工艺尺寸链计算 ppt课件
合集下载
工艺尺寸链计算ppt课件

编辑版pppt
注意:
设封计闭尺环寸
➢ 一个尺寸链中只能有一个封闭环(封闭性);
➢ 封闭环的精度决定于其他环的精度(关联性);
➢ 要求保证的尺寸(设计尺寸)为封闭环或不要求保证 的尺寸(非设计尺寸)为封闭环的说法都是错误的;
编辑版pppt
5
(2)组成环:
A0
A2
在加工过程中直接获得的尺寸。记为:AA1 i ① 增环:
机械制造工艺
编辑版pppt
1
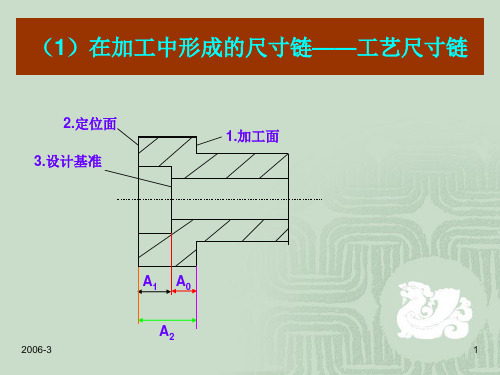
2.4.5 工艺尺寸链
加工过程中,工件的尺寸是不断变化的,由毛坯尺寸 到工序尺寸,最后达到满足零件性能要求的设计尺寸。一 方面,由于加工的需要,在工序图以及工艺卡上要标注一 些专供加工用的工艺尺寸,工艺尺寸往往不是直接采用零 件图上的尺寸,而是需要另行计算;另一方面,当零件加 工时,有时需要多次转换基准,因而引起工序基准、定位 基准或测量基准与设计基准不重合。这时,需要利用工艺 尺寸链原理来进行工序尺寸及其公差的计准与设计基准不重合进行尺寸换算时,也需 要提高本工序的加工精度,使加工更加困难。同时, 也会出现假废品问题。
在进行工艺尺寸链计算时,还有一种情况必须注意。 当发现被换算的组成环公差过小,或为零,甚至出现 负值时,可采取以下措施: (1)提高前道工序尺寸的精度; (2)增大设计尺寸(封闭环)的公差; (3)改变定位基准(采用基准重合原则)或加工方式
编辑版pppt
17
编辑版pppt
18
即公差为零,这是由于组成环A1的公差与封闭环的公差 相等。尺寸x的公差为零,即x必须加工得绝对准确,这 实际上是不可能的。因此必须压缩A1的公差。
编辑版pppt
19
这是由于组成环A1的公差远大于封闭环的公差。根据封闭 环的公差应大于或等于各组成环公差之和的原则,考虑到 加工内孔端面C的困难,应给其留有较大的公差,则应大 幅压缩A1的公差。
尺寸链计算方法PPT课件

T
T2
T2
M N 1 mn
2、 概率解法与极值解法的比较:
极值解法:
TM
T mn
T N 1
N 1
但实际上,由于各组成环通常未必是正态分布曲线,即 Ki>1 ,故实际所求得的扩大倍数比 N 1小些。
四、举例:工艺尺寸的计算
如下图的某一带键糟的齿轮孔,按使用
性能,要求有一定耐磨性,工艺上需淬火后
〔3〕中间计算 封闭环和局部组成环的极限尺 寸,求某一组成环的极限尺寸。
6、解算尺寸链的方法
1. 完全互换法〔极值法〕 完全互换法是尺寸链计算中最根本的方法。
2. 不完全互换法〔概率法〕 采用概率法,不是在全部产品中,而是在绝大多
数产品中,装配时不需挑选或修配,就能满足封闭环 的公差要求,即保证大多数互换。
在装配尺寸链中,封闭环往往代表装配中精度要 求的尺寸;而在零件中往往是精度要求最低的尺寸,通常在 零件图中不予标注。
增环:在尺寸链中,当其余组成环不变的情况下,将某一组
成环增大,封闭环也随之增大,该组成环即称为“增环〞。
减环:在尺寸链中,当其余组成环不变的情况下,将某
一组成环增大,封闭环却随之减小,该组成环即称为
2、调整法
调整法是将尺寸链各组成环按经济公差制造,由于组成环尺寸公 差扩大而使封闭环上产生的累积误差,可通过装配时采用调整补偿环 的尺寸或位置来补偿。 1、固定补偿环 2、可动补偿环
