_1炉磨煤机D堵煤事件处理经过及原因分析
造成磨煤机排渣箱堵渣的原因分析及措施
造成磨煤机排渣箱堵渣的原因分析及措施从以往磨煤机排渣箱堵渣的情况来看,造成我厂磨煤机堵渣的原因有以下四点:(1)排渣箱入口门开不到位或自关导致排渣不畅,在渣箱入口处结焦堵塞,此种情况只发生一次(#1炉#4磨),目前已处理。
(2)由于原煤中含有铁丝等杂物,无法从磨煤机排出,堵塞在排渣箱入口,造成排渣不畅,在渣箱入口处结焦堵塞。
煤中含有杂物堵塞磨煤机的情况近期没有发生,控制较好。
(3)排渣操作不正确。
排渣人员排完渣后忘记开启排渣箱入口门,造成渣箱堵塞。
(4)排渣不及时造成渣箱堵塞,根据对近期磨煤机堵渣情况的调查,基本上都是由于排渣不及时导致的。
(5)磨煤机磨损较严重,#2炉和#3炉的磨煤机去年小修时更换了磨辊套,制粉系统累积运行时间在7000小时左右;#1炉和#4炉虽然在大修时更换了磨辊套,但是磨碗衬板和节流环磨损严重的部件大部分都未进行更换,磨煤机出力降低,导致排煤量增大,最严重的一台磨(#3炉#2磨)每十分钟就要进行一次排渣,给排渣工作带来一定困难。
通过对排渣量大的磨煤机的一次风进行跟踪调整,并通过调查历史趋势曲线,各磨煤机出口风压基本都维持在2.0kPa左右,高于设计值 1.2kPa。
可以判断造成排渣量大原因不是风量调整的问题,为设备原因。
统计5月份以来磨煤机堵渣共6次,其中#1炉#5磨堵渣4次,原因为#1炉#5磨排渣管向外喷火,排渣人员不能及时排渣,导致渣箱堵塞。
另外两次为#3炉#2磨和#3炉#4磨。
防范措施:(1)增加磨煤机的定期检修和维护工作,建议磨煤机累积运行2000小时后每增加1000小时进行一次检查,对损坏部件更换或根据磨损情况调整磨辊和磨碗间隙。
(2)加强排渣人员的业务培训,避免因操作不当造成磨煤机堵渣。
(3)加强排渣人员的管理,要求排渣人员发现磨煤机排渣异常及时汇报锅炉值班员,发现排查系统设备缺陷及时通知锅炉值班员联系检修处理,并做好记录。
(4)运行人员认真进行调整,发现个别磨煤机排煤量大积极协调各磨煤机出力,在不影响机组负荷的情况下,尽量减小排渣量大的磨煤机出力。
浅谈磨煤机堵煤对于汽轮发电机组运行的危害以及解决措施

浅谈磨煤机堵煤对于汽轮发电机组运行的危害以及解决措施摘要:本文发电机组运行过程中经常出现的磨煤机堵煤事故加以分析;论述内容包含事故所造成的危害和事故现象以及具体处理方法,并对机组运行过程避免堵磨的运行措施进行概述。
关键词:磨煤机堵煤;危害;事故现象;处理方法;运行措施。
Abstract: In this paper, we will analyse the coal mill blocking accidents which often occur during the operation of generator set. The contents of this paper include the hazard and accident phenomenon caused by the accident and the specific treatment methods, and the operation measures to avoid blocking and grinding during the unit operation are summarized.Key words: the coal mill blocking accidents;the hazard ;accident phenomenon ;the specific treatment methods;the operation measures .1.