CE6152普通车床数控化改造
c6132普通车床数控化改造设计

C6132普通车床数控化改造设计摘要机床数控化改造的研究是提高我国技术装备水平的重要项目,在我国目前拥有大量超期服役和技术陈旧的机床急待更新的情况下,由于数控机床的加工能力和资金受限,对机床进行数控化改造是一条节约资金、快速有效的途径。
本文对C6132普通车床数控化改造进行了深入研究,包括对机床改造进行可行性分析、对机床关键部件参数的计算、对机床结构的设计、对机床改造方案优化选择、选择合适的机床伺服系统和计算机系统,以及在改造中应注意的事项等进行了详细的论述。
结果表明:经改造后的机床已达到预期的功能和精度,完全能实现加工外圆、锥度、螺纹、端面等的自动控制,提高了原机床的生产效率,降低了劳动强度。
关键词:普通车床,数控改造,步进电机,经济型数控系统,MCS-51C6132 NC lathe design of ordinaryABSTRACTS tudy on machine tool numerical control transformation of important project is to improve the level of technical equipment in China, with large extended serviceand technology in China urgently needs to be updated of the old machine tool case, because the NC machine tool processing capacity and funding is limited, of machine tool numerical control transformation is a saves money, fastandeffective way.C6132 lathe NC system to rebuild this article to be an in-depth study, including machine tools retrofitting feasibility analysis, calculation of parameters of the key parts of machine tool design, machine tool, machine too l structure rebuilding scheme optimal selection, choose a suitable machine tools servo system and computer system, and matters for attention in the reform are discussed in detail. Results: after the transformation has reached the expected functionality and accuracy of machine tool, fully able to realize process of cylindrical, conical, thread, automatic control at the end, improve the efficiency of the original production of machine tools, lower labor intensityKEY WORDS:Lathe, numerical control transformation, stepping motors, CNC system, MCS-51目录前言 (V)第1章标题..................................... 错误!未定义书签。
普通车床的数控改造方法及设计方案图
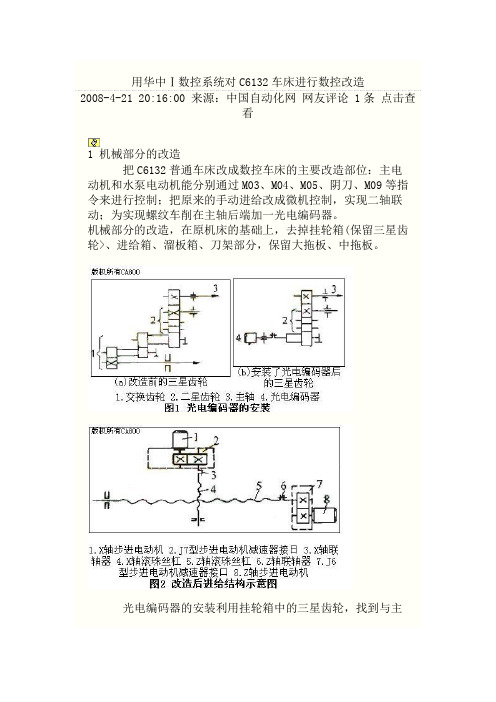
用华中Ⅰ数控系统对 C6132 车床进行数控改造 2008-4-21 20:16:00 来源:中国自动化网 网友评论 1 条 点击查看 1 机械部分的改造把 C6132 普通车床改成数控车床的主要改造部位:主电 动机和水泵电动机能分别通过 M03、M04、M05、阴刀、M09 等指 令来进行控制;把原来的手动进给改成微机控制,实现二轴联 动;为实现螺纹车削在主轴后端加一光电编码器。
机械部分的改造,在原机床的基础上,去掉挂轮箱(保留三星齿 轮>、进给箱、溜板箱、刀架部分,保留大拖板、中拖板。
光电编码器的安装利用挂轮箱中的三星齿轮,找到与主轴传动比为 1:1 的传动齿轮,采用同心套通过一个固定支架与 光电编码器相联,结构示意图如图 1 所示。
纵、横向丝杠的改造去掉机床的进给传动系统,安装上 滚珠丝杠、减速器接口、步进电动机。
X 轴传动比为 5:3, Z 轴 的传动比为 1:1。
这类小型机床在中间设置一级传动结构的目 的是提高伺服电动机的使用寿命。
对于瞬时性的快速起、停起 到一定的缓冲作用。
改造后机床的传动进给示意图如图 2 所 示。
2 电控部分的改造华中Ⅰ型数控系统开放性好,所以改造非常简单。
具体 方法为全部拆除原车床的电控线路。
对单速电动机,直接从数 控系统的电控柜中出线与主轴电动机的 U2、 V2、W2 和冷却泵 电动机的 U6、V6、W6 连接。
对于双速电动机,除了直接连线以 外还应对电控柜和系统软件中的内置 PLC 系统程序 STEP.DAT 进 行相应的修改。
3 微机系统控制部分的设置对于一般车床的改造只须对以下两部分系统配置进行参 数设置就可以了。