46+00.3
400 +0.05
磨削,那么键槽深度的最终尺寸不能直接获
得,因其设计基准内孔要继续加工,所以插
39.6+00.1
键槽时的深度只能作加工中间的工序尺寸,
A
精选工艺尺寸链计算课件
试确定H1的数值。
建立尺寸链,如图 b,在该尺寸链中,H0 是最终的渗碳层深度,是间接保证的,因而是封闭环。计算该尺寸链,可得到:
例4-5 如图所示轴套,其加工工序如图所示,试校验工序尺寸标注是否合理。
4. 多尺寸保证时的尺寸换算
解:1)分析 从零件图上看,设计尺寸有10-0.3mm、15±0.2mm 以及50-0.34。根据工艺过程分析是否全部达到图纸要求.其中10-0.3、 50-0.34直接保证,15±0.2间接保证,为封闭环,必须校核。
2. 概率法特点:以概率论理论为基础,计算科学、复杂,经济效果好,用于环数较多的大批大量生产中。
(2)各环平均尺寸之间的关系
(1) 各环公差之间的关系
(3)各环平均偏差之间的关系
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1)正计算——已知各组成环,求封闭环。正计算主要用于验算所设计的产品能否满足性能要求及零件加工后能否满足零件的技术要求。 (2)反计算——已知封闭环,求各组成环。反计算主要用于产品设计、加工和装配工艺计算等方面,在实际工作中经常碰到。反计算的解不是唯一的。如何将封闭环的公差正确地分配给各组成环,这里有一个优化的问题。 (3)中间计算——已知封闭环和部分组成环的基本尺寸及公差,求其余的一个或几个组成环基本尺寸及公差(或偏差)。 中间计算可用于设计计算与工艺计算,也可用于验算。
【例 4-2】
★ 假废品问题:
只要测量尺寸的超差量小于或等于其余组成环尺寸公差之和,就有可能出现假废品,为此应对该零件各有关尺寸进行复检和验算,以免将实际合格的零件报废而导致浪费。 假废品的出现,给生产质量管理带来诸多麻烦,因此,不到非不得已,不要使工艺基准与设计基准不重合。
1) 按“入体”原则标注 公差带的分布按“入体”原则标注时,对于被包容面尺寸可标注成上偏差为零、下偏差为负的形式(即 -T);对于包容面的尺寸可标注成下偏差为零、上偏差为正的形式(即 +T)。2)按双向对称分布标注 对于诸如孔系中心距、相对中心的两平面之间的距离等尺寸,一般按对称分布标注,即可标注成上、下偏差绝对值相等、符号相反形式(即T/2)。 当组成环是标准件时,其公差大小和分布位置按相应标准确定。当组成环是公共环时,其公差大小和分布位置应根据对其有严格要求的那个尺寸链来确定。
建立尺寸链,如图 b,在该尺寸链中,H0 是最终的渗碳层深度,是间接保证的,因而是封闭环。计算该尺寸链,可得到:
例4-5 如图所示轴套,其加工工序如图所示,试校验工序尺寸标注是否合理。
4. 多尺寸保证时的尺寸换算
解:1)分析 从零件图上看,设计尺寸有10-0.3mm、15±0.2mm 以及50-0.34。根据工艺过程分析是否全部达到图纸要求.其中10-0.3、 50-0.34直接保证,15±0.2间接保证,为封闭环,必须校核。
2. 概率法特点:以概率论理论为基础,计算科学、复杂,经济效果好,用于环数较多的大批大量生产中。
(2)各环平均尺寸之间的关系
(1) 各环公差之间的关系
(3)各环平均偏差之间的关系
