鱼骨图图参考案例
鱼骨图分析法案例

鱼骨图分析法案例鱼骨图分析法,又称为因果图或石头图,是一种用于分析问题根本原因的工具。
它可以帮助我们找出问题的根源,从而制定出有效的解决方案。
下面我们就来看一个关于鱼骨图分析法的实际案例。
某公司生产线出现了频繁停机的问题,严重影响了生产效率和产品质量。
为了解决这一问题,该公司决定利用鱼骨图分析法进行问题分析。
首先,他们召集了相关部门的人员,包括生产、维护、质检等,共同参与了问题分析。
然后,他们在白板上绘制了一个鱼骨图,将停机问题作为中心节点。
在鱼骨图的左侧,他们列出了可能的影响因素,包括人员、设备、材料、方法、环境和管理。
接下来,他们一起分析每个影响因素可能引发的问题,逐一列出在鱼骨图的骨头上。
在分析过程中,他们发现停机问题的根本原因可能来自于设备故障、操作不当、原材料质量不稳定、生产计划安排不合理等多个方面。
为了更加深入地分析,他们进一步细化了每个影响因素下的具体问题,并找出了相应的解决方案。
通过鱼骨图分析法的应用,该公司成功找出了停机问题的根本原因,并制定了针对性的解决方案。
他们对设备进行了定期维护和检修,加强了操作培训和管理监督,优化了原材料采购和质量控制,调整了生产计划和排程安排。
这些措施的实施,有效地降低了停机率,提高了生产效率和产品质量。
通过这个案例,我们可以看到鱼骨图分析法的实际应用效果。
它不仅可以帮助我们找出问题的根本原因,还可以引导我们制定出切实可行的解决方案。
因此,在面对类似问题时,我们可以借鉴这种分析方法,以期达到更好的问题解决效果。
总之,鱼骨图分析法是一种简单而有效的问题分析工具,它可以帮助我们系统地分析问题,找出根本原因,从而制定出有效的解决方案。
希望大家在实际工作中能够灵活运用这一方法,解决各种复杂的问题,提高工作效率和质量。
鱼骨图分析法分析案例

鱼骨图分析法分析案例鱼骨图,又称为因果图、鱼骨骨架图或者是因果分析图,是一种用来分析问题根本原因的图解工具。
它的结构像鱼骨,因此得名。
鱼骨图分析法是一种系统性的分析方法,通过将问题分解为不同的因素,有助于找出问题的根本原因,并为解决问题提供了有力的支持。
下面我们通过一个案例来详细分析鱼骨图分析法的应用。
案例描述:某公司生产线上出现了频繁的生产故障,导致生产效率低下,产品质量不稳定。
为了解决这一问题,公司决定采用鱼骨图分析法进行问题分析。
人员因素:首先,生产线操作人员的技术水平参差不齐,部分操作人员对设备操作不熟练,缺乏相应的培训和指导。
另外,人员之间的沟通协调存在问题,导致生产过程中信息传递不畅,出现误操作的可能性增加。
设备因素:其次,生产线上的设备老化严重,存在一些设备损坏、磨损严重,维护保养不到位。
另外,设备的自动化程度不高,存在一些手动操作,容易出现操作失误。
原材料因素:再次,原材料的质量参差不齐,部分原材料存在质量问题,对产品的质量造成影响。
另外,原材料的供应链管理不完善,存在延迟供货、缺货等问题。
环境因素:最后,生产现场的环境因素也对生产过程产生影响。
例如,温度、湿度等环境因素对设备的稳定运行产生影响。
结论与解决方案:通过鱼骨图分析法,我们可以清晰地看到生产故障的根本原因,从人员、设备、原材料和环境等多个方面进行了全面的分析。
针对问题,公司可以采取以下解决方案,加强对操作人员的培训和技术指导,提高操作人员的技术水平;对设备进行定期的维护保养,更新老化严重的设备;优化原材料的供应链管理,确保原材料的质量稳定;优化生产现场的环境,提高生产环境的稳定性。
