D2_2轧辊强度计算
两辊卷板机模芯直径精确计算公式

在进行两辊卷板机模芯直径精确计算之前,我们首先要了解什么是两辊卷板机模芯直径。
两辊卷板机是一种常用的金属板材加工设备,其模芯直径是指卷板机上卷板轧制过程中所使用的模芯的直径。
而模芯直径的精确计算对于两辊卷板机的使用非常重要,它影响着卷板机的轧制效果和产品质量。
在进行两辊卷板机模芯直径精确计算时,我们需要考虑一些关键因素,比如卷板机的轧制压力、卷板材料的性质、轧制速度等。
下面我将细致地介绍两辊卷板机模芯直径的精确计算公式及其相关内容。
1. 了解两辊卷板机模芯直径的意义在进行两辊卷板机的轧制过程中,模芯直径的大小将直接影响到轧制后的板材的厚度和质量。
如果模芯直径过大,会造成轧制后的板材厚度过薄,质量不达标;而如果模芯直径过小,会造成轧制后的板材厚度过厚,同样影响产品的质量。
2. 两辊卷板机模芯直径精确计算公式一般情况下,可以通过以下的公式来计算两辊卷板机模芯直径:模芯直径 = (D2 - D1)/(2 * α)其中,D1为初始轧制厚度,D2为要求的轧制厚度,α为轧制料的变形系数。
通过这个公式,我们可以根据轧制厚度和轧制料的特性来计算出所需的模芯直径。
3. 个人观点和理解在进行两辊卷板机模芯直径的计算过程中,需要考虑到轧制料的变形系数,这是非常重要的一个因素。
在实际操作中,需要根据不同的轧制材料和要求的轧制厚度来合理地选择模芯直径,以保证产品的质量和尺寸的准确度。
总结回顾通过本文的介绍,我们了解到了两辊卷板机模芯直径的意义和计算公式,并且了解了在实际操作中的一些注意事项。
对于两辊卷板机的用户来说,掌握好模芯直径的精确计算方法是非常重要的,它将直接影响到产品的质量和生产效率。
在日常的使用中,我们应该根据轧制厚度和轧制料的特性来合理地选择模芯直径,以保证整个轧制过程的顺利进行。
希望本文对你有所帮助,也欢迎大家共享自己的使用经验和心得体会。
两辊卷板机是金属加工行业中常用的设备,其广泛应用于钢铁、铝合金等金属板材的加工和生产过程中。
二辊型钢轧机轧辊强度计算
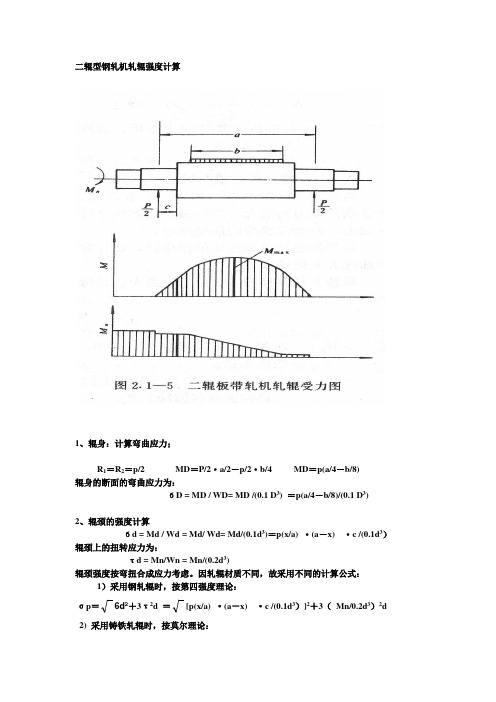
二辊型钢轧机轧辊强度计算1、辊身:计算弯曲应力;R1=R2=p/2 MD=P/2·a/2-p/2·b/4 MD=p(a/4-b/8)辊身的断面的弯曲应力为:бD = MD / WD= MD /(0.1 D3) =p(a/4-b/8)/(0.1 D3)2、辊颈的强度计算бd = Md / Wd = Md/ Wd= Md/(0.1d3)=p(x/a) ·(a-x) ·c /(0.1d3)辊颈上的扭转应力为:τ d = Mn/Wn = Mn/(0.2d3)辊颈强度按弯扭合成应力考虑。
因轧辊材质不同,故采用不同的计算公式:1)采用钢轧辊时,按第四强度理论:σp=6d2+3τ2d =[p(x/a) ·(a-x) ·c /(0.1d3)]2+3(Mn/0.2d3)2d2) 采用铸铁轧辊时,按莫尔理论:σp =0.375 бd +0.625[p(x/a) ·(a -x) ·c /(0.1d 3)]2+4(Mn/0.2d 3)23.辊头的强度计算τd = Mn/ Wd 1=Mn/Wn1、辊身:计算弯曲应力;R 1=R1+R2 Px =R2·a R2=p(x/a) MD =p(x/a)(a -x)·R2·(a -x) 辊身的断面的弯曲应力为:бD = MD / WD= MD /(0.1 D 3) =p(x/a)(a -x)/(0.1 D 3)2、辊颈的强度计算бd = Md / Wd = Md/ Wd= Md/(0.1d 3)=p/2·c/(0.1d 3)辊颈上的扭转应力为:τ d = Mn/Wn = Mn/(0.2d 3)辊颈强度按弯扭合成应力考虑。
