扭剪型高强度螺栓连接副预拉力检验报告
高强度螺栓预拉力、扭矩系数
高强度螺栓预拉力、扭矩系数第一篇:高强度螺栓预拉力、扭矩系数验收批、取样方法和数量(一)钢材及焊接材料复验 1.抽检数量及检验方法(1)对属下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求:国外进口钢材;钢材混批;板厚等于或大于40mm,且设计有Z向性能要求的厚板;建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
(2)重要结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
2.合格质量标准符合设计要求和国家现行有关产品标准的规定(二)高强度螺栓预拉力、扭矩系数复验(三)1.高强度大六角头螺栓连接副扭矩系数复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[螺栓预拉力值范围(KN)] 螺栓规格(mm)M16 M20 M22 M24 M27 M30 预拉力值P 10.9s 93~113 142~177 175~215 206~250 265~324 325~390 8.8s 62~78 100~120 125~150 140~170 185~225 230~275 2.扭剪型高强度螺栓连接副预拉力复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[紧固预拉力和标准偏差(KN)] 螺栓规格(mm)16 20(22)24 紧固预拉力的平均值99~120 154~186191~231 222~270 标准偏差 10.1 15.7 19.5 22.7(四)高强度螺栓连接摩擦面抗滑移系数复验;1.制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数试验。
钢结构用扭剪型高强度螺栓连接副
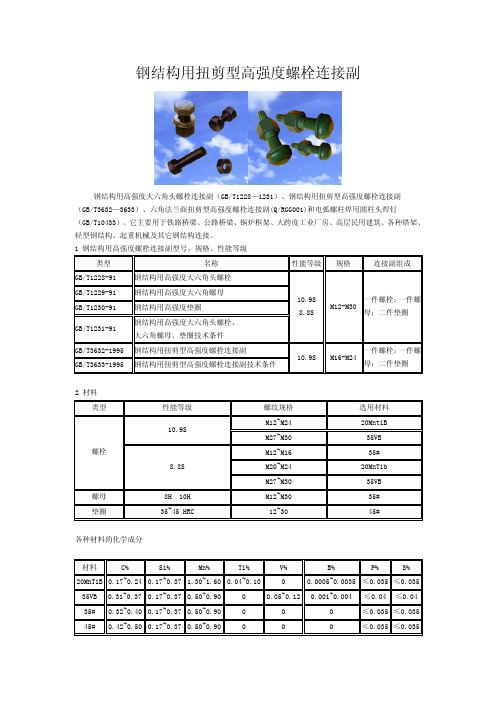
钢结构用扭剪型高强度螺栓连接副钢结构用高强度大六角头螺栓连接副(GB/T1228—1231)、钢结构用扭剪型高强度螺栓连接副(GB/T3632—3633)、六角法兰面扭剪型高强度螺栓连接副(Q/RGG001)和电弧螺柱焊用圆柱头焊钉(GB/T10433)。
它主要用于铁路桥梁、公路桥梁、锅炉框架、大跨度工业厂房、高层民用建筑、各种塔架、轻型钢结构、起重机械及其它钢结构连接。
1 钢结构用高强度螺栓连接副型号、规格、性能等级类型 名称性能等级规格连接副组成GB/T1228-91 钢结构用高强度大六角头螺栓 GB/T1229-91 钢结构用高强度大六角螺母 GB/T1230-91 钢结构用高强度垫圈GB/T1231-91钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件10.9S 8.8SM12-M30一件螺栓;一件螺母;二件垫圈GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副 GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件10.9SM16-M24一件螺栓;一件螺母;二件垫圈2 材料类型性能等级 螺纹规格 选用材料 M12~M24 20MntiB 10.9SM27~M30 35VB M12~M16 35# M20~M24 20MnTib 螺栓8.8SM27~M3035VB 螺母 8H 10H M12~M30 35# 垫圈 35~45 HRC12~3045#各种材料的化学成分 材料C%Si% Mn% Ti% V% B% P% S%20MnTiB 0.17~0.24 0.17~0.37 1.30~1.600.04~0.100 0.0005~0.0035 ≤0.035 ≤0.03535VB 0.31~0.37 0.17~0.37 0.50~0.900 0.05~0.120.001~0.004≤0.04 ≤0.0435# 0.32~0.40 0.17~0.37 0.50~0.900 0 0 ≤0.035 ≤0.03545#0.42~0.50 0.17~0.37 0.50~0.90≤0.035 ≤0.0353 机械性能3-1 螺栓机械性能 材料试件机械性能屈服度σ0.2MPa 伸长率δ5%收缩率ψ%性能等级 抗拉力强度σbMPa min10.9S 1040~1240 940 10 428.8S 830~1030 660 12 45 硬度洛氏硬度HRC 维氏硬度 HV30性能等级min max min max 109S 33 39 312 3678.8S 24 31 249 296实物拉力载荷罗纹规格d M12 M16 M20 M22 M24 M27 M30 应懒力载面积mm2 84.3 157 245 303 353 459 56110.9S 877.7~104.5163~195255~304315~376367~438477~569 583~696拉力载荷KN 8.8S 70.0~86.8130~162203~252251~312293~364381~473 466~5783-2 螺母机械性能保证载荷罗纹规格D M12 M16 M20 M22 M24 M27 M3010H 87.7 163 255 315 367 477 583 保证载荷KN 8H 70.0 130 203 251 293 381 466 硬度洛氏硬度 维氏硬度 性能等级 min max min max10H 98HRB 28HRC 222 2748H 85HRB 28HRC 206 2743-3 垫圈机械性能垫圈硬度为35~45 HRC (HV30 329~436)4 型式尺寸4-1 GB/T1228-91 钢结构用高强度大六角头螺栓型式尺寸螺纹规格d M12 M16 M20 M22 M24 M27 M30螺距p 1.75 2 2.5 2.5 3 3 3.5 max 0.8 0.8 0.8 0.8 0.8 0.8 0.8 cmin 0.4 0.4 0.4 0.4 0.4 0.4 0.4 da max 15.23 19.23 24.32 26.32 28.32 32.84 35.84max 12.43 16.43 20.52 22.52 24.52 27.84 30.84 dsmin 11.75 15.57 19.48 21.48 23.48 26.16 29.16 dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5 e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37公称 7.5 10 12.5 14 15 17 18.7 Kmax 7.95 10.75 13.40 14.90 15.90 17.90 19.75 min 7.05 9.25 11.60 13.10 14.10 16.10 17.65 r min 1.0 1.0 1.5 1.5 1.5 2.0 2.0max 21 27 34 36 41 46 50smin 20.16 26.16 33 35 40 45 49L公称 <45 ≥45 <55 ≥55<65≥65<70≥70<75≥75<80 ≥80 <85 ≥85 b公称 25 30 30 35 3540 4045 4550 50 55 55 60 4-2 GB/T1229-91 钢结构用高强度大六角头螺母型式尺寸螺纹规格D M12 M16 M20 M22 M24 M27 M30 螺距P 1.75 2 2.5 2.5 3 3 3.5max 0.8 0.8 0.8 0.8 0.8 0.8 0.8cmin 0.4 0.4 0.4 0.4 0.4 0.4 0.4max 13 17.3 21.6 23.8 25.9 29.1 32.4 damin 12 16 20 22 24 27 30 dw min 19.2 24.9 31.4 33.3 38.0 42.8 46.5e min 22.78 29.56 37.29 39.55 45.20 50.85 