结语:通过鱼骨图分析法,公司成功地找到了生产故障的根本原因,并提出了相应的解决方案。
鱼骨图分析法的应用,为公司解决问题提供了有力的支持,也为公司未来的生产管理提供了宝贵的经验。
希望通过本案例的分享,能够帮助更多的企业和管理者更好地理解和应用鱼骨图分析法。
鱼骨图分析法分析案例
鱼骨图分析法分析案例鱼骨图分析法,又称因果图、石川图,是一种常用的问题分析工具,用于识别和解决问题的根本原因。
接下来以一个生产中出现的质量问题为例,进行鱼骨图分析法的分析。
在某企业的生产线上,最近出现了一批产品的质量问题,主要表现为产品外观粗糙、颜色不均匀。
为了找到问题根本原因,并解决质量问题,我们可以利用鱼骨图进行分析。
首先,在纸上画出鱼骨图的基本框架,如下图所示:---------------> 人员 ---------------> 方法 ---------------> 环境 ---------------> 材料 ---------------> 设备人员素质操作规程生产环境原材料质量生产设备然后,我们可以根据问题的具体情况,逐项分析可能的原因。
首先,我们来看人员这一项。
在人员素质方面存在的问题可能是操作技术不熟练、经验不足或者是缺乏必要的培训。
其次,对于操作规程,我们需要检查操作规程是否科学合理,并且是否能够清晰明确地指导操作流程。
再者,对于生产环境,可能需要查看生产场所是否有灰尘、异味等污染物,以及温湿度等环境参数是否适宜。
接下来,我们来看原材料质量方面的问题,这个问题可能是因为供应商提供的原材料质量不稳定,或者是存储、运输环节对原材料的影响较大。
最后,我们来看生产设备这一项,可能存在的问题可能是设备老化、维护不当导致设备状态不稳定。
接下来,我们对这些问题逐项进行分析,并进行进一步细化。
比如,在人员素质方面,我们可以考虑是否需要提供更多的培训机会,加强技术人员的素质提升;在操作规程方面,我们可以确认操作规程的可行性,是否需要对操作规程进行修订,并要求操作人员按照操作规程进行操作;在生产环境方面,我们可以进行环境检测,确认环境参数是否符合要求,并采取相应措施进行改善;在原材料质量方面,我们可以加强与供应商的沟通,要求提供稳定质量的原材料,并进行严格的进货检验;在生产设备方面,我们可以对设备进行定期的维护保养,并提前进行设备更新计划。
鱼骨图图参考案例

原材料保障
人员保障
3、各工序长每天对每 位员工进行班产量考核
1、增加计件产品单价,提高员工福利
8、原材料质量不 良让步放行每月不 超过2批次
6、实行外部供应链管理
4、每季度末对带班 进行快速换模培训
2、每季度初对计划员进行PMC 专业技能培训
交
付
9、提高检验员巡检频次 从原来两小时一次提升
7、要求一分厂对常规、
确保工模夹具不得影 响生产进度
各工序 检验员
各工序 工序长
7月1起持续
孙美凤、 莫勇
8月15日
王再超 吴新波
操场跑步5圈 俯卧撑30个
交付及时率行动计划表
序 号
行动举措
成果要求
责任 完成时 检查 未完成赞
人
间
人
助
从原来的7人加工流
11
11.1在6月30日前完成对现有的布局进行价值 流分析 11.2优化2科检验布局 11.3最终在7月30日实现两条流水作业
入生产
片班产量1500只
2.3.在9月15日完成4台,9月30日调试完成投入 现自动排片6000
生产
只
完成时 间
检查 人
未完成赞助
8月10日 何毅 乐捐200元
9月30日 何毅 乐捐200元
塑壳项目组彻底解决全塑型产品塑壳残留问题