因轧辊材质不同,故采用不同的计算公式:1)采用钢轧辊时,按第四强度理论:σp =6d 2+3τ2d =[p(1-x/c)·c /(0.1d 3)]2+3( Mn/0.2d 3)2d2) 采用铸铁轧辊时,按莫尔理论:224625.0375.0dd d p τσσσ++=σp =0.375 бd +0.625[p/2 ·c /(0.1d 3)]2+4(Mn/0.2d 3)23.辊头的强度计算τd = Mn/ Wd 1=Mn/Wn224625.0375.0dd d p τσσσ++=。
塑性加工设备-D2_1轧辊尺寸参数及材质

l = 0.83−1.0 D
使用滚动轴承的 d 和 l 应符合滚动轴承系列尺寸 对辊颈与辊身过渡处进行抗弯和抗扭强度校核
机动
目录
上页
下页
返回
结束
3. 轧辊的重车率 轧辊全部重车量与轧辊名义直径之比称轧辊重车率 轧辊重车率 轧辊重车率实质上反映了轧辊直径是范围值 即存在最大辊径 Dmax 和最小辊径 Dmin 最大辊径 最小辊径 最大辊径 Dmax 受压下开口度即压下上行空间限制 最小辊径 Dmin 受轴承座间最小中心距(压下上行空间)限制 最小辊径 Dmin 还受轧辊强度和咬入条件限制 轧辊重车率主要取决于轧辊材质和表面硬度
机动 目录 上页 下页 返回 结束
2)型钢(开坯)轧机轧辊的 D 与 L 根据咬入条件确定工作直径 Dg和D 基本方法: 再根据孔型配置和强度条件确定L 工程上, 主要是根据经验参数(查手册)确定 Dg D L 再校核咬入条件和轧辊强度 Dg D与品种规格、轧制条件、轧辊材质、轧机类型有关 工程上用名义直径 D0 代替 Dg D 进行轧辊尺寸参数确定 D0 根据品种规格和轧机类型按型钢轧机系列标准选取 L 根据孔型系统, 孔型配置和轧制方式确定
机动
目录
上页
下页
返回
结束
厚板轧辊材质的选择 粗轧机的工作条件与初轧机相似 材质选择: 合金热轧锻钢轧辊 合金铸钢轧辊 精轧机支撑辊要求高的强度和刚性 材质选择: 合金铸钢轧辊 冷硬复合铸铁轧辊 精轧机工作辊需保证产品质量和板形 要求高硬度和耐磨性能 材质选择: 合金冷硬铸铁轧辊 无限冷硬铸铁轧辊
机动
机动
目录
上页
下页
返回
结束
辊身直径 D 主要根据咬入条件和轧辊强度确定 有两种方法: 直接根据咬入条件和轧辊强度计算 按照轧辊强度条件,辊身最小直径Dmin应满足
二辊轧机力能参数计算-分享

二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ;1.3轧制速度,m in /12m in/20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ;αcos 1-∆≥hD g轧制时的单道次压下量-∆h ;;数咬入角,取决于摩擦系b μα-;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ︒=<433.3b actg μα代入数据计算得 35.1=∆h 则mm hD g 17.793cos 1=-∆≥α05.1=∆h 则mm hD g 585cos 1=-∆≥α 2.1=∆h 则mm hD g 705cos 1=-∆≥α取mm D g 860~810= 初定轧辊直径:mm D g 860=2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:3、轧制压力计算3.1、第1道次轧制压力计算 3.1.1、咬入条件校核︒=⨯∆=∂2878.3180πR h ,即满足咬入条件 3.1.2、变形区长度lmm h R l 7945.21=∆⨯=3.1.3、平均压下率ε106.04.0εεε⨯+⨯=00=ε 83.201=ε%则,%5.126.04.010=⨯+⨯=εεε经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256.01=⨯+=εσ3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l 