PCB层压制程介绍
PCB(印刷线路板) 压合流程简介
PP膠捲
51 〞
51 〞
樹脂厚 度管控 張力控制 玻纖厚度控制
捲裝長度:150m及300 m
膠片管理 硬化程度管理
含浸上膠
A-stage
二、壓合 :
※ 常用P/P之規格型號:
2-2 組合
資料來源:宏仁
型號
7628 2116 1080
膠含量(%) 膠流量(%) 凝膠時間(see) PP成品厚度(mil) Cured Thickness Resin Content Resin Flow Gel Time
載板(Press Plate):硬化鋼板,供均勻傳熱用
二、壓合 :
開口( OPEN )的介紹:
2-5 熱、冷壓
熱煤油輸送管
熱盤:內藏熱媒油管及感溫系統,四週內襯 有保溫材料,可減少熱量損失.
兩熱盤間之空間,稱之為〝 開口( OPEN )〞
油壓衝柱:壓機之壓力來源,採液壓方式作業
二、壓合 :
2-5 熱、冷壓
輸入pin孔座標後,SPINDLE 即在墊板上鑽出pin孔
上固定pin
撈邊後之板面情形
上板撈邊作業
二、壓合 :
1.目
2-9 磨邊作業
的:修飾裁切後之基板板邊,使之平滑,減少後製程之塗佈輪、底片及板面之刮傷。
2.工作原理:利用 “ 聚晶鑽石磨邊刀 " 進行削邊作業。
磨邊作業時 之工作狀況
切削用之聚晶 鑽外觀示意圖
二、壓合 :
2-5 熱、冷壓
(2)冷壓:消除熱壓過程中所累積之熱應力,避免後續的板彎板翹問題. 冷卻循環水(液 冷卻循環水 液) input output 冷壓機之工作原理,基本上與熱壓機相同,無須 密閉之空間內進行,其方法為:利用控制降溫速率 的方式,達到消除熱應力之目的.
PCB压合制程基础知识
PP压合后厚度
厚度= 单张PP理论厚度 – 填胶损失
填胶损失 =(1-A面铜箔来自铜率)x铜箔厚度+(1-B面铜箔残铜率)x铜箔厚 度+0.4*(D2)2*H(內层板厚度)*N(孔数)/整板面积
prepreg prepreg
無埋孔
有埋孔 A
prepreg
B
26
指标描述-树脂流动性
半固化片特性参数与树脂流动性关系:
105
52.0
Thickness
Mil
6.61 6.73 6.85 6.97 7.08 7.2 7.32 7.44 7.55 7.67 7.79 7.91 8.02 8.14 8.26 8.37 8.49 8.61 8.73 8.85 8.96 9.08 9.2 9.32 9.43 9.55
25
树脂填胶后厚度计算:
➢ 焊点定位:将预先钻好定位孔的内层板及半固化片按排版
顺序套在装有定位销的模板上,再通过加热几 个固定点,利用半固化片受热融化凝固定位
我们目前使用的是焊点定位----RBM
6
定位孔模式
对于内层板上预先冲的定位孔模式,目前我们使用的方 式如下图:在板四 边上冲4个slot孔,两个为一组,分 别定位X/Y方向,其中一组为不对称设计,目的是启动 防止放反作用
Volatile
Content (Max. %)
Gel Time ±20sec
0.5
145
0.5
145
0.5
145
0.5
145
0.5
145
0.5
145
0.5
145
0.5
145
0.5
145
0.5
pcb多层板工艺流程
pcb多层板工艺流程PCB多层板是指在一个基板上通过叠层来布置电子元器件的一种电路板。
多层PCB具有布线密度高、体积小、抗干扰能力强等特点,广泛应用于电子产品中。
下面是PCB多层板的工艺流程。
首先是原材料的准备。
PCB多层板的基材通常为玻璃纤维增强环氧树脂,因此需要准备玻璃纤维布、环氧树脂和铜箔等材料。
玻璃纤维布需要根据叠层数量进行切割和叠压。
接下来是板材的预处理。