3.1.提交塑壳残留产品代号至项目组,6月30日完
成
3
3.2.项目组根据提交的产品代号编写项目行动计划 至二分厂,7月15日完成,所提交的行动计划最晚
付
带班技能差造成换 线、换模时间长
及
时
计划不准确
作业前准备不充分
率 低
水\电\气的异常
案例:鱼骨图模版
1
目 录
1 2 3
现状分析 原因梳理 优化思路
10000号“三力”近几月呈下降趋势,综合实力下滑, 形势严峻
综合接通率 (数据来源:省公司拨测)
10.00
在线处理能力 (数据来源:省公司拨测)
90.0%
7.00
70.0%
50.0% 1月 2月 3月 4月 5月 10086 6月 7月 10010 10000 10060
2 1.5 1 0.5 0 5月
10000
6月
10060
7月
10086 10 3
现状分析 原因梳理 优化思路
通过调研,找到10000号存在的主要问题(1/4)
人员配备不足
• 用户量的不断增加 • 话务员岗位的特殊性 • 人员招聘工作有一定的难度
坐席数量少
• T • 人员配备不足 i • 无法增加人员疏通话务 t • 无法提高人工接通率 l e
岗位 角色
活动
任务 任务 任务 任务
岗位说明书
职位范围: 请列出与该职位工作之范围与程度有关的资料 该单位总人数: 该职位直接下属: 间接下属: 业务下属: 下属人员类别:管理人员: 专业人员: 技术人员: 其它人员:
角色
活动
任务 任务 任务
活动
任务 任务
主要应负责任: 衡量标准可以是数量、质量、成本、时间、人员 反应等等,应 尽可能客观、量化数据易采集。 重要性 1 2 3 4 应负责任 衡量标准
备注:每月实际所需直接接话CSR人数(测算)=月平 均呼入话务总量(含呼损量)×每话务平均处理 时长×接通率指标/CSR每月额定工时×3600″× 工时利用率
深圳 珠海 汕头 中山 江门 佛山 阳江 湛江 肇庆 清远 潮州
5M因素法(鱼骨图)分析案例
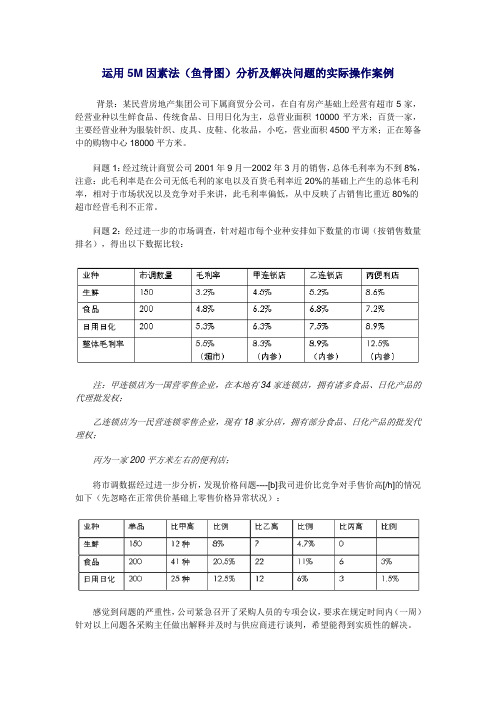
运用5M因素法(鱼骨图)分析及解决问题的实际操作案例背景:某民营房地产集团公司下属商贸分公司,在自有房产基础上经营有超市5家,经营业种以生鲜食品、传统食品、日用日化为主,总营业面积10000平方米;百货一家,主要经营业种为服装针织、皮具、皮鞋、化妆品,小吃,营业面积4500平方米;正在筹备中的购物中心18000平方米。
问题1:经过统计商贸公司2001年9月—2002年3月的销售,总体毛利率为不到8%,注意:此毛利率是在公司无低毛利的家电以及百货毛利率近20%的基础上产生的总体毛利率,相对于市场状况以及竞争对手来讲,此毛利率偏低,从中反映了占销售比重近80%的超市经营毛利不正常。
问题2:经过进一步的市场调查,针对超市每个业种安排如下数量的市调(按销售数量排名),得出以下数据比较:注:甲连锁店为一国营零售企业,在本地有34家连锁店,拥有诸多食品、日化产品的代理批发权;乙连锁店为一民营连锁零售企业,现有18家分店,拥有部分食品、日化产品的批发代理权;丙为一家200平方米左右的便利店;将市调数据经过进一步分析,发现价格问题----[b]我司进价比竞争对手售价高[/h]的情况如下(先忽略在正常供价基础上零售价格异常状况):感觉到问题的严重性,公司紧急召开了采购人员的专项会议,要求在规定时间内(一周)针对以上问题各采购主任做出解释并及时与供应商进行谈判,希望能得到实质性的解决。
一周过去了,供价问题依然没有得到明显的改善,高出比例依然居高不下。