'a-求解诺莫图中Ymh k C Y μσσ)2(210+-=N mm RC /909003=; MPa k S S 335)2(15.110=+=σσ力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后张力均为零;mm hH h m 375.52=+=代入以上各项数据,得Y=0.0415b-求解诺莫图总Z2⎪⎪⎭⎫ ⎝⎛=mhl Z μ,代入各项数据,得Z=0.105诺莫图由以上a 、b 两项根据诺莫图求交点,得X=0.34 则 mm h X l m84.22=⨯='μ3.1.5、平均单位轧制压力()()m k ee k p m XX m**1σσ-=--= 依次得出,187.134.0171.2134.0=-=-=X e m X m k p ⋅==395.57MPa3.1.6、轧制总压力Pt p l B P 6.90357.39584.2210001=⨯⨯=⨯'⨯=3.2、轧制总压P 的确定依次求解第2、3道次的轧制压力 按照初步道次分配表计算出结果如下:t P 13802= ;t P 16003=轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。
二辊型钢轧机轧辊强度计算
二辊型钢轧机轧辊强度计算二辊型钢轧机是一种常用的金属加工设备,用于对钢材进行轧制加工。
在进行轧制操作时,轧机轧辊承受着非常大的冲击力和压力,因此对轧辊的强度要求非常高。
本文将对二辊型钢轧机轧辊的强度进行详细计算和分析,以保证轧机的工作安全和效率。
首先,我们需要确定轧机轧辊的强度计算方法。
常用的强度计算方法有两种:强度极限法和应力计算法。
其中,强度极限法是指通过确定轧辊的强度极限和所承受的最大应力来计算轧辊的强度;而应力计算法是指通过计算轧辊所承受的实际应力,确定其是否在允许应力范围内,从而评估轧辊的强度。
强度极限法的计算公式如下:σ=K×δ×f其中,σ为轧辊的强度极限,K为系数,δ为轧辊的直径,f为所承受的应力。
应力计算法的计算公式如下:σ=F/A其中,σ为轧辊的应力,F为轧辊所受的力,A为轧辊的横截面积。
确定了计算方法后,我们需要确定轧辊的参数和工作条件。
轧辊的参数包括直径、长度、材料等;工作条件包括轧制力、轧制速度等。
根据轧辊的参数和工作条件,我们可以计算出轧辊所受的力和应力。
接下来,我们需要确定轧辊的强度极限和允许应力范围。
轧辊的强度极限可以通过实验或者经验公式得到,允许应力的范围一般是根据材料的弹性模量和屈服强度来确定的。
根据以上参数和计算方法,我们可以进行具体的轧辊强度计算。
在计算过程中,需要考虑到轧辊的受力情况、工作条件、强度极限和应力范围等因素,并进行合理的假设和简化,以便进行计算。
根据计算结果,我们可以评估轧辊的强度是否满足要求,如果不满足,则需要调整参数或者采取其他措施来强化轧辊。
总结起来,二辊型钢轧机轧辊强度的计算是一个复杂而重要的工作。
计算过程涉及到轧辊的参数、工作条件、强度计算方法和允许应力范围等方面的内容。
通过合理的计算和分析,可以评估轧辊的强度是否满足要求,并采取相应的措施来确保轧机的工作安全和效率。
希望本文能够对大家理解和应用二辊型钢轧机轧辊强度计算提供帮助。
二辊轧机力能参数计算-分享