一是轴参数,二是内置 PLC 的编码。
在华中Ⅰ型数控系统软件中输入正确的口令以后就可以 对轴参数进行设置了。
不同的用户在改造车床时步进电动机与 丝杠之间选择的传动比是不同的,同时丝杠的螺距也不同,所 以为了适用不同的传动比,华中Ⅰ型数控系统开发了一个有用 的工具,通过设置一对电子齿轮的比值来对实际的传动比进行 调整。
普通车床数控化改造设计

普通车床数控化改造设计
一、引言
二、设计方案
1.机床结构设计
机床结构设计是普通车床数控化改造的关键环节之一、首先需要对原有车床结构进行分析和评估,确定是否适合改造。
然后根据数控系统的要求进行设计改造,包括添加刀塔、伺服电机、控制系统等。
同时还要考虑加工精度、刚性和工作台移动等因素。
2.操作系统选择
操作系统是数控车床的核心,直接影响数控系统的性能和稳定性。
常见的操作系统有FANUC、SIEMENS、MITSUBISHI等,选择合适的操作系统需要考虑产品性能、技术支持和成本等因素。
3.传感器和执行器选型
传感器和执行器是实现数控车床动作控制的关键元件。
合理选择传感器和执行器可以提高系统的稳定性和精度。
常见的传感器有光栅尺、编码器等,执行器有伺服电机、步进电机等。
三、设备选型
设备选型是普通车床数控化改造的重要环节之一、根据设计方案选择合适的数控系统、传感器和执行器等设备。
1.数控系统选型
数控系统是普通车床数控化的核心设备之一、常见的数控系统有FANUC、SIEMENS、MITSUBISHI等,根据操作系统的选择确定数控系统的型号和配置。
2.传感器和执行器选型
根据设计方案确定合适的传感器和执行器。
传感器需要具有高精度、高稳定性的特点,执行器需要具有高速度、高精度、高扭矩的特点。
五、总结。
普通车床数控化改造方案
普通车床数控化改造方案一、待改造设备明细:1、设备名称:普通卧式机床2、设备型号:CA61363、生产厂商:沈阳第一机床厂4、该设备最大工件回转直径360mm,最大工件长度750mm的普通卧式机床。
二、改造目的:1、实现锚具用的夹片的数控车床生产。
2、提高夹片的生产效率和加工精度。
3、不改变原有机床的机械结构;4、增加数控控制部分,实现机床机械加工自动化;5、增强机床的可操作性;6、提高生产效率,提高加工精度,降低劳动成本,降低工人劳动强度。
三、改造方案及配置:1、X向进给轴改造:拆除机床原有手动进给机构和小丝杠更换为精密滚珠丝杠副,大托板尾部用铣床加工后便于滚珠丝杠与驱动电机连接,尾部安装电机支座及驱动电机,用连接轴连接。
2、Z向进给部分的改造:拆除原机床的丝杠、光杠、走刀箱、溜板箱;驱动电机安装在原走刀箱位置将滚珠丝杠安装在原丝杠安装位置,用连接轴连接丝杠与电机并用销钉锁紧,大托板与丝杠副采用三角支架和直角板连接利用原溜板箱孔位用高强度内六方螺栓锁紧,3、刀架部分改造:刀架部分是机床主要功能部分,对其改造主要是为了实现多把刀连续工作,自动换刀加工。
拆除原机床刀架及小托板,换上夹片加工专用排刀架。
该刀架操作简单,经济实用、加工精度高、刚性好、使用寿命长、工艺性好等特点。
配套刀具的选用可以选用数控机加刀具也可选用普通磨制车刀。
4、电器部分改造:数控系统采用南京公司生产的最新数控系统,驱动电机采用国产三相混合式步进电机;电机驱动模块采用南京大地数控系统内襄式驱动器;加装电器控制部分;安装数控系统与驱动电机、电机驱动器、车床主轴连接及控制单元。
取消原机床润滑系统,增加手动间歇润滑泵对两个进给导轨副、滚珠丝杠副进行润滑。
增装X、Z轴行程开关及相关附件。
5、数控系统介绍:数控系统采用高性能微处理器和大规模可编程逻辑阵列的专用数控电路,抗干扰能力强,可靠性高。
具有自诊断功能,内外部状态实时显示出现异常立刻报警。
C6150普通车床的数控化改造设计

C6150普通车床的数控化改造摘要:与普通车床相比较,数控机床作为机电液气一体化的典型产品,可以解决在机械加工中结构比较复杂多变的零件加工的问题,而且加工质量好,生产效率也高。
随着科学技术的快速发展,数控机床的占有率已经成为衡量一个国家机械制造业水平的重要标志。
购买新的数控机床或者从国外进口是提高产品质量和效率的主要方法,但是费用高,许多工厂在较短时间内没有办法实现,这样就严重阻碍企业设备更新的脚步。
采用经济型数控系统对普通机床进行数控化改造,特别适合我国普通机床拥有量大,生产规模小的具体国情。
本次设计是对C6150普通车床的数控化改造设计计算,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
其中主要对伺服系统、数控系统等方面做了详细的计算和设计。
设计时我先对数控机床系统进行了总体方案的设计,然后对进给系统、齿轮箱传动比及步进电机进行了设计、选型和计算,最后对微机数控系统硬件电路进行了设计。