总结各采购主任的解释,主要如下:1、甲、乙对手拥有诸多敏感商品的控制权,近水楼台先得月,人家有权利及有实力去进行降价;2、公司政策对于供应商的通道利润要求过高,厂商在无奈情况下,只有提高供价,保持其基本利润,如果要求供应商降价,只有舍弃部分通道利润才可行;3、公司要求的经营方式过于呆板,竞争对手部分商品是从批发市场上进行铲货来冲击市场,而公司没有此先例,都是以正常方式进行经营;4、公司的付款方式问题:由于现金进货与押款进货的供价有区别,但是公司最低的付款要求为7天付款,因此在价格上没有办法降低;5、竞争对手的恶意竞争行为:牺牲利润,亏本赚吆喝;6、人手不够,杂事多,没有办法集中时间与精力与供应商谈判。
鱼骨图案例分析
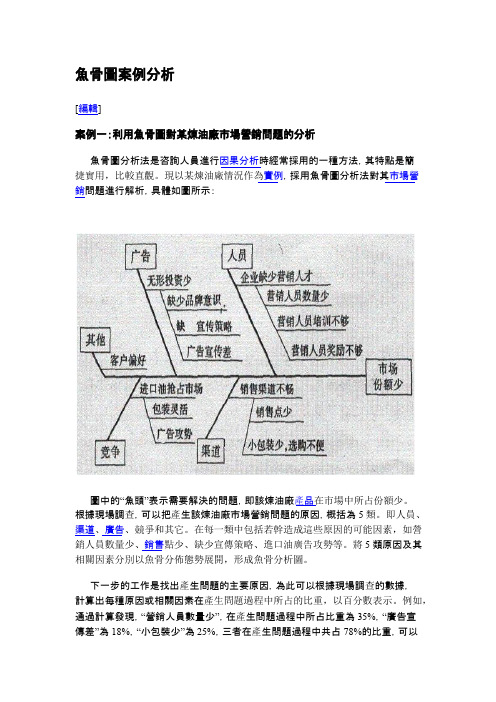
魚骨圖案例分析[編輯]案例一:利用魚骨圖對某煉油廠市場營銷問題的分析魚骨圖分析法是咨詢人員進行因果分析時經常採用的一種方法,其特點是簡捷實用,比較直觀。
現以某煉油廠情況作為實例,採用魚骨圖分析法對其市場營銷問題進行解析,具體如圖所示:圖中的“魚頭”表示需要解決的問題,即該煉油廠產品在市場中所占份額少。
根據現場調查,可以把產生該煉油廠市場營銷問題的原因,概括為5類。
即人員、渠道、廣告、競爭和其它。
在每一類中包括若幹造成這些原因的可能因素,如營銷人員數量少、銷售點少、缺少宣傳策略、進口油廣告攻勢等。
將5類原因及其相關因素分別以魚骨分佈態勢展開,形成魚骨分析圖。
下一步的工作是找出產生問題的主要原因,為此可以根據現場調查的數據,計算出每種原因或相關因素在產生問題過程中所占的比重,以百分數表示。
例如,通過計算發現,“營銷人員數量少”,在產生問題過程中所占比重為35%,“廣告宣傳差”為18%,“小包裝少”為25%,三者在產生問題過程中共占78%的比重,可以被認為是導致該煉油廠產品市場份額少的主要原因。
如果我們針對這三大因素提出改進方案,就可以解決整個問題的78%。
該案例也反映了“20:80原則”,即根據經驗規律,20%的原因往往產生80%的問題,如果由於條件限制,不能100%解決問題,只要抓住占全部原因20%,就能夠取得80%解決問題的成效。
[編輯]案例二:用魚骨圖與層次分析法結合進行企業診斷[3]一、層次分析法簡介魚骨圖成功完成後,影響問題的原因一般能詳盡的列出。
但哪些是主要原因,哪些是次要原因,該如何確定呢?各個主要原因的重要性、優先程度應如何確定?層次分析法(AHP)做了最好的回答。
AHP的基本思路與魚骨圖的基本思路是一致的。
兩者都是在深人分析實際問題的基礎上,將有關因素按不同的屬性自上而下的分解成若幹層次,同一層次的諸因素從屬於上一層的因素或對上層因素有影響,同時又支配下一層的因素或受下一層因素的作用。
鱼骨图分析法案例

鱼骨图分析法案例鱼骨图分析法,又称为因果图、石川图或是鱼骨图,是一种用来分析问题根本原因的工具。
它通过将问题分解为不同的因素,并将这些因素按照其对问题产生影响的程度进行排列,以便找出问题的根本原因。
鱼骨图分析法可以帮助我们更清晰地理解问题,并找出解决问题的方向。
下面我们通过一个实际案例来详细了解鱼骨图分析法的应用。
案例,某工厂产品质量下降问题。
某工厂生产的产品质量近期出现了下降的情况,这给工厂的生产和销售带来了一定的困扰。
为了找出产品质量下降的根本原因,并采取相应的措施加以改进,工厂决定运用鱼骨图分析法进行问题分析。
首先,我们需要确定问题,即产品质量下降的原因。