概述随着居民用电量的上升,发电机组负荷普遍较高;特别是燃用较低发热量的印尼煤时各台磨煤机所带煤量较高,容易出现磨煤机堵磨事故。
该事故威胁机组安全运行并限制机组带负荷能力,处理不当时更可能造成锅炉灭火等;故通过对于事故现象的了解,缩短事故判断的时间并采用合理的处理方法,这对于保障发电机组运行安全起到至关重要的作用。
1.磨煤机堵磨事故的危害磨煤机堵磨,严重影响主、再热气压力和温度;同时会让汽包水位和炉膛负压出现剧烈波动,机组低负荷运行时由于燃料量突然减少更可能造成燃烧不稳锅炉灭火等重大事故;并且堵磨影响磨组出力,从根本上限制机组带负荷能力,降低机组经济效益。
磨煤机堵煤原因分析及解决措施

磨煤机堵煤原因分析及解决措施摘要:磨煤机设备堵煤问题是制粉系统中较为常见的问题之一,一旦出现堵煤问题,会形成锅炉断层燃烧,对锅炉的燃烧、气温以及气压产生很大的扰动,处理不当会引起管壁超温,锅炉灭火,严重时机组被迫停运,所以需要针对产生堵煤问题的成因进行具体分析,并总结可行的对策来加以防范和处理,从而保证设备的正常运转。
关键词:磨煤机;堵煤原因;解决措施燃煤火电厂中,给煤机作为制粉系统的重要辅机设备,负责将原煤仓内储存的煤均匀地送入磨煤机进行研磨并进行给煤量统计与控制。
受煤质因素、设备因素和人员调整原因影响,给煤机在运行中经常出现运行不稳定甚至跳闸问题。
随着燃煤机组低价煤掺烧工作的开展,对制粉系统设备运行的稳定提出了更高的要求。
本文根据某火电机组多年运行经验,总结出常见的磨煤机堵煤等问题。
查明故障原因,找出合适的方法,提高给煤机运行稳定性,对于火电厂的安全运行有着十分重要的意义。
一、堵煤问题的成因(一)问题描述某电厂的机组锅炉所应用的制粉系统为HP843型锟式磨煤机,20世纪80年代从我国引进,作为RP碗式磨煤机的迭代产品。
该设备构成包括电动机驱动减速箱、侧衬板、进风口以及叶轮等。
但是在设备工作中存在一定的缺陷,首先在正常运行过程中,由于其中含有一定数量的石子煤,并且排出物当中存在一定量的原煤成分,所以会在一定程度上造成资源浪费;其次叶轮设计缺陷,缩短了使用寿命,叶轮结构的设计使用寿命大约为五千小时,其中节流环结构和叶轮其他部位都容易脱落,坠入侧机体当中,进而导致设备损坏;再次,石子煤容易出现自燃问题,给设备的安全运行带来了较大的影响;最后,结构问题导致堵煤,本设备给料粒度为38mm以下,而磨盘转速则为每分钟38.4转,较大粒径的煤块无法及时进行处理,进而造成堵煤问题。
(二)堵煤问题成因在设备运行初期,设备的煤位需要控制在最小运行煤位上。
但是磨煤机无法直接将原煤立即进行研磨,需要缓慢将煤送入磨煤机当中,初步形成起料位。
磨煤机出口粉管堵塞现象、原因及应对措施

2.、磨煤机各粉管对应的火检强度减弱、大幅度波动或无火时,及时派人现场检查并联系检修排 查是否设备问题。
3、控制运行磨煤机出口温度,防止磨煤机出口混合温度低煤粉管路结露粘结煤粉而堵管。
