钢板超声检测报告-1
热轧钢版检验报告-概述说明以及解释

热轧钢版检验报告-概述说明以及解释1.引言1.1 概述热轧钢板是一种常用的金属材料,广泛应用于建筑、制造业等领域。
在生产过程中,为了确保钢板的质量和安全性,常常需要进行检验。
本报告旨在对热轧钢板的检验方法和结果进行分析,并得出结论和建议。
本文的结构如下:引言部分将对整篇文章进行概述,说明文章的目的和结构。
正文部分将介绍热轧钢板的检验方法,包括非破坏性检验和破坏性检验等。
在检验结果分析部分,将详细分析钢板的各项物理性能指标、化学成分和表面缺陷等,以及对应的标准要求。
通过对检验结果的分析,可以评估钢板的质量状况,找出存在的问题和改进的空间。
结论部分将对本次检验的总体情况进行总结,概括出钢板的整体质量水平和存在的问题。
在建议部分,将提出对于热轧钢板生产过程的改进建议,以提高钢板的质量和安全性。
通过本次热轧钢板检验报告的编写,旨在为相关领域的专业人士提供参考和借鉴,以便更好地掌握热轧钢板的质量检验方法和分析技巧,为生产实践提供可靠的依据和指导。
同时,也有助于促进钢铁行业的发展,提高钢板生产企业的竞争力和市场地位。
文章结构部分的内容可以按照以下方式来编写:文章结构本文主要分为引言、正文和结论三个部分,具体内容如下:1. 引言1.1 概述在本章节中,将对热轧钢板的检验报告进行介绍,并阐述研究的背景和重要性。
说明热轧钢板在工业生产中的广泛应用以及其所具有的意义。
1.2 文章结构本篇文章将依次介绍钢板的检验方法和检验结果分析,并在结论部分给出总结和建议。
1.3 目的本文旨在通过对热轧钢板的检验报告分析,进一步了解其质量和性能,为工业生产过程中热轧钢板的选材和质量控制提供参考依据。
2. 正文2.1 钢板检验方法在本章节中,将介绍热轧钢板的常见检验方法,包括外观检查、尺寸测量、化学成分分析和力学性能测试等。
详细阐述各项检验方法的原理、操作步骤和注意事项。
2.2 检验结果分析在本章节中,将对钢板检验结果进行详细分析和解读。
钢板、锻件超声波检测报告

年 月 日
审核人(UTII级:)
年 月 日
检测专用章
年 月 日
Q235B+S31603
钢板(锻件)规格
100*100
器材
参数
仪器名称
超声波测厚仪
仪器型号
TT110+42513420
检测结果
编号
规格
(δ=mm)
检测数值
评定结果
148+2 Nhomakorabea8.04
合格
1.97
合格
15
10+2
9.96
合格
2.01
合格
16
14+2
14.05
合格
1.98
合格
检测结论:
检测结果符合GB/T709-2006 标准要求
钢板厚度超声波检测报告
第1页共3页
工
件
钢板(锻件)编号
YCFB--001-009
钢板(锻件)炉批号
CA140217011
钢板(锻件)牌号
16MnDR
钢板(锻件)规格
100*100
器材
参数
仪器名称
超声波测厚仪
仪器型号
TT110+42513420
检测结果
编号
规格
(δ=mm)
检测数值