然后,我们将问题写在鱼骨图的头部,并在鱼骨图的骨架上列出可能导致产品质量下降的各种因素。
这些因素可以包括人员、设备、材料、方法、环境和测量等六大类。
接下来,我们将具体分析每个因素,找出可能对产品质量造成影响的具体原因。
在人员方面,可能的原因包括员工技术水平不够、员工工作态度不端正、员工缺乏培训等。
在设备方面,可能的原因包括设备老化、设备故障率上升等。
在材料方面,可能的原因包括原材料质量下降、原材料供应不稳定等。
在方法方面,可能的原因包括工艺流程不合理、生产管理不严格等。
在环境方面,可能的原因包括生产场所环境恶劣、生产条件不足等。
在测量方面,可能的原因包括检测手段不够灵敏、检测标准不合理等。
通过以上分析,我们可以清晰地看到可能导致产品质量下降的各种因素和具体原因。
接下来,我们需要对这些因素和原因进行分析,找出其中对产品质量影响最大的因素和原因。
然后,我们可以制定相应的改进计划,针对性地解决问题。
综上所述,鱼骨图分析法可以帮助我们系统地分析问题,找出问题的根本原因,并制定相应的改进计划。
通过这种方法,我们可以更加高效地解决问题,提高工作效率,提升产品质量,实现持续改进。
希望以上案例能够帮助大家更好地理解和运用鱼骨图分析法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7、设备故障报修后10分钟内必须到达 现场,30分钟内无法修复的必须报设 备管理部主管,主管必须在10分钟内 到达现场,30分钟无法解决的,启动 备用设备
5.新购的零配件实行质量三 包,对易损件进行备库
15.技术研发中心对塑壳材料 确定并制定回料的回收次数 标准和配方比例 16.质保中心对塑壳制定检验 标准并严格按照标准检验并 做好相关记录
8月30日
何毅
乐捐300元
9
全塑型产品≤6天行动计划表
序 号 责任 人
行动举措
成果要求
完成时间
检查人
未完成赞助
4
出现品质异常时要求质保中心 和技术开发中心在10分钟内必 须到达发生现场,30分钟内提 出解决方案,如无法解决者在2 小时内出应急预案,并在一天 内回复永久解决措施
杜绝设备计划内停机 ,保证产品交期
按需生产,确保产品 按订单评审时间入库
朱继军
8月30日
何毅
俯卧撑20个
5
交付及时率行动计划表
序 号
15
行动举措
计划物控中心按公司规定下达的 特殊订单每月≤5个 生产科每月25日前对本科室产能进 行评估,找出瓶颈工序与实际产 能的对比差,根据差异添置相应 的人员与设备并上报计划物控中 心要求协调生产计划 制定水、电、气、火灾的应急预 案
俯卧撑20个
4
提高换线、换 模速度,减少 员工等待时间
朱继军
第三季度 开始
何毅
打扫男厕 所一周
3
交付及时率行动计划表
序 号
5
行动举措
制定特殊人员的应急预案(打饼工、固 化检验员各培养一名实现多能工) 实行外部供应链管理制度
成果要求
生产流畅,在生产计 划时间内设备无停机 使原材料能够按计划 100%保质保量配送
确保铜片按照计划100% 到达
7月15起持续
何毅
俯卧撑20个
8
让步放行的原材料≤2 次
彭忠 罗刚 杨顺忠
7月1持续
何毅
俯卧撑50个
9
杜绝批量不合格品的 产生
各工序 检验员
7月1起持续
孙美凤、 莫勇
操场跑步5圈
10
确保工模夹具不得影 响生产进度
各工序 工序长
8月15日
王再超 吴新波
俯卧撑30个
4
交付及时率行动计划表
交 付 及 时 率 提 升 至 以 上
98%