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1)正计算——已知各组成环,求封闭环。正计算主要用于验算所设计的产品能否满足性能要求及零件加工后能否满足零件的技术要求。 (2)反计算——已知封闭环,求各组成环。反计算主要用于产品设计、加工和装配工艺计算等方面,在实际工作中经常碰到。反计算的解不是唯一的。如何将封闭环的公差正确地分配给各组成环,这里有一个优化的问题。 (3)中间计算——已知封闭环和部分组成环的基本尺寸及公差,求其余的一个或几个组成环基本尺寸及公差(或偏差)。 中间计算可用于设计计算与工艺计算,也可用于验算。
【例 4-2】
★ 假废品问题:
只要测量尺寸的超差量小于或等于其余组成环尺寸公差之和,就有可能出现假废品,为此应对该零件各有关尺寸进行复检和验算,以免将实际合格的零件报废而导致浪费。 假废品的出现,给生产质量管理带来诸多麻烦,因此,不到非不得已,不要使工艺基准与设计基准不重合。
1) 按“入体”原则标注 公差带的分布按“入体”原则标注时,对于被包容面尺寸可标注成上偏差为零、下偏差为负的形式(即 -T);对于包容面的尺寸可标注成下偏差为零、上偏差为正的形式(即 +T)。2)按双向对称分布标注 对于诸如孔系中心距、相对中心的两平面之间的距离等尺寸,一般按对称分布标注,即可标注成上、下偏差绝对值相等、符号相反形式(即T/2)。 当组成环是标准件时,其公差大小和分布位置按相应标准确定。当组成环是公共环时,其公差大小和分布位置应根据对其有严格要求的那个尺寸链来确定。
机械制造工艺学工艺尺寸链ppt课件

例6
四、 余量校核
例6:加工图示零件轴向尺寸30士0.02mm,工艺安排为:
1) 精车A面,自B处切断,保证两端面距离尺寸L1=31士O.1mm ; 2) 以A面定位,精车B面,保证两端面距离尺寸L2=30.4士0.05mm ,精车余量为 Z2 : 3) 以B面定位磨A面 ,保证两端距离尺寸为L3=30.15士0.02mm ,磨削余量为Z3 ; 4) 以A面定位磨B面 ,保证最终轴向尺寸L4=30土0.02mm ,磨削余量为Z4 ;
确定插键槽工序的工序尺寸及极限偏差
计算步骤: 1)找出封闭环并建立尺寸链 2)计算插键槽的工序尺寸及其极限偏差
L1= 24.9+0.023mm L2=插键槽工序尺寸 L3= 25+0.015mm L0 = 53.8 十0.30mm
L2 53.7 00..2082m 53 m
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
例3
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
例3:加工带有键槽的内孔 ,该内孔有淬火处理的要求 ,工艺安排如下:
• 镗内孔至 :49.800.046mm; 2)插键槽;3)淬火处理;4)磨 内孔 ,同时保证内孔直径和键槽深度两个设计尺寸的要求
2. 将极限偏差换算成中间偏差 :
ESEI 2
式中 Δ—中间偏差 ;ES—上偏差 ;EI— 下偏差。
3. 封闭环统计公差与各组成环公差关系 :
n 1
T0Q
尺寸链计算ppt课件
2.装配前应做好哪些准备工作?
3.什么叫做装配尺寸链、封闭环、增环、减环?
4.装配方法有哪几种?
5.已知各组成环及加工公差如图所示。试问装配后封闭 环AΔ的极限尺寸为多少?
