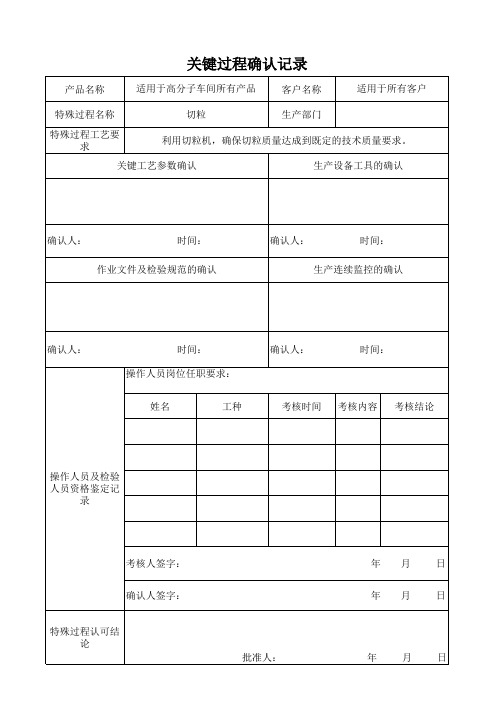
产品名称
适用于高分子车间所有产品
客户名称
适用于所有客户
特殊过程名称
切粒
生产部门
特殊过程工艺要 求
利用切粒机,确保切粒质量达成到既定的技术质量要求。
关键工艺参数确认
生产设备工具的确认
确认人:
时间:
作业文件及检验规范的确认
确认人:
时间:
生产连续监控的确认
确认人:
时间: 操作人员岗位任职要求:
姓名
工种
确认人:
时间:
考核时间 考核内容 考核结论
操作人员及检验 人员资格鉴定记
录
考核人签字: 确认人签字:
特殊过程认可结 论
批准人:
ห้องสมุดไป่ตู้
年月 日 年月 日
年月日
工艺工序样板验收记录表
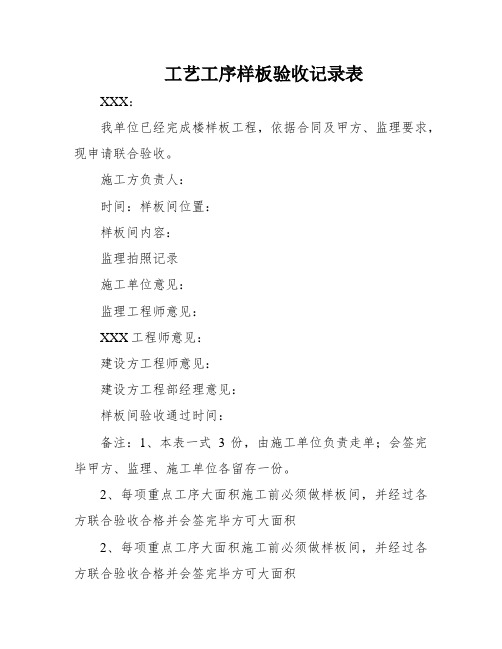
工艺工序样板验收记录表
XXX:
我单位已经完成楼样板工程,依据合同及甲方、监理要求,现申请联合验收。
施工方负责人:
时间:样板间位置:
样板间内容:
监理拍照记录
施工单位意见:
监理工程师意见:
XXX工程师意见:
建设方工程师意见:
建设方工程部经理意见:
样板间验收通过时间:
备注:1、本表一式3份,由施工单位负责走单;会签完毕甲方、监理、施工单位各留存一份。
2、每项重点工序大面积施工前必须做样板间,并经过各方联合验收合格并会签完毕方可大面积
2、每项重点工序大面积施工前必须做样板间,并经过各方联合验收合格并会签完毕方可大面积。
4--工艺、设备设施交付检维修确认表
山东天泰钢塑有限公司
工艺、设备设施检维修交出手续
检修项目:项目编号:001
设备/设施处理
负责人
郭鹏飞
检维修负责人
工艺、物料
处理情况
完成
设备、设施
处理情况
完成
防护用具、消防设施到位情况
良好
检维修器具准备情况
良好
电器安全、警示标志情况
良好
交付人意见
签字:
接受人意见
签字:
安全科意见
签字:
工艺、设备设施检维修交出手续
检修项目:项目编号:002
设备/设施处理
负责人
郭鹏飞
检维修负责人
工艺、物料
处理情况
完成
设备、设施
处理情况
完成
防护用具、消防设施到位情况
良好
检维修器具准备情况
良
接受人意见
签字:
安全科意见
签字:
生产工艺确认书
生产工艺确认书
经认真核实申报资料及提交的生产工艺信息表电子版,确认:1、提交的生产工艺信息表内容与申报资料是否一致(如不一致,需列表详细说明不一致处,作为承诺书附件一并上传)
☐一致☐不一致
2、提交的生产工艺信息表中生产地址(具体到车间和生产线)与申报生产样品/临床试验用样品是否一致(如不一致,需列表详细说明不一致处,作为承诺书附件一并上传)
临床试验用样品☐是☐否
申报生产样品☐是☐否
3、根据国食药监安[2012]376号文件,注射剂等无菌药品生产企业自2014年1月1日起,其他类别药品生产企业自2016年1月1日起,如不能提交相应剂型的新修订药品GMP认证证书,已经受理的此类申请暂停审评审批。
现制剂生产企业是否通过新修订药品GMP认证(如申报资料未提供新修订药品GMP证书,需作为承诺书附件一并上传)☐是☐否
申请人(生产企业):
(盖章)
质量负责人签名及日期:
生产负责人签名及日期:
【注】申请人填报生产工艺信息表电子版时,同时填写生产工艺确认书,经质量负责人及生产负责人签字盖章后,将扫描件电子版与生产工艺信息表等电子文件一并提交。
工艺表格模板
产品型号 产品名称 毛坯外形尺寸 车 间 工 设 段 备
零件图号 零件名称 每毛坯件数 每 台 件 数 共 页 第 备 注 工 工 艺 装 备 准终 单件 时 页
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字 日
期 标记 处数 更改文件号 签
字
批准
Xx 公司
材料牌号 工序号 工序名称
机械加工工序卡片
毛 坯 种 类 设备名称 设备型号
产品型号 产品名称
零件图号
零件名称 备注 夹具代号 夹具名称
共
页 第
页
毛坯外形尺寸 程序பைடு நூலகம்号
冷却液
车间
工序简图
编制
审 核(日期)
批准
机械加工工艺过程卡片
材 料 牌 号 工 序 号 序 称 工 名 工 序 内 容 毛 坯 种 类