10、对模具的易损件和通用配件进行定量 备库,通用配件按照压机台数的20%备库 ,易损件按照腔数比例备库
16、评估瓶颈工序的产能与 实际产能的对比差,根据差 异添置相应的人员和设备
13、实行内部供应链管理
11、对现有的布局进行价值流分析,优化布 局(检验),7月30日实现两条流水作业
1.交付及时率低的原因分析鱼骨图
质量因素
制程的品质控制不良 产品的工艺成熟度未验证
原材料因素
人的因素
人员缺勤率高
人员不足,不稳定 人员班产量目标未设定 计划人员的PMC专业技能 不够 特殊岗位的人员 异常
原材料计划到位率低
原材料品质不良,让步放行多 原材料品质稳定性差,处理 异常效率低
工装夹具按计划到 位合格率低
7、要求一分厂对常规、 通用铜片建立铜片超市
5、制定特殊人员的应 急预案(多能工培养)
17、制定水、电、气 、火灾的应急预案
14、采用拉动式生 产系统,准时制生 产方式(JIT) 15、要求计划物控中心按公司规 定下达特殊订单≤5个/月
12、接到订单三天内验证一切 生产辅料,并填写作业前准备 记录表上交生产计划员处
成果要求
责任人
完成时 间
检查 人
未完成赞助
1
无全塑型产品喷 脱模剂
1.1蒋其丰1.2 罗刚 1.3张世海 1.4蒋其丰
8月10日
何毅
乐捐200元
2
1.原24片手工排片 班产量800只现自 动排片2500只 2.原12片手工排片 班产量1500只现自 动排片6000只
史ห้องสมุดไป่ตู้虎
9月30日
何毅
乐捐200元
3
责任 人
詹志云 王在超 吴新波 7.1蒋其 丰 7.2张世 海
完成时间
7月15日前 7月1日起持续
检查人 未完成赞助
王在超 俯卧撑20个 乐捐50元
6
何毅
7
一分厂对常规、通用铜片建立铜片超市 7.1.由二分厂提供常规、通用铜片代号给 一分厂,在6月30日完成 7.2.一分厂按照提供的产品代号建立铜片 超市,7月15日执行
材料延期
物料异常未得 到及时处理
塑料壳残留多,下 刻槽尺寸不稳定
试制过程中遗留的问题 未得到有效解决直接下 发到车间批量生产 工艺流程颠倒(QCS778仪表车去 料柄— 铰孔—抛光—折弯45度— 仪表车去粉皮—折弯 有酸洗工艺
钩脚两侧废料多
固化前后外径、内孔尺寸 无规律变化
半全塑型产品多 ,更改工艺频繁
全 塑 型 产 品 交 期 ≤ 6 天
排 片 到 检 验 入 库
材料保障
工艺保障
8
全塑型产品≤6天行动计划表
序 号 行动举措
保证无塑壳残留的情况下,取消所有全塑型产品 喷脱模剂 1.1.统计所有喷脱模剂的产品代号提交至开发部。6 月30日完成 1.2.开发部根据提交的产品代号更改铜片角度并下 发图纸到一分厂,7月10日完成 1.3.一分厂按下发的图纸从7月25日开始供应铜片1.4. 二分厂加工验证结果,8月10日完成 精密制造事业部在9月30日前完成15台自动排片机( 30分钟内完成换模)并投入生产 2.1.在7月1日完成6台,于7月25日调试完成投入生产 2.2.在7月30日完成5台,于8月25日调试完成投入生产 2.3.在9月15日完成4台,9月30日调试完成投入生产
工艺尺寸前后不符, 导致后道加工时无法 满足工艺要求
影 响 全 塑 型 产 品 交 期 的 原 因
品质保障
工艺保障
7
1.1.全塑型产品交期≤6天对策鱼骨图
模具、设备保障
注:紫色字体为重点
品质保障
4.出现品质异常时要求质保 中心和技术开发中心在10分 钟内必须到达发生现场,30 分钟内提出解决方案,如无 法解决者在2小时内出应急 预案,并在一天内回复永久 解决措施