55.37max 12.3 17.1 20.7 23.6 24.2 27.6 30.7 mmin 11.87 16.4 19.4 22.3 22.9 26.3 29.1max 21 27 34 36 41 46 50 smin 20.16 26.16 33 35 40 45 494-3 GB/T1230-91 钢结构用高强度垫圈型式尺寸规格(螺纹大径) 12 16 20 22 24 27 30 max 13.43 17.43 21.52 23.52 25.52 28.52 31.52 d1min 13 17 21 23 25 28 31max 25 33 40 42 47 52 56 d2min 23.7 31.4 38.4 40.4 45.4 50.1 54.1公称 3.0 4.0 4.0 5.0 5.0 5.0 5.0 smax 3.8 4.8 4.8 5.8 5.8 5.8 5.8min 2.5 3.5 3.5 4.5 4.5 4.5 4.5max 16.03 20.03 25.12 27.12 29.12 33.64 36.64 d3min 15.23 19.23 24.32 26.32 28.32 32.84 35.84 4-4 GB/T3632-1995 钢结构用扭剪型高强度螺栓型式尺寸螺纹规格d M16 M20 M22 M24 螺距p 2 2.5 2.5 3 da max 18.83 24.4 26.4 28.4max 16.43 20.52 22.52 24.52 dsmin 15.57 19.48 21.48 23.48 dw min 27.9 34.5 38.5 41.5 dk max 30 37 41 44公称 10 13 14 15 Kmax 10.57 13.9 14.9 15.9min 9.25 12.1 13.1 14.1 K’ min 12 14 15 16K" max 17 19 21 23r min 1.2 1.2 1.2 1.6max 11.3 14.1 15.6 16.9 dbmin 11 13.8 15.3 16.6 dc ≈ 12.8 16.1 17.8 19.3 de ≈ 13 17 18 205 GB/T1228~1231-91 高强度大六角头螺栓连接副的扭矩系数螺纹规格 M12 M16 M20 M22 M24 M27 M30max 59 113 177 216 250 324 397 P(KN)min 49 93 142 177 206 265 329◆ 10.9S 高强度大六角头螺栓连接副的扭矩系数平均值0.11~0.150。
建筑工程扭剪型高强度螺栓连接副预拉力检验报告

建筑工程扭剪型高强度螺栓连接副预拉力检验报告一、引言建筑工程中,扭剪型高强度螺栓连接副广泛应用于构件的连接和加固。
为确保连接副的质量和安全性,本次进行了预拉力检验并编写此报告。
二、检验目的本次检验旨在确认扭剪型高强度螺栓连接副是否达到预拉力要求,并评估其连接强度和可靠性。
三、检验内容1.螺栓材料的检验:对螺栓材料进行化学成分、力学性能等方面的检验。
2.螺栓连接副预紧力的测量:通过使用合适的测力仪测量预紧力。
3.螺栓连接副的疲劳寿命检验:通过模拟工程环境中的循环载荷作用,进行螺栓连接副的疲劳寿命评估。
四、检验步骤1.螺栓材料检验-选择一定数量的螺栓样本,进行化学成分分析。
-进行拉伸试验并测试螺栓的力学性能,如抗拉强度、屈服强度等。
2.螺栓连接副预紧力测量-使用适当的测力仪器进行螺栓连接副的预紧力测量。
-对每个连接副进行多次测量,确保准确度和可靠性。
3.螺栓连接副疲劳寿命检验-模拟工程环境中的循环载荷,进行螺栓连接副的疲劳寿命评估。
-进行一定次数的载荷循环,并定期检查连接副的状态和性能。
五、结果与分析1.螺栓材料检验结果:-化学成分符合设计要求;-抗拉强度和屈服强度满足设计要求。
2.螺栓连接副预紧力测量结果:-检测到的预紧力值符合设计要求;-检测结果显示预拉力均匀分布。
3.螺栓连接副疲劳寿命检验结果:-经过一定次数的载荷循环后,连接副无明显松动或变形;-连接副的疲劳寿命满足设计要求。