评定结果
1
6
6.02
合格
2
8
7.97
合格
3
10
9.95
合格
4
12
11.04
合格
5
14
14.03
合格
6
16
16.02
合格
锻件超声波探伤记录和报告(试块)47013-友联
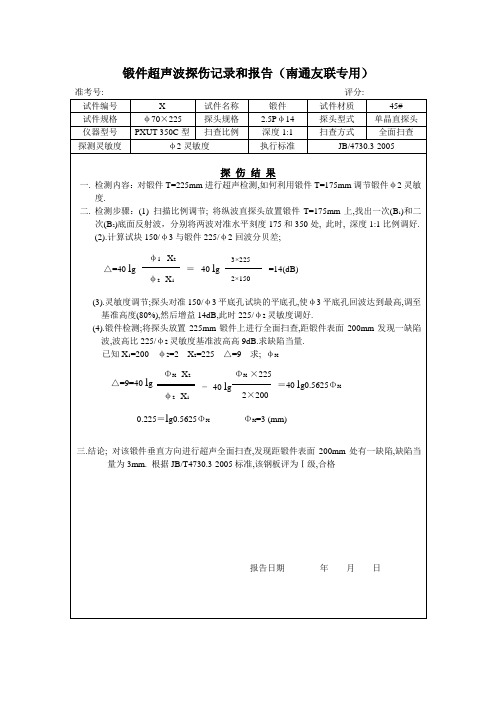
△=9=40 lg
Φ X X2 φ 2 X1
Φ X ×225
= 40 lg
=40 lg0.5625Φ X
2×200
0=3 (mm)
三.结论; 对该锻件垂直方向进行超声全面扫查,发现距锻件表面 200mm 处有一缺陷,缺陷当 量为 3mm. 根据 JB/T4730.3-2005 标准,该钢板评为Ⅰ级,合格
报告日期
年月日
探伤结果
一. 检测内容:对锻件 T=225mm 进行超声检测,如何利用锻件 T=175mm 调节锻件φ 2 灵敏 度.
二. 检测步骤:(1) 扫描比例调节; 将纵波直探头放置锻件 T=175mm 上,找出一次(B1)和二 次(B2)底面反射波,分别将两波对准水平刻度 175 和 350 处, 此时, 深度 1:1 比例调好. (2).计算试块 150/φ 3 与锻件 225/φ 2 回波分贝差;
△=40 lg
φ 1 X2 φ 2 X1
= 40 lg
3×225 2×150
=14(dB)
(3).灵敏度调节;探头对准 150/φ 3 平底孔试块的平底孔,使φ 3 平底孔回波达到最高,调至 基准高度(80%),然后增益 14dB,此时 225/φ 2 灵敏度调好.
(4).锻件检测;将探头放置 225mm 锻件上进行全面扫查,距锻件表面 200mm 发现一缺陷 波,波高比 225/φ 2 灵敏度基准波高高 9dB.求缺陷当量. 已知 X1=200 φ 2=2 X2=225 △=9 求; φ X
锻件超声波探伤记录和报告(南通友联专用)
准考号: 试件编号 试件规格 仪器型号 探测灵敏度
X
试件名称
φ 70×225 探头规格
PXUT-350C 型 扫查比例
板材超声波探伤

△ 利 用 F1 评 价 缺 陷 。 出 现 叠 加 效 应 时 , 当 板 厚 较 薄 时 可 用 F2 评 价 缺 陷 , 其 目 的 是 减 少 近 场 区 影 响 。 实 际 上 , 应 根 据 晶 片 直 径 的 尺 寸 大 小 及 F1 不 清 晰 时 , 可 用 F2 来 评 价 缺 陷 , 用 F2 和 B2 评 价 时 , 基 准 灵 敏 度 以 第二次反射波校正。 如 采 用 直 径 为 Ф 14 m m ~ 20 m m 的 直 探 头 探 伤 钢 板 , 一 般 当 板 厚 δ < 20 m m 时 , 可 采 用 F 2 评 价 缺 陷 。 1.3 探 头 与 扫 查 方 式 1. 3.1 频 率 2.5 ~ 5MHz ,40mm 以 下 钢 板 检 测 频 率 为 5MHz ,40mm 以 上 钢 板 检 测 频 率 为 2.5MHz 晶 片 直 径 : Ф14 ~ Ф25mm 探头形式: 单晶直探头 钢板检测 联合双晶直探头 适用于板厚 δ 较薄的钢板检测,因盲区小, 适 用 于 板 厚 δ 较 大 的 钢 板 检 测 ,用 于 20mm 以 上