将玻璃纤维布放在真空台上,经过预热和除胶处理,使其具有良好的粘附性。
然后,在玻璃纤维布上涂布环氧树脂,将压缩空气排出,使树脂和纤维布充分接触。
最后,将涂布好树脂的玻璃纤维布放在热压机中进行固化。
接下来是层压。
将经过预处理的板材和铜箔按照设计好的顺序叠压在一起,形成多层结构。
叠压时要注意对齐,并在每层之间加入导电层,以便进行电连接。
将叠压好的多层板放入热压机中,利用高温和高压使多层板中的树脂熔化并固化,形成强固的结构。
接下来是开孔和导线。
”回镗孔技术是一种常用的孔开孔技术。
首先,在多层板上进行定位和打标,然后使用自动化设备对孔进行钻孔和回刨,同时将孔内的铜箔与层间导电层相连。
最后,使用化学腐蚀方法将非工作层上的铜箔腐蚀掉,从而形成导孔。
接下来是图形化工程。
通过光刻技术在多层板上形成图案。
首先,在多层板上涂覆光刻胶,然后将胶膜上的图案通过曝光、显影、酸洗等步骤进行图形化。
最后是表面处理。
在多层板的表面涂覆保护层,以保护电路。
常用的表面处理方法有喷锡、浸金和喷镀锡等。
这些处理方法不仅可以提高电路的导电性能,还可以提高电路板的耐腐蚀性和可靠性。
以上是PCB多层板的工艺流程。
PCB多层板的制作需要经过材料准备、预处理、层压、开孔和导线、图形化工程以及表面处理等多个步骤。
每个步骤都需要严格控制,才能保证多层板的质量和可靠性。
随着科技的发展,PCB多层板工艺也在不断改进,以适应更高要求的电子产品。
PCB内层压合制造工艺技术
曝光能量的稳定
光学组件的好坏会决定曝光效果。通常曝光灯使用 寿命约800小时就必须更新,但这只保证灯源无碍, 不代表曝光质量能提升,影响曝光质量最深乃是各 项光学组件(内外水套、灯罩等)。因此一但发现 曝光能量未变但曝光时间变长了,即表示曝光强度 降低,而曝光强度降低代表光学零件因使用时间增 长导致老化而使工作效能衰退。若在一间落尘量符 合标准的无尘室里,光学组件使用3~5年后就应评 估更新以保持最佳的曝光效能,如果持续使用老旧 品而不愿更新,而这也表示曝光机的每日曝光量将 降低且曝光质量也易受影响。
涂布重点
1.油墨黏度量测(150~180秒 3#流速杯测量),我 司要求为80 +/-20 Sec 2.烘箱温度量测设定 3.膜厚量测(膜厚控制在7~14μm) 4.涂布品质确认
曝光工序
曝光原理 利用油墨的感旋光性,透过紫外光照射,把板面油墨 由单体变成聚合体.这种反应过程是由油墨成份中的 感光树脂与光敏剂所产生的光合作用来完成。 曝光(Expose)
2.用吸尘器吸灰尘;
3.用气枪吹出底下的灰尘,再用吸尘器吸或用粘 尘纸粘;
4.对各风扇过滤网进行清洁及更换;
涂布辅助工具 膜厚计:用来管控涂布厚度,膜厚要求7~14μm
涂布烘干后至显影前置放
油墨涂布烘干后裸露于空气灯光下,因受环境的影 响开始产生微秒的聚合反应,如果放置时间越长对 生产的质量的影响就越大。因此不可置放超过24小 时为最佳(存放条件温度22±2℃,湿度55± 5%),以免油墨过度的聚合而产生边锁反应,导致 油墨因聚合作用而附着于铜面上,造成显像不洁而 形成短路、残铜。
喷砂法(Pumice)
喷砂法即为Pumice,其为约70%硅化物火 山岩所组成,具有刷磨及吸收两种功能。 Pumice利用其外表粗糙且多孔接触到铜 面时能将氧化物去除,Pumice除粗化铜 面外,尚可粗化非铜面Epoxy(环氧树脂) 表面。
PCB工艺制程
u u
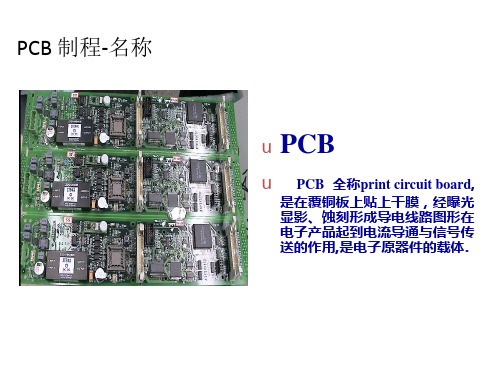
PCB
PCB 全称print circuit board,是在覆铜板上贴上干膜, 经曝光显影、蚀刻形成导电线路 图形在电子产品起到电流导通与 信号传送的作用,是电子原器件 的载体.