磨煤机出口粉管堵塞现象、原因及应对措施
磨煤机出口粉管堵塞现象、原因及应对措施 正压直吹式制粉系统发生出口粉管堵塞事件时有发生,对机组运行影响较大,轻则造成制粉系 统停运影响机组负荷,发现不及时重则可能发生一次风管着火,造成设备损坏且维修的时间较 长。
一、磨煤机出口粉管堵塞的现象: 1、堵粉粉管对应的火检强度减弱、大幅度波动或无火 2、堵管的磨煤机电流增大,石子煤斗排量较多 3、磨煤机分离器出口压力不正常增大 4、粉管温度明显下降,就地观看燃烧器喷嘴无粉或有很少的粉喷出 5、严重时粉管自燃,管壁被烧红,附近有很强的热辐射感
4、每次停磨吹扫时,应保证吹扫风量及吹扫时间,防止管路吹扫不净煤粉粘结、自燃。
5、巡检每班用红外测温仪对运行磨煤机出口粉管温度测量一次 ,并做好记录
6、当判断为煤粉管路堵时,应请示值长切换磨煤机,没有备用磨煤机时为防止发生事故应请示 值长减负荷,停磨吹管。
7、加强对制粉系统各参数监视,综合分析及时作出运行调整。 ▌本文来源:大埔发电公司
二、粉管堵塞的原因: 1、对应的燃烧器喷嘴结焦严重 2、磨煤机出力较大时,一次风量太小,即风粉比严重不匹配 3、磨辊加载力、磨出口折向挡板分离器调整不当,造成煤粉粒度过粗 4、煤过湿且一次风量过低、磨出口混合温度长时间过低(≤60℃)运行 5、停止制粉系统时磨吹扫时间过短 6、启动制粉系统时,一次风量过低 7、上层磨出口的粉管安装位置较高,阻力较大,较容易堵粉 8、折向分离挡板或旋转分离器转速调节不符和规定、磨煤机出口粉管出力未调平、局部管道布 置不合理阻力大等。
电厂锅炉给煤机蓬煤、堵煤问题分析及有效解决方案
电厂锅炉给煤机蓬煤、堵煤问题分析及有效解决方案火电厂为了降低燃煤的成本,大量地掺烧泥煤等劣质煤。
因泥煤黏性较高,燃用泥煤过程中频繁发生堵煤现象。
文章通过对给煤机进口煤仓堵煤原因进行分析,提出了给煤机煤仓防止堵煤的改进方案。
改造后彻底解决堵煤问题,泥煤的掺烧比例可达30%。
为其以后的推广做出了范例。
标签:给煤机;煤仓;堵煤;改造方案引言为了降低燃煤成本,多数火电厂都在掺烧泥煤,因泥煤黏性较高,燃用泥煤过程中频繁发生堵煤现象。
堵煤后需要人工疏通,且不能快速有效疏通,造成了煤流量的不顺畅,反复的堵煤造成了人工成本的增加,因此需要有相应的管理组24h进行值守,随时进行堵煤后的煤仓疏松。
煤流量不顺畅会使锅炉负荷下降,只能维持低负荷运行,会在无形当中造成经济损失,严重堵煤时如不及时投油易造成锅炉灭火。
因此,解决原煤仓堵煤,保证输煤的通畅是非常重要和必要的。
为解决此现象,港电技术人员自行研究技术方案,对掺烧泥煤的煤仓进行改造[1]。
1.设备现状#1、#2炉均为660MW发电机组,每台炉有6个原煤仓,每个煤仓对应一台称重式给煤机,原煤仓为双曲线形式煤仓。
煤仓下部尺寸急剧变化,管径缩小,并且有多个变径法兰组合。
给煤机入口处电动插板门为天方地圆形式,通过法兰连接给煤机落煤管。
由于来煤湿易造成原煤仓内部挂煤堆积堵塞,不得不进行人工锤击敲打使其正常下煤。
这也导致煤仓上方锤击痕迹明显,原煤仓的厚度和强度也会有所下降,存在原煤仓下口位置易出现磨损漏煤隐患。
2.堵煤、棚煤、板结原因分析造成运行中给煤机堵煤主要是由于原煤斗和给煤机出口落煤管下煤不畅所致,而由于给煤机运行工作不当造成堵煤的现象,兹自参加工作以来很少遇到(注∶即使有也一般是由于外物所致,如原煤中夹有木块,卡在磨煤机入煤口造成给煤机堵煤等)。