1.7
钢板横波检验按附录 B 规定要求 非夹层性缺陷
适用范围 探头
K1 2MHz~5MHz 25mm 长 V 形 槽 深 为 板 厚 3 % V 形槽的距离-波幅曲线, 按 不 同 板 厚 根 据 B.4 规 定 调 节
人工缺陷 灵敏度
验 收 标 准 按 B.6 规 定 : 等 于 或 超 过 距 离 - 波 幅 曲 线 信 号 不 合 格 , 发现分层类缺陷按纵波检测规定处理。
8 / 26
1.6 质 量 等 级 判 定 : 按 JB/T4730-2005 标 准 4.1.7 条 规 定 评 定 。 单 个 缺 陷 指 示 长 度 按 4.1.7.1 规 定 , 单 个 缺 陷 指 市 面 积 按 4.1.7.2 规 定 。 JB/T4730-2005 标 准 标 准 中 表 3 钢 板 质 量 分 级 表 中 数 据 适 用 于 非 白点、裂纹等危险缺陷,即非危险缺陷。白点、裂纹等危险缺 陷,都判为 V 级。
碳钢对接焊接接头超声检测
碳钢对接焊接接头超声检测目录前言 (2)1. 课程设计任务书 (3)2. 碳钢板对接焊接接头超声检测工艺 (4)超声波探伤的方法 (4)超声波检测仪器和基本设备 (4)超声波仪器 (4)超声波探头 (5)超声波试块 (6)耦合剂的使用 (6)超声波检测的过程 (7)检验等级确实定 (7)探头K值的选择 (7)频率选择 (7)晶片尺寸的选择 (7)实时探伤操作 (7)探伤标准的选择 (7)检验区宽度确实定 (8)探头移动区宽度 (8)3. 碳钢对接焊缝的超声波检测工艺卡 (9)4. 根据编制的工艺及工艺卡,进行检测实验 (10)4.1 探头测定与仪器的调节 (10)4.1.1 探头测试 (10)扫查方式 (11)5.碳钢对接焊缝的超声波检测报告 (12)课程设计总结 (13)参考文献 (14)前言无损检测〔Non-Destructive Testing,NDT〕技术已成为控制产品质量、保证设备安全运行等方面极为重要的技术手段,在现代航空工业生产过程中,越来越多地要求对关键部件进行更加有效和准确的检测。
超声检测是指用超声波来检测材料和工件、并以超声检测仪作为显示方式的一种无损检测方法。
超声检测是利用超声波的众多特性〔如反射和衍射〕,通过观察显示在超声检测仪上的有关超声波在被检材料或工件中发生的传播变化,来判定被检材料和工件的内部和外表是否存在缺陷,从而在不破坏或不损害被检材料和工件的情况下,评估其质量和使用价值。
本次课程设计利用超声检测的方法对对接板材焊缝进行检测。
文中针对给定的材质:Q235,钢板厚度:12mm,开坡口手工对接焊接焊缝,通过实验检测该焊缝的缺陷,详细介绍试块选用,设备调试,现场探伤中的常见问题及解决方法。
还介绍了现场探伤,缺陷定位和长度测量的具体方法,并通过标准对检测中的缺陷进行了等级评定并得出了检测工艺卡。