六、结论本次检验结果表明,建筑工程中使用的扭剪型高强度螺栓连接副达到了预拉力要求,并具备合格的连接强度和可靠性。
在使用和安装过程中,需要严格按照设计要求和操作规范进行操作。
七、建议建议在使用扭剪型高强度螺栓连接副过程中,注意以下事项:1.选择合适的螺栓材料,确保符合设计要求;2.在预紧过程中,使用合适的工具和仪器进行测量和调整;3.定期检查连接副的状态和性能,及时发现和处理异常情况;4.在使用前,确保螺栓连接副符合相关标准和规范要求。
扭剪型高强螺栓连接副紧固预拉力检验报告GD210211

检验项目
1 标准偏差
单位 KN
紧固预拉力 标准要求
检验结果
单项 判定
结论
备注
委托单位地址:
注:1、未经本【检测机构】书面批准,不得复制(全文复制除外)检验报告。
2、【检测机构】地址: 3、报告无报告专用章无效。
批准:
审核:
检验:
扭剪型高强螺栓连接副紧固预拉力检验报告
GD210211 0 1
委托单位: 工程名称: 工程部位: 送检日期: 监督员: 样品编号
年月日
检验日期: 见证人:年月日源自检验单位: (检测报告专用章)
检评依据: GB 50205-2001
报告日期:
年月日
报告编号:
样品名称
规格等级
生产厂家
炉号(批号)
批量 检验项目
高强度螺栓终拧扭矩检测作业指导书(含全部附表)
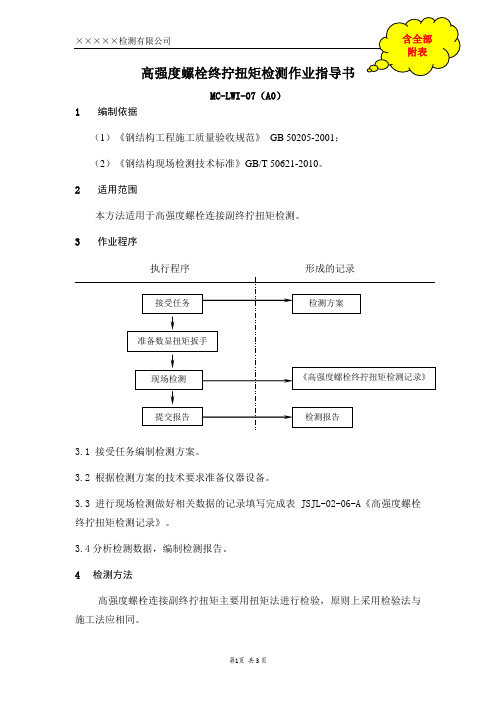
MC-LWI-07(A0)1编制依据(1)《钢结构工程施工质量验收规范》GB 50205-2001;(2)《钢结构现场检测技术标准》GB/T 50621-2010。
2适用范围本方法适用于高强度螺栓连接副终拧扭矩检测。
3作业程序执行程序形成的记录3.1接受任务编制检测方案。
3.2 根据检测方案的技术要求准备仪器设备。
3.3 进行现场检测做好相关数据的记录填写完成表JSJL-02-06-A《高强度螺栓终拧扭矩检测记录》。
3.4分析检测数据,编制检测报告。
4检测方法高强度螺栓连接副终拧扭矩主要用扭矩法进行检验,原则上采用检验法与施工法应相同。
4.1 试验准备:检验所用的扭矩扳手其扭矩精度误差应在3%以内。
4.2 扭矩法检验4.2.1 在螺尾端头和螺母相对位置划线,将螺母退回60°左右。
4.2.2 用扭矩扳手测定拧回至原来位置时扭矩值,并做好记录。
4.2.3 比较测定扭矩值与施工扭矩值的偏差,其偏差在10%以内为合格。
4.3 扭剪型高强度螺栓施工扭矩检验,观察尾部梅花头被拧掉者视同终拧扭矩达到合格标准,未被拧掉者应按上述扭矩法检验。
5 结果计算高强度螺栓连接副终拧扭矩值按下式计算:Tc=K·Pc·d式中,Tc—终拧扭矩值(N·m);Pc—施工预拉力标准值(kN),见附表1;d—螺栓公称直径(mm);T0—初拧扭矩值可按0.5Tc取值。
K—扭矩系数,按GB50205附录B·0·4的规定试验确定(或由委托提供高强度螺栓扭矩系数复验报告)。
.其中高强度螺栓连接副施工扭矩范围如表5-1所示.表5-1 高强度螺栓连接副施工扭矩范围6 测量记录检测记录应按规定格式填写,具体要求执行《记录管理程序》(MC-LQP-21)。
7 记录表格1) JSJL-02-06 高强度螺栓终拧扭矩检测记录。
【紧固件工程检验依据标准、螺栓预拉力标准值及范围、螺栓施工扭矩值及范围】

10.9s 8.8s【紧固件工程检验依据标准、螺栓预拉力标准值及范围、螺栓施工初拧、终拧扭矩值及范围】B.0.1 测定螺栓实物抗拉强度的国家标准:《紧固件机械性能螺栓、螺钉和螺柱》GB3098.1的规定。
B.0.2 扭剪型高强度螺栓预拉力复验。
现场取8套连接副进行复验。
连接副预拉力采用合格的轴力计进行测试。
将螺栓直接插入轴力计,分初拧、终拧两次进行。
初拧用手动扭矩扳手进行,值应为终拧值的50%左右。
终拧用电动扳手,至拧掉尾部梅花头,读出预拉力值。
每套连接副只做一次,部件坏了的要更换。
复验螺栓连接副的预拉力平均值和标准偏差应符合表B.0.2的规定。
