LED灯具作业指导书
LED灯具作业指导书
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
LED灯具成品检验作业指导书

√
震动试验:将灯具放到振动台振动30分钟,检验灯具各零部件有松动脱落,灯具不能正常工作的。
√
9
组装
目 视
1.漏装配件致使无法安装。
√
2.组装困难,不顺畅。
√
10
包装
Байду номын сангаас目 视
1.外箱唛头文字错误、破损、污浊、字迹模糊;
√
2.包装箱过小,包装后外箱膨胀;
√
3.包装箱过大,致使产品、配件在包装箱内窜动;
√
4.标识错误,无标识;
(标准值DC500V测试,绝缘电阻≥2MΩ).
√
5
泄漏电流
泄漏电流测试仪
依据泄漏电流测试仪测试指导书,泄漏电流大于1mA的.
(标准值≤1mA)
√
5
光斑均匀性
目测
通电测试
将灯具放于暗房亮灯,将灯光射向墙面或天花板,观察其光斑的一致性,颜色偏差大,光斑不均匀的。
√
6
光学性能
分布光度计或光谱分析系统测量
光强(cd)、光通量(lm) 、色温(k)、 色坐标达不到设计要求
检验内容及检验基准
致命
严重
轻微
1
外观
目 视
1.整机外表面有易伤人之批锋的;
√
2.电镀件出现镀层不均匀、变色、刮花(1米内看不清的);机体有轻微变形等;
√
3.喷漆件出现掉漆、刮花;颜色不符合订单要求;
√
4.塑胶件出现爆裂、变形、水纹的;
√
5.玻璃色泽不均匀;有轻微变形、脏污、划痕、水纹;
√
6. 外壳丝印不清晰,易随自然环境的变化褪色、脱落;
√
7. 机内有杂物、螺丝等;
√
2018-2019-led灯具作业指导书word版本 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。
【最新推荐】led筒灯作业指导书-word范文模板 (10页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led筒灯作业指导书篇一:作业指导书-筒灯篇二:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达(来自: : led筒灯作业指导书 )《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇三:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:(1)、正负极要认准,(2)、灯珠安放端正并紧贴铝基板,以免反光罩不对孔位,LED路灯作业指导书2(3)、导热硅脂用量要适中(每颗灯珠约用0.1mg),涤层要均匀,小心硅脂污染灯珠表面、周围物体和人体。
灯具生产作业指导书

篇一:led灯具作业指导书xg-qc-zy-003-2013led灯具作业指导书文件编号:xg-js-zy-001-2013版本:b/0受控状态:分发号:编制:审核:批准:xg-qc-zy-003-2013修改记录xg-qc-zy-003-2013led灯具作业指导书1.目的:本标准规定对led灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间led灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3led路灯作业流程篇二:灯具安装工程作业指导书灯具安装工程作业指导书1、范围本工艺标准适用于工业与民用建筑灯具安装工程2、施工准备明确工程负责人及安装操作人,认真组织施工,管理人员审核图纸,学习工艺标准,验收规范,讨论技术质量交底,签订岗位责任制,明确奖惩措施,采购选用合格材料产品,并层层复验,同时与土建协商配合,创造良好的作业条件。
3、材料及要求料具调配准确及时,凡发放之料具均符合质量标准和计量标准,出具产品合格证明,检验报告、出厂合格证,按图纸备齐灯具、导线等。
4、工具准备4.1 手锤、錾子、水平尺、卷尺、手电钻、锡锅、人字梯、电锤等工具。
4.2 选择劳务分包方并经试工合格方准上岗,检查土建情况,创造作业条件。
5、操作工艺(见图 1)5.1 根据灯具安装方式,平面图及变更洽商确定安装坐标,随土建进度配合、稳盒,预留孔洞、埋件、配管执行配管工艺。
5.2 出线盒管清扫、整理、封堵,固定灯具螺栓预埋,嵌壁灯稳箱体,接短管封堵,防污染、异物,管口采取防堵措施,接地端子预留。
LED作业指导书