在焊缝缺陷检测中,超声检测是目前公认的最有效的常规无损检测方法之一,与其它常规检测相比具有明显的优势。
最新JB4730《承压设备无损检测》超声检测(单独)

JB4730标准的结构⑵
4、JB4730.4(磁粉检测)--①、范围;②、规范性引用文 件;③、一般要求;④、检测方法;⑤、磁痕显示的分类和 记录;⑥、复验;⑦、退磁;⑧、在用承压设备磁粉检测; ⑨、磁粉检测质量分级;⑩、磁粉检测报告。以及附录A和 附录B等两个资料性附录。
5、JB4730.5(渗透检测)--①、范围;②、规范性引用 文件;③、一般要求;④、渗透检测基本程序;⑤、渗透检 测操作方法;⑥、渗透显示的分类和记录;⑦、质量分级; ⑧、在用承压设备渗透检测;⑨、渗透检测报告。以及附录 A和附录B等两个规范性附录。
缺陷当量PAFra bibliotek0 工件尺寸 mm
图10-1 质量控制基本模式
11
JB4730标准修订--合于使用原则
合于使用原则是确保没有危害性缺陷从而保证承压 设备安全运行的一种安全评定原则,主要用于下列 两种情况:
①、对按质量控制标准在产品制造过程中发现的超 标缺陷作放宽处理;
②、对在用设备检查时发现的超标缺陷作安全评定。
JB4730标准主题内容与适用范围
1、修订稿规定了射线、超声、磁粉、渗透和涡流检 测等五种主要常规检测方法及质量等级评定(同时规 定在某些特定场合可以使用声发射、射线实时成象 检测等新的无损检测技术)。
2、锅炉、压力容器及压力管道都是承压设备,检测 内容有许多共同点,参照ASME规定,本修订稿检 测范围包括金属材料制承压设备。
2、根据国内承压设备行业多年的研究成果和应用经 验,参考美国ASME第Ⅴ篇和日本JIS标准规范以及 行业反馈意见进行修订,同时也参考部分欧洲标准的 内容;
3、针对承压设备介质的腐蚀性和易燃、易爆、有毒 等特点,本标准有些技术参数要求比通用无损检测 标准的规定更为严格;
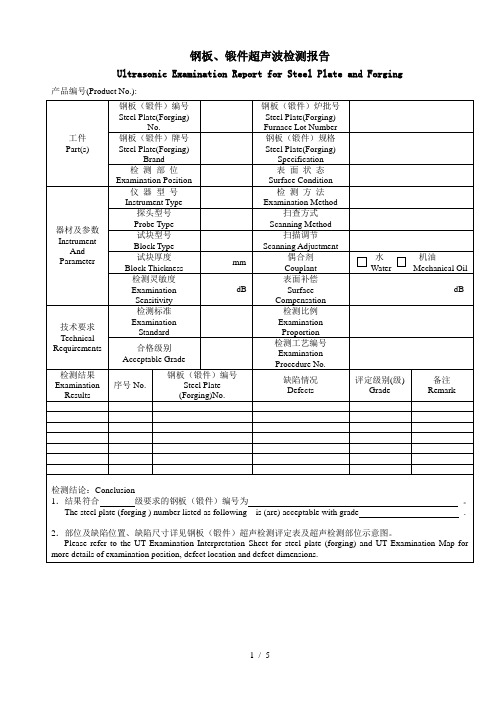
钢板、锻件超声波检测报告
Prepared (Qualification):
年月日
Date
审核人(资格)
Reviewed(Qualification):
年月日
Date
无损检测专用章
Stamp of NDE
年月日
Date
And
Parameter
仪器型号
Instrument Type
检测方法
Examination Method
探头型号
Probe Type
扫查方式
Scanning Method
试块型号
Block Type
扫描调节
Scanning Adjustment
试块厚度
Block Thickness
mm
偶合剂
Couplant
合格级别
Acceptable Grade
检测工艺编号
Examination
Procedure No.
检测结果
Examination
Results
序号No.
钢板(锻件)编号
Steel Plate
(Forging)No.