所以,本文的重点是分析给煤机出口落煤管和原煤斗堵煤原因及处理措施[2]。
原煤斗一般采用的是上部为圆柱形,下部为尖椎形的结构形式。
给煤机落煤管堵煤原因分析及处理
给煤机落煤管堵煤原因分析及处理煤机是一种用于将煤炭从煤堆中输送到目标位置的设备。
在运行过程中,有时会发生煤机落煤管堵煤的情况。
下面将对煤机落煤管堵煤的原因分析及处理方法进行详细介绍。
煤机落煤管堵煤的原因:1.煤炭湿度过高:煤炭湿度过高会导致煤炭堆积在管道中,并且容易形成结块,进而导致管道堵塞。
2.煤炭粒度不均匀:如果煤炭的粒度不均匀,较大颗粒的煤炭可能会卡在煤机的落煤管中,从而引起堵塞。
3.落煤管设计不合理:落煤管的设计不合理或者安装不正确也会导致堵煤现象的发生。
例如,落煤管的角度太陡或者弯曲部分过多,都会增加煤炭在管道中堆积和卡住的可能性。
4.输送能力不足:煤机的输送能力不足也是导致堵煤的原因之一、当煤机无法及时将煤炭输送出去时,煤炭堆积在管道中的概率就会增加。
5.设备故障或磨损:如果煤机内部的部件出现故障或磨损,比如输送带断裂、滚筒损坏等,都会导致煤炭输送的中断,进而引起堵煤。
煤机落煤管堵煤的处理方法:1.加强煤炭湿度控制:合理控制煤炭的湿度,可以通过合理的覆盖和防潮措施来降低煤炭的湿度,减少煤炭在管道中的堆积和结块。
2.提高煤炭的粒度均匀性:通过煤炭破碎和筛分等工艺措施,可以提高煤炭的粒度均匀性,减少较大颗粒煤炭在管道中的卡塞现象。
3.优化落煤管的设计:改善落煤管的角度和弯曲部位,简化管道结构,可以减少煤炭在管道中的积堆,并且降低堵煤的概率。
4.提高煤机的输送能力:对煤机进行改进和升级,提高其输送能力,确保煤炭能够在合理的时间内快速地离开煤机,减少在管道中的积堆。
5.定期检查和维修设备:定期对煤机进行检查和维修,修复或更换故障和磨损的部件,确保设备的正常运行,减少堵煤的发生。
综上所述,煤机落煤管堵煤是由多种因素导致的,需要通过合理的措施和方法来解决。
通过控制煤炭湿度、提高煤炭粒度均匀性、优化落煤管设计、提高输送能力以及定期检查和维修设备等措施,可以有效预防和处理煤机落煤管堵煤问题,确保煤炭的顺利输送。
中速磨煤机出口风粉管堵塞及处理
中速磨煤机出口风粉管堵塞及处理摘要:电厂直吹式制粉系统风粉管堵塞现象时有发生,山西一新建电厂机组168小时满负荷试运行期间发生多台磨煤机多只风粉管堵塞现象,磨煤机出力较大,煤质不稳定,原煤水分较大,对新运行的制粉系统运行状况经验不足等原因,造成了多只风粉管堵塞现象。
及时发现并采取有效措施,保证了磨煤机安全运行,圆满完成了机组168小时满负荷试运行。
关键词:磨煤机、风粉管路、堵塞一、磨煤机出口风粉管堵塞的现象1. 发现#1炉168期间磨煤机出粉管路B6、C2、D1、E1、E2、F1煤粉管有堵塞现象,我厂磨煤机火检火焰强度信号较强,波动较少。
通过观察风粉流速存在缓慢下降的趋势,风粉浓度有下降的趋势,非堵塞管路上升,管道的介质正常流速应当保持22-28m/s。
2.堵塞的磨煤机电流增大,石子煤斗排量较多。
3.磨煤机分离器出口压力不正常的增大,磨煤机分离器出口压力会缓慢上涨,#1炉E磨煤机出口压力已经达到4kPa左右,通风阻力增大。