二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ;1.3轧制速度,m in /12m in/20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ;αcos 1-∆≥hD g轧制时的单道次压下量-∆h ;;数咬入角,取决于摩擦系b μα-;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ︒=<433.3b actg μα代入数据计算得 35.1=∆h 则mm hD g 17.793cos 1=-∆≥α05.1=∆h 则mm hD g 585cos 1=-∆≥α 2.1=∆h 则mm hD g 705cos 1=-∆≥α取mm D g 860~810= 初定轧辊直径:mm D g 860=2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:3、轧制压力计算3.1、第1道次轧制压力计算 3.1.1、咬入条件校核︒=⨯∆=∂2878.3180πR h ,即满足咬入条件 3.1.2、变形区长度lmm h R l 7945.21=∆⨯=3.1.3、平均压下率ε106.04.0εεε⨯+⨯=00=ε 83.201=ε%则,%5.126.04.010=⨯+⨯=εεε经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256.01=⨯+=εσ3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l 'a-求解诺莫图中Ymh k C Y μσσ)2(210+-=N mm RC /909003=; MPa k S S 335)2(15.110=+=σσ力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后张力均为零;mm hH h m 375.52=+=代入以上各项数据,得Y=0.0415b-求解诺莫图总Z2⎪⎪⎭⎫ ⎝⎛=mhl Z μ,代入各项数据,得Z=0.105诺莫图由以上a 、b 两项根据诺莫图求交点,得X=0.34 则 mm h X l m84.22=⨯='μ3.1.5、平均单位轧制压力()()m k ee k p m XX m**1σσ-=--= 依次得出,187.134.0171.2134.0=-=-=X e m X m k p ⋅==395.57MPa3.1.6、轧制总压力Pt p l B P 6.90357.39584.2210001=⨯⨯=⨯'⨯=3.2、轧制总压P 的确定依次求解第2、3道次的轧制压力 按照初步道次分配表计算出结果如下:t P 13802= ;t P 16003=轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。
轧制-接触弧长公式

轧制接触弧长公式为:L = π(D1+D2)√(h1+h2)。
其中,L 表示接触弧长,单位为毫米;D1 和 D2 分别为轧辊的直径,单位为毫米;h1 和 h2 分别为轧辊和钢坯之间的初始距离和最终距离,单位为毫米。
该公式的推导基于轧制过程中钢坯的变形和轧辊的几何形状。
在轧制过程中,钢坯受到轧辊的挤压和拉伸,形成弧形变形区域,即接触弧。
接触弧的长度决定了钢坯的变形程度和轧制力的大小,因此对于轧制过程的控制具有重要意义。
需要注意的是,该公式只是一个近似计算公式,实际情况可能受到多种因素的影响,如轧辊的形状、钢坯的材质和温度等。
在实际应用中,需要根据具体情况进行调整和修正。
轧辊校核

轧辊校核4.1.1工作辊强度计算下工作辊受力分析如图4.1所示q=p/bq=p/lM f1/2M f1/2M zM kac b ed图4-1 工作辊受力分析及扭矩图其中 m KN b p q 21901630.135700=== 危险截面在ab 段810331=K M N·m 对于铸铁轧辊,轧辊强度极限[b σ]=400MPaMPa2404006.0][6.0][=⨯==στ由于有支承辊承受弯曲力矩,并且前后张力差不大,故工作辊可只考虑扭转力矩,即仅计算传动端的扭转应力。
扭转应力为[]ττ<=⨯⨯==.84.158001.010********MPa W M k k (4-1)∴ 工作辊强度符合要求4.1.2支承辊强度校核支撑辊受力分析如图4.2所示。