分类
线路板分类
u u u
u
u u u u
1、依层次分: 单面板 双面板 多层板 2、依材质分: 刚性板 挠性板 刚挠板
用盐酸及双氧水混合溶液将裸露出来的铜箔腐蚀去除,形成线路。再 以氢氧化钠水溶液将功成身退的干膜光阻洗除
内层干膜—内层蚀刻
黑化和棕化
内层线路做好的板子必须 要经过黑化或棕化后才能 进行层压。它是对内层板 子的线路铜表面进行氧化 处理。使内层铜面形成微 观的粗糙,增强层间化片 的粘接力。一般生成的 Cu2O为红色、CuO为黑色, 所以氧化层中Cu2O为主称 为棕化、CuO为主的称为 黑化。
阻焊
字符
• 由于字符精度要求比线路和阻焊要低,目前PCB上的字符 基本采用了丝网印刷的方式。工序先按照字符菲林制作出 印板用的网,然后再利用网将字符油墨印到板上,最后将 油墨烘干。
喷锡(表面处理)
• 目的:在裸露的铜面上涂盖上一 层锡,达到保护铜面不氧化,利 于焊接作用 • 原理:通过前处理,清洁铜面的氧 化,在铜面上涂上一层助焊剂,后 在锡炉中锡条与铜反生生产锡铅 铜合金起到保护铜面与利于焊接 。
外层干膜和图形电镀
外层干膜和图形电镀
外层干膜和图形电镀
外层干膜和图形电镀
外层干膜和图形电镀
外层干膜和图形电镀
外层干膜和图形电镀
阻焊
• 1 概念:阻焊工序是在板子的表面增加一层阻焊层。这层 阻焊层称为阻焊剂(Solder Mask)或称阻焊油墨,俗称绿 油。其作用主要是防止导体线路等不应有的上锡,防止线 路之间因潮气、化学品等原因引起的短路,生产和装配过 程中不良操作造成的断路、绝缘以及抵抗各种恶劣环境, 保证印制板的功能等。 • 2.原理:目前PCB厂家使用的这层油墨基本上都采用液态 感光油墨。其制作原理与线路图形转移有部分的相似。它 同样是利用菲林遮挡曝膜—曝光显影
pcb板制造工艺流程及控制方法
pcb板制造工艺流程及控制方法PCB板,也就是印刷电路板,它的制造可有趣啦。
一、工艺流程。
1. 设计。
这就像是给PCB板画蓝图呢。
工程师们用专门的软件,把线路、元件的位置啥的都规划好。
要考虑好多东西哦,像电流怎么走最合理,元件之间怎么连接不会打架。
这个阶段要是出点小差错,后面可就麻烦咯。
比如说,要是线路设计得太挤,那生产的时候可能就会短路啦。
2. 开料。
把大的覆铜板按照设计的尺寸切成小块。
这就好比裁布料一样,得裁得准准的。
要是尺寸不对,后面的工序就像穿错尺码的衣服,怎么都不合适。
3. 内层线路制作。
这一步是在板子里做出线路来。
要通过光刻、蚀刻这些技术。
光刻就像用光照出线路的形状,蚀刻呢,就把不需要的铜给去掉,留下我们想要的线路。
这个过程就像雕刻家在雕刻作品,得小心翼翼的,一不小心刻坏了,这块板子可能就废啦。
4. 层压。
如果是多层板的话,就要把做好内层线路的板子叠起来,然后用高温高压让它们粘在一起。
这就像做三明治一样,要把每层都放好,压得紧紧的,不然中间可能会有空隙,那可就不好使喽。
5. 外层线路制作。
和内层线路制作有点像,不过这是在板子的最外面做线路。
这时候要更注意美观和准确性啦,毕竟这是大家能直接看到的部分。
6. 阻焊和字符印刷。
阻焊就像是给线路穿上防护服,防止它们在焊接的时候短路。
字符印刷呢,就是印上一些标识,像元件的编号之类的,这样我们在组装的时候就能轻松找到对应的元件啦。
7. 表面处理。
这是为了让PCB板在焊接元件的时候更容易,像镀锡、镀金之类的。