日
期
机械加工工序卡片
产品型号 产品名称
零件图号
零件名称
共
页 第
页
材料牌号 工序号 工序名称
毛 坯 种 类 设备名称 设备型号
毛坯外形尺寸 程序编号 夹具代号
备注 夹具名称 冷却液 车间
工步号
工
步
内
容
刀具号
刀具
量具及检具
主轴转速 r/min
切削速度 m/min
进给量 mm/r
背吃刀量 mm
备注
编制
审 核(日期)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所有操作均按作业指导书进行,执行率100﹪
名称
质量要求
实际
结果
样品
数
焊缝外观
不允许有裂纹、焊瘤、夹渣、气孔、咬边等。
合格
12
焊脚尺寸
0 ~ 3mm
合格
12
力学性能
达到标准要求
合格
12
焊缝探伤
不允许有缺陷。
合格
12
确认结论
经确认,按照现工艺参数作业,能够满足输电线路铁塔产品的要求,可以按照作业指导书进行生产作业。
焊接电压:25 V
4
焊接电压:25 V
5
焊速:50 cm/min
5
焊速:50 cm/min
6
焊接层数2层
7
焊接层数2层
是否有合格证明:■有□无
是否有合格证明:■有□无
对过程输出的验证
工艺文件的执行率:
1、监控要求与工艺文件符合率100﹪;
2、监控记录与工艺文件符合率100﹪
2、监控记录与工艺文件符合率100﹪
3、过程产品质量的符合情况:
所有操作均按作业指导书进行,执行率100﹪
名称
质量要求
实际
结果
样品
数
焊缝外观
不允许有裂纹、焊瘤、夹渣、气孔、咬边等。
合格
12
焊脚尺寸
0 ~ 3mm
合格
12
力学性能
达到标准要求
合格
12
焊缝探伤
不允许有缺陷。
合格
12
确认结论
经确认,按照现工艺参数作业,能够满足输电线路铁塔产品的要求,可以按照作业指导书进行生产作业。
3
焊接电流:240 A
3
焊接电流:240 A
4
焊接电压:25 V
4
焊接电压:25 V
5
焊速:50 cm/min
5
焊速:50 cm/min
6
焊丝:1.2 mm
6
焊丝:1.2 mm
7
焊接层数2层
7
焊接层数2层
是否有合格证明:■有□无
是否有合格证明:■有□无
对过程输出的验证
工艺文件的执行率:
1、监控要求与工艺文件符合率100﹪;
■是□否
1、人员是否经过培训、考核和持证上岗:
■是□否
2、设备是否经过验证及完好:
■是□否
3、是否按规定对过程进行监控:
■是□否
4、是否按规定对过程监控结果进行记录:
■是□否
对接焊缝工艺参数验证
角焊缝工艺参数验证
焊接参数
焊接参数
1
母材:Q235B
1
母材:Q235B
2
板厚:12 mm
2
板厚:10 mm
工艺确认表
过程名称
焊接
验证日期
2015-7-8
参与验证部门
生产部、技术部、质检部
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件:
■有□无
2、工艺文件名称及编号:
编号:Q/XHⅡ-07-2015B
名称:焊接作业指导书
3、是否规定了工艺参数和监控的要求:
■是□否
1、人员是否经过培训、考核和持证上岗:
确认部门
生产部
技术部
质检部
确认人签名
审批
日期
2015年7月8日
工艺确认表
过程名称
焊接
验证日期
2015-1-8
参与验证部门
生产部、技术部、质检部
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件:
■有□无
2、工艺文件名称及编号:
编号:Q/SDZNⅡ-07-2014A
名称:焊接作业指导书
3、是否规定了工艺参数和监控的要求:
确认部门
生产部
技术部
质检部
确认人签名
审批
日期
2015年1月8日
■是□否
2、设备是否经过验证及完好:
■是□否
3、是否按规定对过程进行监控:
■是□否
4、是否按规定对过程监控结果进行记录:
■是□否
对接焊缝工艺参数验证
角焊缝工艺参数验证
焊接参数
焊接参数
1
母材:Q345B
1
母材:Q345B
2
板厚:12 mm
2
板厚:10 mm
3
焊接电流:240 A
3
焊接电流:240 A
4