1000+0.10
70-0.05 -0.10
A 30-0.05 -0.08
课后思考题
6.按图所注尺寸公差加工各孔。求加工后孔1与孔2,孔1 与孔3之间能达到的尺寸精度。
课后思考题
9.试述设备磨损的修换原则。 10.试述零件常用的修复方法有哪些。
某旋转件的重力为9.8×1000N,工件的转速未950r/min,平衡精度 等级规定G1,求平衡后允许的偏心距,并且把这允许的偏心距换算 成剩余不平衡力矩。
b.提高产品的生产率; c.降低装配成本。 依据:a.产品的装配图和部件的装配图; b.产品的验收技术条件; c.产品的生产纲领; d.现有的生产条件和标准资料。
装配工艺概述
3.装配单元系统图的绘制方法 a.先画一横线,在横线左端画出代表基准件的长方格, 在横线的右端画出代表产品的长方格; b.按装配顺序从左向右将代表直接装到产品的零件或 组件的长方格从横线引出,零件画在横线上面,组件 画在横线下面; c.用同样的方法可把每一组件及分组件的系统图展开 画出; d.划分装配工序和装配工步; e制定装配工艺卡片。
工艺过程如下:
工序Ⅰ,粗车外圆至φ
工序Ⅱ,精车外圆至φ
工序Ⅲ,划键槽线
工序Ⅳ,铣键槽深度至尺寸A
工序Ⅴ,渗碳处理,深度为t
工序Ⅵ,磨外圆至φ
试求:(1)用深度尺测量槽深尺寸A
(2)渗碳时控制的工艺渗碳层深度t
装配尺寸链与装配方法
装配尺寸链与装配方法
装配尺寸链与装配方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A0 Ai Ai
i1
im1
正态分布: TA0 n1TAi2
i1
非正态分布: TA0 n1ki2 TAi2
i1
ki =1.2~1.7
3、尺寸链的计算形式
1、正计算:已知各组成环的尺寸Ai,求A0。其计 算结果是唯一的,通常用于产品设计的校验。
2、反计算:已知A0,求各组成环尺寸Ai,即将 封闭环的公差合理地分配给各组成环。常用 于产品设计。
1、尺寸链的概念
组成尺寸链的每一个尺 寸,称为尺寸链的环
尺寸链中凡属通 过加工直接得到 的尺寸称为组成环
尺寸链
尺寸链中凡属间 接得到的尺寸称 为封闭环
组成环按其对封闭环的影 响又可分为增环和减环
当其它组成环的大小不变 ,若封闭环随着某组成环 的增大而增大,则此组成 环就称为增环;反之则此 组成环就称为减环
即公差为零,这是由于组成环A1的公差与封闭环的公差 相等。尺寸x的公差为零,即x必须加工得绝对准确,这 实际上是不可能的。因此必须压缩A1的公差。
这是由于组成环A1的公差远大于封闭环的公差。根据封闭 环的公差应大于或等于各组成环公差之和的原则,考虑到 加工内孔端面C的困难,应给其留有较大的公差,则应大 幅压缩A1的公差。
环的类型
基本尺寸 上偏差 ES 下偏差 EI
增环 A 1
A2
减环 A 3
A4
封闭环
+ A1 + A2 - A3 - A4
AΣ
ESA1 ESA2 - EIA3 - EIA4 ESAΣ
EIA1 EIA2 - ESA3 - ESA4 EIAΣ
具体计算过程请参照后面的实例
如用平均尺寸标注:
组成环的平均尺寸:
② 减环:
在组成环中,当某组成环的尺寸增加,使得封闭环的 尺寸减少,则该环为减环。记为:A i
判别方法:在尺寸链图上,按连续的单箭头来表示, 箭头方向与封闭环相同则为减环,相反则为增环。
定位基准与设计基准不重合的工艺尺寸链 测量基准与设计基准不重合的工艺尺寸链
2、尺寸链的计算方法
1)极值法
m
n1
工艺尺寸链:
由单个零件在加工过程中的各有关工艺尺寸所组成 的尺寸链,称为工艺尺寸链。
装配尺寸链:
在装配过程中的由不同零件设计尺寸所形成的尺寸 链,称为装配尺寸链。
工艺尺寸链的每一个尺寸称为环封,闭环工艺尺寸链由 一个封闭环和若干个组成环构成。
(1)封闭环: 在加工过程中最后形成(间接设获计尺得寸)的尺寸。