就像给板子的表面做个美容,让它更好地和元件结合。
8. 成型。
把板子按照设计的形状切割出来。
这是最后的一步啦,就像给PCB板做个最后的造型。
二、控制方法。
1. 质量控制。
在每个工序之后都要检查,就像我们做完一件事要检查有没有漏洞一样。
比如在线路制作之后,要用检测仪器看看线路有没有断开或者短路的地方。
要是发现问题,要及时调整或者把有问题的板子挑出来,可不能让它混到好板子里面去。
PCB压合制程基础知识

批式压合是将多层板材分批送入压合 机中进行压合,适用于小批量、多品 种的生产情况。
04 压合质量检测与控制
外观检测
总结词
通过目视或光学仪器对PCB的表面进行检测,查看是否存在污渍、划痕、气泡 等缺陷。
详细描述
外观检测是最基础的检测方法,通常在压合后立即进行。检测员通过目视或使 用放大镜、显微镜等光学仪器来检查PCB表面是否光滑、无气泡、无杂质等。 若发现缺陷,需及时记录并采取相应措施。
压合制程的重要性
1 2
提高PCB的机械强度和可靠性
压合制程能够将多层板材粘合在一起,形成一个 整体,从而提高PCB的机械强度和可靠性。
实现高密度布线
通过压合制程,可以将多层板材粘合在一起,实 现高密度布线,从而提高PCB的集成度和性能。
3
保证PCB的一致性和稳定性
压合制程能够保证PCB的一致性和稳定性,从而 保证电子产品的可靠性和性能。
溢胶的产生
在多层板压合时,由于胶粘剂的流动性过大或预热温度过高,导致胶粘剂溢出层间,形成溢胶现象。
溢胶的处理
控制胶粘剂的粘度和涂布量,优化预热温度和压合温度,以及采用适当的压力和时间,以减少溢胶的 发生。对于已经产生的溢胶,可以采用机械或化学方法进行清除。
压合不良的改善方法
压合不良的表现
压合不良包括脱层、分层、翘曲、起泡等缺陷,这些缺陷会影响多层板的电气性能和可 靠性。
材料变形的预防与控制
通过优化压合工艺参数和采用适当的冷却方 法,减少温度差异和压力不均匀对材料变形 的影响。同时,加强材料的预处理和存储管 理,以减少材料本身变形的可能性。对于已 经产生的材料变形,可以采用矫直或其它机
pcb压合工艺流程
pcb压合工艺流程
PCB压合工艺流程指的是在PCB制造中,将多层PCB板通过高温和高压的工艺,将各个层压在一起形成整体PCB板的过程。
以下是一般的PCB压合工艺流程:
1. 原材料准备:准备好多层的PCB板、铜箔、预浸渍纸、胶水等材料。
2. 层板预制:将待压合的PCB板分别与铜箔和预浸渍纸进行剪裁和清洁处理,确保各个层板的表面平整干净。
3. 串联层压:将准备好的层板按照设计要求依次搭配并串联,将每一层板之间涂上胶水,然后将它们放在一起。
4. 高温高压压合:将层板放入压合机中,机器会将板材加热到一定温度,然后通过液压系统施加高压力将层板压合在一起。
高温和高压会使得胶水在层板之间形成粘合力,同时也会使得铜箔和预浸渍纸与层板结合。
5. 压合后处理:将经过压合的板材进行冷却处理,然后进行切割、修整等工艺,得到最终的PCB板。
需要注意的是,PCB压合工艺流程可能会因为不同的厂家和产品要求而略有不同,以上流程只是一般情况下的工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酚醛 环氧
3-1-2:纤维布覆铜板
NEMA牌 号 G-10 G-11 FR-4 FR-5 基材 树脂 机械性能 一般 耐热 玻纤布 环氧 阻燃 耐热、阻 燃
3-1-3:复合型覆铜板