关键词:数控改造步进电动机单片微机Reforming design of NC for C6150 general l-atheAuthor’s Name: Qi Yan-ting Tutor: XueXiao-lanABSTRACT: As a representative production of mechanical, electronic, hydraulic and pneumatic integration, numerically controlled machines have a stabilization quality and high efficiency, and can solve problems such as complex structure, high precision, mass production, part variety in machining.Along with the science technical fast fierce development, numerical controlling tool machine has already become the important marking which measures a national machine manufacture industry level.Purchasing new numerically controlled machines is an important way to improve production precision and efficiency, but it may not come true to many enterprises because it cost much. Adopt the economic number controls system to carry on a number to control to turn a reformation to the common tool machine, particularly in keeping with our country the common tool machine own to have great capacity, the small concrete state of the nation of the production scale.This design is to control to turn a reformation to the number of C6150 common lather,mainly on the creative design of original structure of lathe to make lathe relative perfect. While in the process, we do detailed calculation and design of servo system, NC and so on. Design when I first CNC machine tool system, the overall design, and then calculated the feeding system, the gearbox ratio and the stepper motor, computer numerical control system hardware circuit design.KEYWORDS:Numerical transformation of Mechatronics Stepping motor Single chip microcomputer目录1 绪论 (4)2 机床改造总体设计方案的拟定 (5)2.1 设计任务 (5)2.2 总体方案设计内容 (5)2.3 总体方案确定 (6)3 机床伺服系统机械部分设计和计算 (7)3.1 确定系统的脉冲当量 (7)3.2 计算切削力 (7)3.3 滚珠丝杠螺母副的计算和选型 (9)3.4 齿轮箱的计算 (16)3.5 步进电动机的选型和计算 (17)3.6 绘制进给传动机构的装配图 (23)4微机数控系统硬件电路的设计 (24)4.1硬件电路的设计 (24)4.2 8031单片机的简介及其扩展 (26)4.3 步进电机驱动电路 (31)4.4 数控系统的软件设计 (34)5总结 (41)参考文献 (42)1 绪论一个企业要在当前竞争激烈的环境中存活就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。
关于简易数控车床床身及冷却液输出方式的改造

关于简易数控车床床身及冷却液输出方式的改造作者:孙芳王瑰丽康霞来源:《科技与创新》2015年第14期相比于全功能数控车床而言,简易数控车床价格适中、操作简单、维护和使用费用较低,更适用于日常机械加工,但此类车床也存在许多缺点,比如冷却液的输出必须手工调整其喷射方向;排屑槽空间太小、排屑不便等。
这些因素会增加操作者的劳动强度、降低刀具的使用寿命,进而影响了产品批量化的生产要求。
为了改善这种状况,应对简易数控车床进行一系列的改造,充分发挥其优势。
以CK6152型简易数控车床为例,此系列数控车床的结构采用卧式平床身,导轨经超音频淬火、精密磨削,机床机械部分重要零件经强化处理,刚性好;精度保持性高,四工位刀架,刀架采用端齿盘定位,定位精度高;可进行各种回转体零件的外圆、内孔、端面、切槽、螺纹、锥面和圆弧面的柱面车削加工,并可用于钻孔、绞孔等加工。
1;;项目提出的背景简易数控车床床身门板由螺丝固定在床身上,不便插卸。
在产品的大批量生产过程中,排屑槽空间小、排屑不便,导致操作者的劳动强度增加,生产效率低;简易数控车床的冷却液输出管外接,零件在加工过程中需要操作者手工调整冷却液的喷射方向,影响了刀具的使用寿命,且不利于安全生产。
2;;改造方案2.1;;将排屑槽变封闭为开放,增大排屑空间将简易数控机床后床身用切割机切开,加装合页,将固定封闭的门板变为自由打开的门板,从而加大排屑空间,操作者不用频繁地在前床身车门的小空间中清理铁屑,降低了操作者的劳动强度,提高了安全性。
改造前、后的效果如图1和图2所示。