朱继军
7.15日完成 7. 20日起执 行
何毅
俯卧撑30个
各工序 工序长
朱继军
俯卧撑30个
14
采用拉动式生产系统,准时制生产方式(JIT) 14.1制定拉动式生产系统培训资料(PPT),在7 月10日完成 14.2对所有工序长、带班、库管员进行拉动式生 产系统培训并做好培训记录,在7月20日完成 14.3从8月1日起实施 14.4在9月1日验证
彭忠、 罗刚
7月1日起执行
何毅
乐捐各200元
5
对采购的设备配件及机械配件 实行质量三包 技术研发中心和精密事业制造 部所设计和制造的模具所生产 的全塑型产品同心度达到 ≤0.05mm,外径≤ 0.04mm,端面无 粉皮、钩子两侧无粉皮,无气孔 设备故障报修后10分钟内必须 到达现场,30分钟内无法修复 的必须报设备管理部主管,主 管必须在10分钟内到达现场,30 分钟无法解决的,启动备用设
12.原材料要按照计划 物控中心评审的交期 100%到达
9.开发中心严格按照全塑型产品工艺流程进 行开发设计,谢绝临时增加工艺流程(如增 加镗孔、车外圆、拉槽、固化前抛光、平端 面电木粉等)
13.采购根据技术研发中心制定的 材料要求开发两家以上最优材 料供应商进行采购,不得随意 更换供应商
10、技术开发部严格审核工艺,确定 无误后再下发生产部门
塑壳项目组彻底解决全塑型产品塑壳残留问题 3.1.提交塑壳残留产品代号至项目组,6月30日完成 3.2.项目组根据提交的产品代号编写项目行动计划 至二分厂,7月15日完成,所提交的行动计划最晚 达成时间为8月30日 3.3.二分厂根据项目组提交的行动计划及时间节点 验证,8月30日完成
无塑壳残留
3.1蒋其丰3.2 罗刚 3.3蒋其丰
序 号 行动举措 成果要求
从原来的7人加工流水 作业优化到4人的流水 作业(内孔、片间、 片轴、外径检1人,分 度检1人,看槽检1人 ,外观检1人) 确保产前生产物料到 位100%
责任 人
完成时 间
检查 人
未完成赞 助
11
11.1在6月30日前完成对现有的布局进行价值流分 析 11.2优化2科检验布局 11.3最终在7月30日实现两条流水作业
其他应急处理
管理提升
设备、工装模具保障
2
交付及时率行动计划表
序 号
行动举措
增加计件产品单价,提高员工福利 1.1.跟各工序的一线操作员工进行薪资座谈交流会,6月30 日完成 1.2.按照座谈交流会收集到的一线操作员工的薪资意向制 定产品单价并提交至人力资源中心,7月15日完成 1.3.人力资源中心在7月30日前完成审批并下发至分厂执行 每季度初对2名计划员进行PMC专业技能培训 2.1.制作PMC培训资料(PPT)在6月30日前完成 2.2.在7月10日完成第一次的PMC专业技能培训并形成记录 2.3. 验证培训效果,7月30日完成 各工序长每天对每位员工进行班产量考核 3.1.收集并评审8小时员工的班产量,6月28日完成 3.2.制定班产量考核表,6月30日完成 3.3.从7月1日开始执行 每季度末对工序长、带班进行一次快速换模培训 4.1. .按工序制作快速换模培训资料(PPT)在8月10日前完成 4.2.在9月28日完成第一次的快速换模专业技能培训并形成 记录 2.3. 验证培训效果,10月30日完成
14.指定专门检验员对铜片来料严格按照工 艺要求用“V”型块进行测量,确保铜片无 毛刺、无弯曲现象,侧面光滑、铜片无 铜粉,如有以上一项不符合严格按照内 部供应连制度执行