CEM-1 树 阻燃型环氧树脂 脂 结 构 CEM-3 阻燃型环氧树脂
3-1-4具有高频特性的基板 具有高频特性的基板
2-2流变学的基础知识
2-2-1 黏度 2-2-2 Tg值 2-2-3 粘弹性 2-2-4 物料的升温速率与黏度的关系
2-2-1黏度
黏度是流体具有粘性现象的基本性质,是当 流体物质受到外界“剪切应力”作用下,所 产生“剪切应变”的情形,黏度数值越大, 表示物质越不易流动,而黏度数值越小,表 示物质越易流动。 F/A=u(v/l) ;F/A:剪切应力(单位面积上所承 受的力)v/l:剪切速率(流程厚度移动的速 度)u:黏度(比例常数)
3-1-4具有高频特性的基板 具有高频特性的基板
3-1-4-2,各种板材特性的对比:
项目 ε(1MHz tanδ 氟树脂 BT板 板 2.6 0.000 8 3.5 PPO板 改性环 氧板 3.5 3.8 FR-4 4.7
0.0016 0.0020 0.0060 0.0180
3-2 半固化片介绍
3-2-3-2:流动度 RF (resin flow )
流动度 RF:树脂中能够流动的树脂占树脂总 量的百分数,计算公式为:樹脂流出量 玻纖 樹脂流出量/(玻纖 樹脂流出量 樹脂重), 布重 + 樹脂重 ,一般在25-40%之间,其含 量随玻璃布厚度的增加而减少;流动度过高, 在层压过程中树脂流失太多,易产生缺胶, 流动度过低,容易造成填充图形间隙困难, 产生气泡、空洞因此在层压过程中易选择流 动度适中的半固化片。
2-2-1黏度
黏度为一种物质的特性数值,在一般正常的 情况下,该黏度值为一固定不变的常数 温度、分子量的大小、分子的构象对黏度都 有较大的影响,增加温度将会提高的物质分子 之间的活动能力,会导致黏度降低,提高分 子量,增加交联程度,都会提高物质的黏度。
2-2-2 Tg值
是指聚合物因温度之逐渐上升而导致其物料性变化, 在常温时呈非结晶无定形态,或部分结晶之坚硬状, 且具有脆性如玻璃一般的物质,于高温下时将转变 成为一种位粘滞度非常高,且柔软如橡皮一般的另 一种转态。二者在物性的变化是指硬度、脆性、比 热等都有很大的不同,此一引起巨变的温度范围称 为Tg Tg值高,其耐热性、抗水性、抗溶剂性、机械强度、 介典性,尺寸稳定性等都有较好的提高
3-2-3-1:含胶量 RC(resin content)
含胶量 RC:在半固化片中所占的重量百分 数,计算公式为:樹脂重量 玻纖布重 + 樹 樹脂重量/(玻纖布重 樹脂重量 脂重) 脂重 对于同一体系的半固化片,其含量大小直接 影响半固化片的介电常数,尺寸稳定性等, 一般树脂含量越高,介电常数越低,尺寸稳 定性差,厚度越厚。
定位系统的介绍
四槽定位示意图 六孔定位示意图 Nhomakorabea工艺控制要点
5-1压力:用于挤压多层层间的空气,并通过挤 压促进树脂的流动,填满图形间空隙,可根 据半固化片及覆铜板的性能、结构、形状进 行调整,对于真空压机一般控制在250500PSI,在压板周期一般为:一步加压,二 步加压,三步加压。
工艺控制要点
60,10
,
Kiss Pressure 25~35 60~70
,
Cooling 40~50
,
60±10 psi (5kg/cm2)
Time(min)
工艺控制要点
5-5:环境的控制:温湿度、洁净度 5-6:物料的控制:物料的储存时的条件,是 否过期,以及各项性能指标在范围内。 5-7:规范操作.