图1;;改造前的简易数控机床;;;;;;;;图2;;改造后的简易数控机床2.2;;冷却装置的改造冷却装置系统改进前,由于其冷却液输出口装置外接,冷却液由固定在纵向拖板上的冷却管延伸,并通过蛇皮管连接来实现,刀台在每次换刀后,需要操作者打开数控车床床身车门,根据其刀具的车削位置自行调整冷却接管的方向,以确保冷却液喷射到刀尖位置,这样才能使刀具充分冷却,满足产品的加工精度。
最新普通车床改造为经济性数控车床

普通车床改造为经济性数控车床C616型普通车床改造为经济性数控车床【摘要】数控机床是自动化加工必不可少的组成部分,根据我国的国情对旧机床进行数控化改造不失为一条经济有效的途径。
我国拥有机床300万台,其中大部分为通用机床,特别是地方中小企业,普通设备拥有量巨大,数控改造的前景相当大,在对C616车床的数控化改造设计中,用单片机作为中央微处理器较好,改造后大大提高了原有机床的自动化程度和生产率,其成本仅为全功能数控车床的1/3~1/4.【关键词】数控改装机械车螺纹Model C616 Lathe CNC lathe transformation ofeconomyAbstract:CNC machine tools is an integral part of automated processing, according to China's national conditions on the transformation of the old NC machine tools after all a cost-effective way. With over 3 million units machine tools, most of which common tools, in particular, local SMEs, the amount of ordinary device has huge prospects for transformation of large CNC, CNC lathe in the C616 Modification design, with a single chip micro-processing as a central one shows that after transformation, greatly improved the original machine tool automation and productivity, the cost is only fully functional CNC Lathe 1 / 3 to 1 / 4.Key words:CNC converted machine threading1 序言本课题是围绕将普通机床改造成经济型数控机床展开设计的,经济型数控机床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化机床。
C6150普通车床数控改造

C6150普通车床数控改造第一章总体方案设计1-1设计目的:本设计是针对CA6150普通车床进行数控改造。
利用数控系统对纵、横向进给系统进行开环控制,纵向脉冲当量为0.01mm/脉冲,横向脉冲为0.005mm/脉冲,驱动元件采用步进电动机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架,主轴采用变频器控制。
对于普通机床的经济型数控改造,在确定总体设计方案时,应考虑在满足设计要求的前提下,对机床的改动应尽可能少,以降低成本。
1-2总体方案确定根据设计任务,车床的横向、纵向(Z轴)进给运动采用步进电机、减速齿轮、滚珠丝杠副、滑板的传动方式。
由8031单片机组成微机作为数控装置的核心,由I/O接口、环形分配器与功率放大器一起控制步进电机转动,经齿轮减速后带动滚珠丝杠转动,从而实现车床的纵向进给运动。
1-3机械改造设计与计算机械设计内容包括:滚珠丝杠的设计计算与选用,齿轮减速机构的计算与选择,进给系统的步进电动机的计算与选择第二章伺服系统机械部分设计计算伺服系统机械部分设计计算内容包括:确定系统的负载、确定系统脉冲当量,运动部件惯量计算,空载起动及切削力计算,确定伺服电机,传动及导向元件的设计、计算及选用2-1 确定系统的脉冲当量脉冲当量是指一个进给脉冲使机床执行部件产生的进给量,它是衡量数控机床加工精度的一个基本参数。
因此,脉冲当量应根据机床精度的要求来确定。
对经济型数控机床来说,常采用的脉冲当量为0.01mm/step和0.005mm/step,在CA6150的技术参数中,要求纵向脉冲当量pf为0.01mm/step。
横向脉冲当量为pf=0.005mm/step。
2-2纵向进给系统切削力与滚珠丝杠的设计计算已知条件工作台重量:W=80kg=800N时间常量: T=25ms行程: s=950mm步距角: 2=0.75o/step快速进给速度:Vmax=0.5m/ms脉冲当量:pf=0.01mm/step(纵向)1、切削力的计算由机床设计手册可知,切削功率Pc=Pηk主电机功率: p= 5.5 kw主传动系统总效率:η=0.8进给系统功率系数:K=0.96Pc=Pηk=5.5×0.8×0.96=4.224kw纵车外圆:计算切削力FFz——主切削力;V——切削速度;由Pc=Fz ×v×0.001/60 可知Fz=1267.2N按切削力各分力比例:Fz:Fx:Fy =1:0.5:0.6Fx=0.5Fz=0.5×1267.2=633.6NFy =0.6Fz =0.6×1267.2=760.32NG=800N2、滚珠丝杠的设计与选择(1)、计算进给牵引力Fm作用在滚珠丝杠上的进给牵引力主要包括切削时的走刀抗力以及移动件的重量和切削分力作用在导轨上的摩擦力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录CE6152普通车床数控化改造摘要 (II)Abstract (IV)第1章绪论 (1)1.1本文选题的背景及意义 (1)1.1.1 概述 (1)1.1.2数控机床的优越性 (1)1.1.3数控机床在我国的发展现状 (2)1.2机床进行数控化改造的必要性 (3)1.2.1从微观上看改造的必要性 (3)1.2.2从宏观上看改造的必要性 (4)1.3机床数控化改造的现状 (4)1.3.1国外机床改造业的现状 (4)1.3.2我国机床改造业现状 (5)1.3.3目前我国数控化改造市场的现状 (5)1.3.4数控化改造是发展我国数控设备的一个重要方面 (6)1.4卧式车床数控化改造的特点 (6)第2章数控化改造方案 (9)2.1总体设计方案的拟定 (9)2.2设计参数 (9)2.3总体方案确定 (9)第3章介绍CE6152普通车床 (11)3.1 CE6152机床的组成和主要技术参数 (11)3.2 加工范围及特点 (13)3.2.1加工范围 (13)3.2.2 CE6152车床的加工特点 (13)3.3 传动系统的介绍 (14)3.3.1主运动传动系统 (14)3.3.2进给传动系统 (14)3.3.3刀架纵横向移动 (15)3.3.4机动进给量的计算 (15)3.3.5车削螺纹 (15)第4章数控系统软、硬件的设计 (17)4.1数控系统的特点 (17)4.2硬件设计 (17)4.2.1单片机的选择 (17)4.2.2存储芯片的选择 (18)4.2.3I/O接口芯片 (18)4.3软件设计 (20)4.3.1监控模块 (20)4.3.2插补计算模块 (21)4.3.3步进电动机控制模块 (21)4.3.4误差补偿模块 (21)4.3.5系统软件的抗干扰设计 (21)第5章进给伺服系统的设计计算 (22)5.1纵向机械传动部分的数控化改造和设计计算 (22)5.1.1切削力计算 (22)5.1.2滚珠丝杠的设计计算 (23) (23)5.1.3计算进给牵引力)(NFm5.1.4计算最大动载荷C(N) (24)5.1.5选择滚珠丝杠螺母副 (24)5.1.6滚珠丝杠的验算 (25)5.1.7确定齿轮传动比 (27)5.1.8步进电动机的计算与选择 (28)5.2横向机械传动部分的数控化改造和设计计算 (31)5.2.1切削力计算 (31)5.2.2滚珠丝杠的设计计算 (32)5.2.3计算进给牵引力) (32)F(Nm5.2.4计算最大动载荷C(N) (32)5.2.5选择滚珠丝杠螺母副 (33)5.2.6滚珠丝杠的验算 (33)5.2.7确定齿轮传动比 (35)5.2.8步进电动机的计算与选择 (36)第6章其他装置的安装 (39)6.1主轴脉冲发生器的安装 (39)6.2自动回转刀架 (39)6.3丝杠导轨的自动润滑 (40)6.4对车床导轨和床鞍配合滑动面的改造、密封、加防护罩 (40)6.5车床加防护罩及密封 (40)参考文献 (41)致谢 (43)附录 (44)CE6152普通车床数控化改造摘要机床的概念,所谓数控是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。
而计算机数控机床就是数控机床在计算机监控下进行工作。
它的优点很多,如可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。
由于我国现在使用的机床大多数为普通车床,自动化程度低,要更新现有机床需要很多资金。
为了解决这个问题,也为了适应多品种中、小批量零件加工我们选择机床经济型数控改造。
在CE6152普通车床上采用适合现场实时控制的8031单片机为控制器,以运行特性好、可靠性高的步进电机为驱动执行元件进行数控改造。
本论文拟定了CE6152普通车床数控化改造总体设计方案,介绍了CE6152机床的组成、主要技术参数、加工范围及特点和传动系统,进行了CE6152普通车床数控化改造数控系统软、硬件的设计,纵向机械传动部分的数控化改造和设计计算,横向机械传动部分的数控化改造和设计计算以及其他装置的安装设计计算。
改造后的CE6152车床有如下优点:(1)可以加工卧式车床加工不了的曲线曲面等复杂零件。
(2)可以实现加工柔性自动化,效率比靠凸轮或挡块等实现自动化的机床高3~7倍。
(3)加工精度高,尺寸分散小,易于装配。
(4)可实现多工序集中加工,提高了相关的加工精度,同时减少了被加工零件在机床间的频繁搬运。
(5)拥有自动补偿等多种功能,对于批量较大的,简化了传统机床加工工艺中的工序,机床利用率得以大幅度提高。
(6)由于采用了自动化加工技术,可以大大降低操作者的劳动强度,减少废品的产生,提高工作效率。