表B.0.2 扭剪型高强度螺栓紧固预拉力和标准偏差(KN)螺栓直径(mm)16202224紧固预拉力的平均值P99-120154-186191-231222-270M22M24M27M3010.115.719.522.7B.0.3 高强度螺栓施工扭矩检验。
含初拧、复拧、终拧。
检验使用的扭矩扳手其扭矩精度误差不应大于3%。
1小时后,48小时内完成。
120150170225高强度螺栓连接副终拧扭矩值计算公式:Tc(终拧扭矩值N.m)=K(扭矩系数平均值B.0.4)*Pc(施工预拉力标准值KN)*d(螺栓直径)。
大六角螺栓连接副初拧值To可按0.5Tc取值。
扭剪型螺栓初拧值:To=0.065Pc*d 。
表B.0.3 高强度螺栓连接副施工预拉力标准值(KN)螺栓的性能等级螺栓公称直径(mm)M16M2027510.9s 1101702102503203908.8s75B.0.4 高强度大六角螺栓连接副扭矩系数复验。
现场取8套连接副进行复验。
连接副系数复验用的计量器具,误差不应大于2%。
每套连接副只做一次,部件坏了的要更换。
将螺栓直接插入轴力计,在侧出螺栓预拉力 P 的同时,应测定施加于螺母上的施拧扭矩值 T 并应按下列计算扭矩系数 K 。
K=T/P*d (B.0.4式中:T—施拧扭矩(N*m); d—高强度螺栓的公称直径(mm); P—螺栓预拉力(KN)。
高强螺栓检测的相关标准

1.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接连接副扭矩系数试验4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。
扭矩系数计算公式如下:TK P dg 式中: K 一扭矩系数;T ——施拧扭矩(峰值),单位为牛米(N ·m); P ——螺栓预拉力(峰值),单位为千牛(kN); d ——螺栓的螺纹公称直径,单位为毫米(mm)。
4.4.2 施拧扭矩T 是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。
使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
4.4.3 螺栓预拉力P 用轴力计测定,其误差不得大于测定螺栓预拉力的2%。
轴力计的最小示值应在1 kN 以下。
4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P 应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
4.4.5 组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。
试验时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用的机具、仪表及连接副均应放置在该环境内至少2 h 以上。
5 检验规则出厂检验按批进行。
同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm 时,长度相差≤15 mm ;螺栓长度>100mm 时,长度相差≤20 mm ,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。
分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。
施工工艺 扭剪型高强螺栓施工

扭剪型高强螺栓施工本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
2.1 材料及主要机具:2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
3.1 工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
表5-2螺栓公称直径增加长度 (mm)M16 25M20 30M22 35M24 403.3 接头组装:3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。