层压后性能的检测
3-2-1半固化片的定义 3-2-2半固化片的型号及厚度 3-2-3性能指标及储存条件
3-2-1半固化片的定义
半固化片是由树脂和增强材料(玻纤)构成的一种 预浸材料,其中树脂是处于B阶段结构,在温度和 压力作用下具有可流动性能很快固化和完成粘结过 程。 按照树脂的固化程度不同可将其分为A、B、C阶, 其中A阶为在室温下,能够完全流动的液态的树脂, B阶为 环氧树脂部分处于交联,在加热的条件下, 具有一定的流动性,C阶为树脂全部交联,在加热 的条件下不具有流动性。
2-2-3粘弹性
压合制程所使用的B片中的聚合物,所于一种 热固型式的树脂,既具有粘性,又具有弹性, 因此是一种粘弹性的流体。
2-2-4物料的升温速率与黏度的关系
升温速率较快,会使流体物质的流动情形 增加,但是如果过快,则会导致流动现象 过高或不均,且会增加胶体物质的硬化速 率,提前到达固化温度,使可用的工作时 间减少,反之亦然。
3-3铜箔的介绍
3-3-1电解铜箔(ED):是通过专用电阶级在圆形的 阳极滚筒上连续生产出来的毛箔经过粗化层处理、 耐热层处理、纯化处理,主要用与PCB中。 3-3-2压延铜箔(RA):是将铜板经过反复辊扎而制 成,在毛箔生产完成后,还要进行粗化处理,压延 铜箔耐折性、弹性系数大于电解铜箔,主要用于绕 性覆铜板(FPC)上。 3-3-3铜箔的型号及厂家:型号:1/3OZ; 0.5OZ;1OZ;2OZ等, 厂家:卢森堡、三井
工艺控制要点
5-4压板周期:根据压力的变化可将压力分为 预压和高压两阶段,预压主要的作用是使熔 融树脂润湿,挤出内层图形间的气体并用树 脂填充图形间隙及逐渐提高树脂的动态黏度, 一般施高压时的温度在90℃左右。下面是压 力温度曲线图
工艺控制要点
温度压力曲线示意图
2T2P Pressure Temperature 400±50 psi 400± (25~28kg/cm2)
3-1-4-1 在高频线路中,信号的介质损失(PL)与基板材料有关。 PL=K·f·(ε的平方根)·t anδ PL:介质损失 K:常数 f:频率 ε:介电常数 tanδ:介质损失角正切 从上式可以看出,频率越高,介质损失越大。介质损失大,则吸收高 频信号、转变为热的作用就越大,导致不能有效的传送信号。为了减少 介质损失,必须降低材料的介电常数和介质损失角正切。 在高频线路中,频率一般超100MHz。一般的环氧玻璃布板,已满足 不了使用要求。目前,通常采用聚四氟乙烯(PTFE)、聚酰亚胺(PI)、BT、 PPO等高频材料。
层压制程介绍
内容介绍
流程介绍 原理介绍 物料介绍 定位系统介绍 工艺控制要点
层压后性能的检测
常见品质问题分析与对策 压机故障时板件处理方法 层压目前的生产条件
流程介绍
1-1.MASSLAM 备料 预叠 拆板 1-2.PINLAM 备料 叠板 拆板 叠板 压板
压板
拆PIN
流程介绍
1-3叠合的示意图
P/P壓合厚度 P/P壓合厚度
P/P類別
RC% 公制(mm)