关键词:数控,车床,改造,CE6152,8031单片机,步进电机TAIYUAN UNIVERSITY OF SCIENCE & TECHNOLGYCOLLEGE: Institute of Electrical and MechanicalNAME: Liu XiaomingSTUDENT NUMBER: 200822130128CLASSES AND GRADES IN SCHOOL: Mechanical design and manufacturing automation 0811 INSTRUCTOR: Jia YuqinAbstractNumerical Control (NC) is any machining process in which the operations are executed automatically in sequences as specified by the program that contains the information for the tool movement .When Numerical Control is performed under computer supervision, it is called Computer Numerical Control (CNC).CNC machines have many advantages over conventional machines. For example, there is a possibility lf performing operations on the same machine in one setup and production is significantly increased. One of its disadvantages is that they are quite expensive. In our country conventional machine is used widely. So if the machines are replaced, there is going to need a lot of money. In order to agree with the development of our economy, we can reform the conventional machines.The overall master design: The way to NC improvement of general machine tool CE6152 was introduced that using single-chip computer 8031 to realize the real-time control and driving by step motor.This paper took up the overall design scheme for common lathe’s NC transformation,introduced its consitions,main technological parameters,work range and specialty and transmission system,as well as, the design of soft&hard ware for CE6152 has been done in this article.The longitudinal mechanical transmission part of the numerical control transformation and design calculation were also done;Horizontal mechanical transmission part of the numerical control transformation and design calculation and design and calculation for other device.After the transformation,this machine has many advantages as follows:(1) complex curves and surfaces which characteristics cannot be done by common lathe but this transformed lathe can.(2) realize flexible automathic machining,efficiency has been highly improved 37 times than CAM or block piece lathes.(3) Processing of high accuracy, scattered size is small, easy to assemble.(4) can achieve multiple operation concentrated processing,improve relative machining accuracy,reduce the processing in the machine tool parts between the frequent handling at the same time.(5) own autocompensation and other functions,for large batch simplify the process ofcommon lathe.(6) use automatic processing technology, greatly reduce the labor intensity of the operator, reduce the waste generated, improve the work efficiencyKey word: Numerical Control,machining,improvement,CE6152,single-chip computer 8031,step motor第1章绪论1.1本文选题的背景及意义1.1.1 概述整个人类社会的文明史,就是制造技术不断演变和发展的历史。