图4.2 支承辊弯矩及应力分1、1-1断面和2-2断面强度校核由文献[1,88]可知,3111112.0--=d Pc σ3222222.0--=d Pc σ 式中 P ——总轧制压力d 1-1、d 2-2——1-1和2-2断面直径 d 2-2= d 1-1+2r11-σ、22-σ——1-1和2-2断面处的弯曲应力,MPa ;c 1 、c 2——1-1和2-2断面至反力P /2处的距离,mm ;由文献[1,88] c 1=(l 0-L 2)/2-rc 2=(l 0-L 2)/2其中,r 为1-1断面处过渡圆角半径,r =65mm 。
代入式得d 1-1=0.955m d 2-2=1.085m c 1=275mm c 2=345mm11-σ=56.35MPa < [σ]22-σ=47.52MPa< [σ] [σ]见后面,可知断面1-1和2-2满足强度条件。
2、.支撑辊辊身中部3-3断面处弯矩是最大的。
若认为轴承反力矩离l 等于两个压下螺丝的中心距0l 。
而且把工作辊对支撑辊的压力简化成均布载荷,可得3-3断面的弯矩表达式)84(033ll P M -=- (4.2) 323332D W π=- (4.3)辊身中部3-3断面的弯曲应力为)2(4.0032333333ll D P W M -⨯==---σ (4.4) 对于合金锻钢轧辊MPa 750~700][=σ 将已知参数带入(4.3)式中[]σσ<=-⨯⨯=-MPa 3.48)217602635(14804.0107.353633 ∴ 支承辊强度符合要求4.1.3工作辊与支承辊之间的接触应力校核四辊轧机支承辊和工作辊之间承载时有很大的接触应力,在轧辊设计及使用时应进行校核计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[ ] [ ] 0.577[ ] 3
机动
三、型钢轧辊的强度校核
轧制压力近似为集中载荷 型钢轧辊载荷 作用点在孔型轧槽底部中点
轧件在不同轧槽轧制, 作用点是变动的
①载荷分析 确定轧制压力, 支撑力和驱动扭矩, 画受力图
②计算弯曲力矩和扭转力矩
M xeP , a (a x)( a e) P R2 (a x) , a R1 x x ae x ae
辊身中部弯矩 M max
P b (a ) 4 2
cP 辊颈弯矩 M j 2
以下步骤与型钢轧辊强度校核相同
机动 目录 上页 下页 返回 结束
③确定危险断面 轧辊辊身中点处是危险断面, 进行弯曲强度计算
辊身与辊颈过渡处也是危险断面, 按合成应力计算 ④计算弯曲应力和扭转应力 辊身最大弯曲应力 辊颈扭转应力 轴头扭转应力
当支撑辊传动, 支撑辊中部计算弯矩, 辊颈计算弯扭合成
机动 目录 上页 下页 返回 结束
五、四辊轧机接触强度计算
H. 赫兹理论 两个圆柱体在接触区内产生局部弹性压扁 压应力呈半椭圆形分布, 最大压应力在接触面中部
max
2q 2q ( D1 D2 ) b 2 ( K1 K 2 ) D1D2
上页
下页
返回
结束
机动
目录
上页
下页
返回
结束
机动
目录
上页
下页
返回
结束
机动
目录
上页
下页
返回
结束
1 1 1 2 K1 , K2 E1 E2
2q( K1 K 2 ) D1D2 b D1 D2
45(max) 0.304 max [ c ]
机动 目录 上页 下页 返回 结束
e
M Mk
Mmax
X X
机动
目录
上页
下页
返回
结束
M X
Mk X
机动
目录
M max M max W 0.1D3
Mk Mk Wk 0.2d 3
Mk t Wt
机动 目录 上页 下页 返回 结束
⑤计算合成应力
2 2 3 , 钢轧辊 j d 1 ' 1 ' 2 j 2 4 , 铸铁轧辊 j 2 2
①载荷分析
工作辊为轧制压力沿轧件宽度均布的载荷