壓合后的厚度 英制(in) 7.6±0.8 8.6±0.8 9.0±0.8 4.5±0.6 4.9±0.6 2.8±0.4
7628 7628HR48
43±3
0.192±0.02 0.218±0.02 0.228±0.02
48±3 50±3 50±3 53±3
7628HR50 2116
0.115±0.015 0.125±0.015
2116HR53 1080
61±3
0.070±0.01
3-2-3性能指标及储存条件
3-2-3-1:含胶量 RC(resin content) 3-2-3-2:流动度 RF (resin flow ) 3-2-3-3:凝胶时间GT (gel time ) 3-2-3-4:挥发物含量VC (volatite content) 3-2-3-5 B片储存条件及切割
可以由程序控制,另一方面可以改变缓冲纸 类型、厚度来进行调整,对于不同的树脂体 系有不同的升温速率,过高的升温速率使得 工艺操作范围变窄,工艺控制困难,过慢的 升温速率使得升温时间延长,树脂在升温过 程中流动较慢,填充不完全,容易形成空隙 ,厚薄不均匀,一般控制在80℃-120℃之间 :1.5min/℃-2.0min/ ℃
3-2-3-3:凝胶时间GT (gel time )
凝胶时间GT:树脂在加热情况下,处于流动 态的总时间,一般凝胶时间为:140-190s ,凝 胶时间长,树脂有充分的时间来润湿图形, 并能有效的充满图形,有利于压制参数的控 制。
3-2-3-4:挥发物含量VC (volatite content)
3-3铜箔的介绍
3-3-4 :RCC (RESINE COATED COPPER)铜箔: 一边为:铜箔,另一边为:树脂(没有玻纤增 强)主要用于激光钻孔。 3-3-5:RCC型号及厂家: 0.33OZ,80um;0.330z,60um;0.5oz,80um等 厂家:LG 日立化成等
定位系统的介绍
3-1覆铜板的介绍
3-1-1:纸基覆铜板 纸基覆铜板 3-1-2:纤维布覆铜板 3-1-3:复合型覆铜板 3-1-4:具有高频特性的基板 具有高频特性的基板
3-1-1纸基覆铜板 纸基覆铜板
NEMA牌 基材 号 XXXP XXXPC 纸 FR-2 FR-3 树脂 电气性能 机械性能 高绝缘性 热 冲 (1011 以 冷冲 上) 冷冲、阻 燃 冷冲、阻 燃
5-2:温度:提供热量促使树脂融化,从而充分 润湿内层图形达到与铜箔很好的结合,对于 不同树脂体系采用不同的交联剂,因此固化 温度也有差别,环氧树脂中采用双氰胺作固 化剂,其交联温度在160-170℃,因此通常物 料的温度在此温度下保持30分钟以上
工艺控制要点
5-3升温速率:是一个重要参数,其大小方向
3-2-2半固化片的型号及厚度
1.按照使用增强材料与树脂含量的不同,将B 片分为不同的型号:7628,2116,1500, 1080等 2.半固化片的厚度跟树脂的含量、板件布线 的密度等有极其密切关系,下图是以2張 P/P片疊合在一起壓合后所測得的單片P/P 片的厚度范圍(即留銅率為100%時的厚度范 圍)实际中会比下面的值偏低