4.粉管温度明显下降,就地观察燃烧器喷嘴无粉或很少粉量喷出,我厂炉膛燃烧器为对冲燃烧布置;磨煤机风粉管只能观察#1和#6燃烧器情况,如果存在上述风粉管堵塞现象,到就地及时观察。
5.严重时风粉管自然,管壁被烧红,就地巡检如果存在风粉管保温有冒烟,变色,及时汇报。
二、磨煤机出口风粉管堵塞的原因1.我厂直吹磨煤机中速辊式磨煤机,对原煤几乎是一次碾压,碾不碎的直接通过磨辊挤压到外侧通过风环口掉到渣箱或风环热风吹起重回到磨辊入口,二次碾压;我厂磨煤机对煤矸石碾磨能力差,而我厂设计煤种掺烧了一定量的煤矸石,造成磨煤机排渣量较大。
碾碎的部分煤矸石形成煤粉后,煤粉偏重,造成煤粉输送困难,燃烧后灰分偏重输灰困难。
2.原煤中掺烧部分泥煤,泥煤水分大,需要干燥出力大,磨出来的煤粉粘度大,输送困难。
3.磨煤机消防蒸汽采用气动总门+气动分门,两道气动门均存在不同程度的泄漏现象,使得磨煤机出口煤粉湿度增加,输送困难。
磨煤机内部堵煤分析11
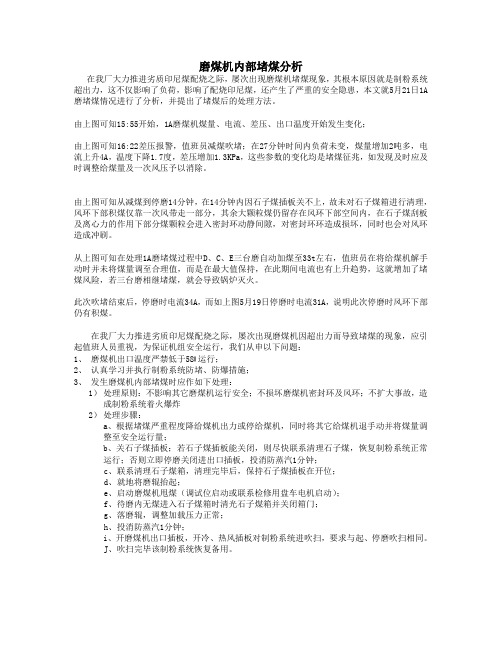
磨煤机内部堵煤分析在我厂大力推进劣质印尼煤配烧之际,屡次出现磨煤机堵煤现象,其根本原因就是制粉系统超出力,这不仅影响了负荷,影响了配烧印尼煤,还产生了严重的安全隐患,本文就5月21日1A 磨堵煤情况进行了分析,并提出了堵煤后的处理方法。
由上图可知15:55开始,1A磨煤机煤量、电流、差压、出口温度开始发生变化;由上图可知16:22差压报警,值班员减煤吹堵;在27分钟时间内负荷未变,煤量增加2吨多,电流上升4A,温度下降1.7度,差压增加1.3KPa,这些参数的变化均是堵煤征兆,如发现及时应及时调整给煤量及一次风压予以消除。
由上图可知从减煤到停磨14分钟,在14分钟内因石子煤插板关不上,故未对石子煤箱进行清理,风环下部积煤仅靠一次风带走一部分,其余大颗粒煤仍留存在风环下部空间内,在石子煤刮板及离心力的作用下部分煤颗粒会进入密封环动静间隙,对密封环环造成损坏,同时也会对风环造成冲刷。
从上图可知在处理1A磨堵煤过程中D、C、E三台磨自动加煤至33t左右,值班员在将给煤机解手动时并未将煤量调至合理值,而是在最大值保持,在此期间电流也有上升趋势,这就增加了堵煤风险,若三台磨相继堵煤,就会导致锅炉灭火。
此次吹堵结束后,停磨时电流34A,而如上图5月19日停磨时电流31A,说明此次停磨时风环下部仍有积煤。
在我厂大力推进劣质印尼煤配烧之际,屡次出现磨煤机因超出力而导致堵煤的现象,应引起值班人员重视,为保证机组安全运行,我们从申以下问题:1、磨煤机出口温度严禁低于58运行;2、认真学习并执行制粉系统防堵、防爆措施;3、发生磨煤机内部堵煤时应作如下处理:1)处理原则:不影响其它磨煤机运行安全;不损坏磨煤机密封环及风环;不扩大事故,造成制粉系统着火爆炸2)处理步骤:a、根据堵煤严重程度降给煤机出力或停给煤机,同时将其它给煤机退手动并将煤量调整至安全运行量;b、关石子煤插板;若石子煤插板能关闭,则尽快联系清理石子煤,恢复制粉系统正常运行;否则立即停磨关闭进出口插板,投消防蒸汽1分钟;c、联系清理石子煤箱,清理完毕后,保持石子煤插板在开位;d、就地将磨辊抬起;e、启动磨煤机甩煤(调试位启动或联系检修用盘车电机启动);f、待磨内无煤进入石子煤箱时清光石子煤箱并关闭箱门;g、落磨辊,调整加载压力正常;h、投消防蒸汽1分钟;i、开磨煤机出口插板,开冷、热风插板对制粉系统进吹扫,要求与起、停磨吹扫相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#1炉D磨煤机堵煤事件处理经过及原因分析