L1=当40测-1得0=:30L1m=m30.3 mm时,
ESL如1=E果IL:2L-E2I=L40=0-0m.1m6-,则(-0:.L30)==90..714mmmm EI仍L1=然ES是L2合-E格SL品0=。0-0=0 mm
L130 00.14 mm
注意假废品问题
封闭环
减环
增环
封闭环列竖式解算 解算时应用口诀:增环上下偏差
A0 Ai Ai
i1
im1
m
n1
m
n1
A0maxAimax Aimin A0min Aimin Aimax
i1
im1
i1
im1
m
n1
m
n1
ES0 AEA Si EA Ii EI0A EA Ii EA Si
i1
im1
i1
im 1
n1
TA0 TAi
i1
m:增环数,n:尺寸链总环数
封闭环时还可列竖式进行解算。解算时应用口诀:增环上 下偏差照抄;减环上下偏差对调、反号。即:
注意:
设封计闭尺环寸
➢ 一个尺寸链中只能有一个封闭环(封闭性);
➢ 封闭环的精度决定于其他环的精度(关联性);
➢ 要求保证的尺寸(设计尺寸)为封闭环或不要求保证 的尺寸(非设计尺寸)为封闭环的说法都是错误的;
(2)组成环:
A0
A2
在加工过程中直接获得的尺寸。记为:AA1 i ① 增环:
在组成环中,当某组成环的尺寸增加,使得封闭 环的尺寸增加,则该环为增环。记为:A i
A iM A im2 aA x im in A iES i2 E AiIA
封闭环的平均尺寸:
A 0M A 0m2 aA x 0m in A 0E0 S 2 E A0 IA
m
n1
A 0 M
A iM
A iM
i1
im 1
A0
A 0M
பைடு நூலகம்
TA 2
0
Ai
A iM
TA 2
i
2)概率法(统计法)
m
n1
只要实测尺寸的超差量小于另一组成环的公差值 时,就有可能出现假废品。为了避免将实际合格 的零件报废而造成浪费,对换算后的测量尺寸 (或工序尺寸)超差的零件,只要它的超差量小 于或等于另一组成环的公差,应对该零件进行复 检,重新测量其它组成环的实际尺寸,在计算出 封闭环的实际尺寸,以此判断是否为废品。
2)测量尺寸换算的讨论
右图所示轴承座,当以 端面B定位车内孔端面C 时,A0尺寸不便测量,若先 按尺寸A1车出端面A,再 以A端面为测量基准车出 x,则可间接保证A0。显 然,上述A1、A0和x构成 的尺寸链中,A0是封闭环, 为较全面地了解尺寸换 算中的问题,我们将设 计尺寸A1和A0给出三种不 同的公差(见表),分 别讨论。
机械制造工艺
2.4.5 工艺尺寸链
加工过程中,工件的尺寸是不断变化的,由毛坯尺寸 到工序尺寸,最后达到满足零件性能要求的设计尺寸。一 方面,由于加工的需要,在工序图以及工艺卡上要标注一 些专供加工用的工艺尺寸,工艺尺寸往往不是直接采用零 件图上的尺寸,而是需要另行计算;另一方面,当零件加 工时,有时需要多次转换基准,因而引起工序基准、定位 基准或测量基准与设计基准不重合。这时,需要利用工艺 尺寸链原理来进行工序尺寸及其公差的计算。
照抄;减环上下偏差对调、反号。即:
环的类型 基本尺寸
增环 A 1
A2
减环 A 3
A4
封闭环
40 + A2 - 30 - A4
10
上偏差 ES
0
ESA2 0
- EIA4 0
下偏差 EI
-0.16
EIA2 - 0.14 - ESA4
-0.3
两个问题 a. 提高了组成环尺寸的测量精度要求和加工精度要求
两个问题 a. 提高了组成环尺寸的测量精度要求和加工精度要求 b. 假废品问题
3、中间计算:已知A0 及部分Ai,求其余的组成 环,多用于工艺尺寸链计算。
4、工艺尺寸链的应用及解算方法 1)测量基准与设计基准不重合的工序尺寸计算:
如图所示设计尺寸:
10
0 0 .3
4000.16
加工时通过测量L1尺寸控制台肩位 置根。据L求极1M:值AX=解3L法10=.?1公4m式m:, L1MIN=30mm