缺陷情况
Defects
评定级别(级)
Grade
备注
Remark
检测结论:Conclusion
水机油
Water Mechanical Oil
检测灵敏度
Examination
Sensitivity
dB
表面补偿
Surface
Compensation
dB
技术要求
Technical
Requirements
检测标准
Examination
钢板超声波检测报告样张
缺陷长 缺陷面积 在1㎡内缺陷 级
度㎜
㎝2 面积百分比% 别
备注
检测人:
检测日期:
第 页共 页
委托单位 工件编号 检测时机 仪器型号 表面状态 扫描调节 检测方法 耦合补偿 工艺卡号 检测部位示意图
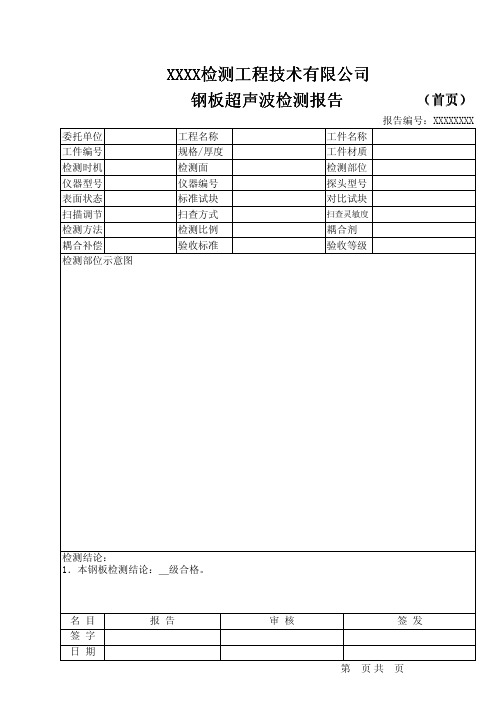
XXXX检测工程技术有限公司
钢板超声波检测自控抽检记录 (首页)
工程名称 规格/厚度 检测面 仪器编号 标准试块 扫查方式 检测比例 验收标准
扫查灵敏度
耦合剂 验收等级
序 号
工件编号
板厚 ㎜
缺陷 编号
缺陷位置㎜ X YZ
缺陷长 缺陷面积 在1㎡内缺陷
度㎜
㎝2 面积百分比%
级 别
备注检测人:检测源自期:第 页共 页XXXX检测工程技术有限公司
钢板超声波检测原始记录
(附页)
序 号
工件编号
板厚 ㎜
缺陷 编号
缺陷位置㎜ X YZ
原始记录编号:XXXXXXXXX
备注
名目 签字 日期
报告
审核
签发 第 页共 页
XXXX检测工程技术有限公司
委托单位 工件编号 检测时机 仪器型号 表面状态 扫描调节 检测方法 耦合补偿 工艺卡号 检测部位示意图
钢板超声波检测原始记录
(首页)
工程名称 规格/厚度 检测面 仪器编号 标准试块 扫查方式 检测比例 验收标准
原始记录编号:JM-WC01-08-UT-08-001 工件名称 工件材质 检测部位 探头型号 对比试块
自控抽检编号:JM-WC01-08-UT-CJ-08-001 工件名称 工件材质 检测部位 探头型号 对比试块
扫查灵敏度
耦合剂 验收等级
序 号
工件编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
要求
检测标准
JB/T4730.3-2005
合ቤተ መጻሕፍቲ ባይዱ级别
级
检测比例
%
检测工艺编号
检
测
结
果
序
号
钢 板
编 号
缺 陷 情 况
评 定
级 别
检 测
结 论
单个缺陷
指示长度
mm
单个缺陷
指示面积
cm2
在任一1m×1m检测面积内存在的缺陷面积百分比%
坡 口
区 域
备注
1.检测结束后,经对时基线扫描比例和灵敏度的校验,均符合标准要求。
2.检测部位及缺陷位置,缺陷尺寸详见检测部位示意图(另附)。
报告人:
资 格:UT-Ⅱ级
证 号:
年 月 日
审核人:
资 格:UT-Ⅱ级
证 号:
年 月 日
无 损 检 测
专 用 章
钢板超声检测报告
产品编号: 无损-
工
件
钢板名称
容器板
钢板质保书号
钢板牌号
钢板规格
㎜
检测部位
钢板表面
表面状态
符合要求
器
材
及
参
数
仪器型号
PXUT-350
探测方法
直接接触法
试块型号
CBI
检测面
钢板表面
探头型号
扫描调节
深度
表面补偿
3dB
耦合剂
化学浆糊
检测灵敏度
试块 mm处第一次底波波幅为满刻度的50%-10dB