10月10日中午12:55左右,接运行人员紧急通知——#1炉D磨煤机内部煤量过大,堵煤。
制粉班人员赶到现场,冒着弥曼呛人的煤雾,讯速打开气动排渣门进行排渣,五分钟左右大量的石子煤被排出了磨煤机。
同时运行人员停止#1炉D给煤机运行,将磨煤机三个磨辊升高,直至将磨煤机内煤粉排空,磨煤机恢复正常。
10日16时左右,D给煤机恢复运行,约19时,运行反映D磨煤机出力低,有堵煤现象,屏显给煤机流量约每小时20T时,电机电流就升到50A以上。
21时30分左右,运行停磨,通知检修开票检查。
11日4时工作票开出,机械检修人员对磨煤机内部及给煤机进行了祥细检查,并未发现异常;随及通知电气热工检修人员对磨煤机、给煤机进行排查。
电气班员对#1炉D磨煤机电机、电缆绝缘、阀门开度、磨煤机油站及加载变送器、传感器等进行了全面排查,均未发现异常。
于是热工人员决定再次对给煤机进行排查并对皮带称重新计量。
#1炉D给煤机检查报告如下:
2015年10月9日约21时,#1机起机前,由点检通知标定#1炉6台给煤机ABCDEF皮带秤。
在皮带标定过程中其中给煤机D的标定数据如下:
校前速度0.125
校后速度0.124
速度误差0.21%
零点0.35%
校前重量29.2
校后重量30
重量误差-2.84%
从数据分析来看,零点和重量误差较以往数据比较有点偏大。
由
于时间紧迫,再加上是晚上加班标定,时间仓促没有及时做好分析,就交给运行了(当时热工点检及运行人员也在场认可,认为误差在允许范围内)。
第二天凌晨3点给煤机D运行,中午约12时40分左右发生堵煤,从磨煤机出现堵煤时对各个运行参数进行分析来看,其中给煤量和皮带转数相差较大,初步怀疑给煤量不准,再加上加载油压也偏大2MPa,于是决定对给煤机计量再次进行仔细的检查,进行重新检定时的校验数据如下:
校前速度0.124
校后速度0.124
速度误差0.12%
零点-0.21%
校前重量30.8
校后重量30
重量误差 2.4%
从校后数据来看,零点和重量误差还是有点偏大,于是对比其他给煤机参数及#2炉给煤机A故障检修经验,发现其中参数22333(标定重量后得出的数据)为40Kg偏差较大,其他给煤机在16Kg左右。
在排查称重传感器时发现在皮带空载时输出毫伏信号为13mv,较正常,在2.6mv左右时信号偏差较大,于是重点检查称重传感器,发现其中有个传感器电缆有中间接头且套管中有积水,从而造成传感器线路绝缘低(有感应电干扰),导致输出信号不稳定。
发现问题后马上更换了传感器并进行重新标定数据如下:
校前速度0.124
校后速度0.124
速度误差0.3%
零点0.07%
校前重量30
校后重量30
重量误差0.16%
从数据分析来看都已达到正常,其中参数22333也达到正常。
给煤机再次运行后,磨煤机运行正常,未再出现堵煤现象。
从此次检查的结果分析,主要还是称重传感器电缆接头处在台风的作用下进水导致绝缘降低进而出现信号不稳定,随着运行时间的增长逐渐出现误差变大,导致运行中给煤量不准。