支撑辊为轧制压力沿辊身长度均布的载荷
P L (a ) 4 2
cP 辊颈弯矩 M j 2
②计算弯曲力矩(公式同二辊轧机)和扭转力矩 辊身中部弯矩 M max
以下步骤与二辊轧机轧辊强度校核相同 注: 四辊轧机的弯曲力矩主要由支撑辊承担
只对支撑辊的辊身中部和辊颈计算弯曲力矩 当工作辊传动, 工作辊计算扭转力矩, 支撑辊只计算弯矩
按轧辊材质 计算许用应力[σ] 计算弯曲应力 扭转应力 (画应力图)
按强度条件 计算合成应力σd
确定 危险断面
机动
目录
上页
下页
返回
结束
二、强度条件及许用应力
轧辊强度计算采用莫尔强度、第四强度理论 钢轧辊 按第四强度理论计算合成应力和强度校核 强度条件和合成应力计算如下
d 2 3 2 [ ]
机动
目录
上页
下页
返回
结束
⑤计算合成应力
2 2 3 , 钢轧辊 j d 1 ' 1 ' 2 j 2 4 , 铸铁轧辊 j 2 2
⑥计算许用应力和强度校核
b
n
,
0.577 , 钢轧辊 0.8 , 铸铁轧辊
第二节 轧辊强度计算
一、轧辊强度计算步骤 二、强度条件及许用应力 三、型钢轧辊的强度校核
第二章
四、板带钢轧辊的强度校核
五、四辊轧机接触强度计算
机动 目录
重点掌握 轧辊强度 计算的方 法、步骤
上页
下页
返回
结束
一、轧辊强度计算步骤
( 强度校核判定 ) 载荷分析 (画受力图) 计算弯曲力矩 扭转力矩 (画弯矩扭矩图)
辊身弯曲校核
辊颈弯曲和扭转合成校核 轴头扭转校核
d [ ] d [ ] d [ ]
机动 目录 上页 下页 返回 结束
四、板带钢轧辊的强度计算
1. 二辊轧机的轧辊强度计算 ①载荷分析 近似为轧制压力沿轧件宽度均布的载荷 ②计算弯曲力矩和扭转力矩
M xP 2 , xP P a b 2 (x ) , 2 2b 2 P(a x) , 2 a b x 2 a b ab x 2 2 ab x 2
辊身弯矩 M max
e( a e) P a
c ( a e) P 辊颈弯矩 M j a
机动 目录 上页 下页 返回 结束
轧辊驱动扭矩 Mk 与轧制扭矩 Mz M z>>M f Mk Mz M f
故 Mk M z
③确危险断面 轧制压力作用点处是危险断面, 进行弯曲强度计算
⑥计算许用应力和强度校核
b
n
,
0.577 , 钢轧辊 0.8 , 铸铁轧辊
辊身弯曲校核
辊颈弯曲和扭转合成校核 轴头扭转校核
d [ ] d [ ] d [ ]
机动 目录 上页 下页 返回 结束
2. 四辊轧机的轧辊强度计算
Mj Mj j W j 0.1d 3
Mk Mk Wk 0.2d 3
Mk t Wt
单键轴头
Wt 0.07d13 Wt b 2
Wt 0.19d13 Wt 0.18d13
双键轴头 h 3 W ( 0 . 65 0 . 45 ) d 平台型圆柱轴头 t d1
铸铁轧辊 按莫尔强度理论计算合成应力和强度校核
强度条件和合成应力计算如下 1 ' 1 ' d 2 4 2 [ ] 2 2 铸铁材料许用抗拉和抗压应力的比值 球墨铸铁 ' 0.30 灰口铸铁 ' 0.25
机动 目录 上页 下页 返回 结束
通常辊身只计算弯曲应力 d [ ] 强度条件
辊颈则计算弯曲和扭转应力, 按弯扭合成应力计算 传动端轴头只计算扭转应力 d [ ] 强度条件
由于尺寸效应, 疲劳, 材质不均匀性, 应力集中等因素
按轧辊抗拉强度进行校核计算需给定安全系数 许用拉应力 许用切应力
[ ]
b
n [ ] 0.8[ ]
一般取安全系数 n = 5 铸铁轧辊 钢轧辊
辊身与辊颈过渡处也是危险断面, 按合成应力计算 ④计算弯曲应力和扭转应力 辊身最大弯曲应力
M max M max W 0.1D3
注: 型钢轧辊沿辊身配置多个孔型轧槽 分别计算各轧槽处断面应力并比较, 按最危险断面校核
机动 目录 上页 下页 返回 结束
辊颈最大弯曲应力 辊颈扭转应力 轴头扭转应力 梅花轴头 矩形轴头