工程名称产品型号标准工时54 S 作业人数1文件编号OS-1工位号A01版本02数量责任人作业员作业员1.烙铁焊接温度350°±10,焊接时间2-3S;2.焊接完毕后注意检查极性是否正确,电池组金属部分不得与开关插座金属部分以及电子板触碰,以免短路烧板;作业员3.焊接完毕后,使用蓝色静电袋包装摆放整齐;编制:日期:张长青2015.8.22审批:日期:生效日期:品 质 要 求 及 注 意 事 项作 业 步 骤1.将DC头引线红色焊接在 +5V 位置,黑引线焊接在 GND 位置;图12.将轻触开关白色引线焊接在 K+ 位置,黑色引线焊接在 K- 位置,图23.将灯杯棕色引线焊接在 + 位置,黑色引线焊接在 - 位置,图34.将电池组红色引线焊接在B+位置,黑色引线焊接在 B- 位置,图4轻触开关部件DC插座部件灯杯部件1.01.017.0001电子控制线路板1.01.020.0001电子控制线路板焊接组件LED 电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、镍氢电池黑色GND红色+5白色K+黑色K-棕色+黑色一黑色B 一红色图1.图2.图3.图4.工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A02版本数量责任人作业员作业员生效日期:编制:日期:2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.注意引线方向,左边黑色,中间红色;2.焊线前先在引脚上镀锡以方便焊接,焊接后检查不得有假焊虚焊不良;自检合格方可流向下一工序;作业员3.焊接引线温度350°C ±10,焊接时间2-3S3.将焊接好引线的插座取下,并检查焊点外观没有短路及假焊;图2.作 业 步 骤1.将插座固定在夹具上,先将引脚上锡方便焊接 如图1.2.将黑色引线焊接在插座左引脚上,红色引线焊接在中间引脚上,如图1.DC插座部件焊接DC插座引线L ED电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、红色引线焊中间黑色引线焊左边将插座固定在夹具,并在引脚上锡图1.将焊接完毕的插座取下并检查极性和焊点没有假焊工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A03版本数量1责任人作业员 3.自检合格方可流向下一工序;生效日期:编制:日期:张长青2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.烙铁焊接温度350°C±10。
LED作业指导书

LED作业指导书在咱们的日常生活中,LED 灯那可是随处可见。
您瞧瞧,家里的台灯、街上的路灯、商场的大屏幕,好多地方都有它的身影。
今天,我就来给您好好唠唠这 LED 作业的那些事儿。
先来说说准备工作吧。
要进行 LED 相关的作业,那工具可得准备齐全咯。
像电烙铁、螺丝刀、万用表这些都是必不可少的。
我记得有一次,我着急开始作业,结果发现电烙铁找不到了,那叫一个着急呀!满屋子翻箱倒柜地找,最后在一个角落里发现了它,原来是上次用完随手一放给忘了。
这就提醒咱们,用完工具一定要放回原位,不然关键时刻容易掉链子。
然后是材料的选择。
LED 灯珠有各种各样的型号和颜色,您得根据具体的需求来挑选。
比如说,如果是要做一个温馨的卧室小夜灯,那可能就会选择暖黄色的灯珠;要是做一个明亮的阅读灯,那就得选白色的、亮度高的灯珠啦。
还有电阻、电容这些小零件,也都得选对规格,不然电路可就出问题喽。
接下来就是重头戏——焊接啦。
这焊接可是个技术活,得小心谨慎。
先把电烙铁插上电预热一会儿,等温度合适了,再把灯珠的引脚和电路板上的焊点对齐,轻轻点上一点焊锡丝。
这里要注意,焊接的时间可不能太长,不然容易把灯珠或者电路板给烫坏。
我之前就有一次因为焊接时间太长,把一个好好的灯珠给弄报废了,心疼得不行。
在安装 LED 灯的时候,也要注意正负极别接反了。
要是接反了,灯可就不亮啦。
有一回我帮朋友装一个 LED 灯条,装完之后怎么都不亮,检查了半天,才发现是正负极接错了,重新接好之后,灯一下子就亮了起来,那种成就感真是没得说。
还有很重要的一点就是电路的设计。
要根据LED 灯的数量和功率,合理地设计电路,计算好电阻的阻值,保证电流和电压都在合适的范围内。
这就像是给 LED 灯们搭建一个舒适的家,让它们能够稳定地工作。
完成作业之后,别忘了进行测试和检查。
看看灯能不能正常亮起,亮度是否均匀,颜色有没有偏差。
如果有问题,就得及时排查和解决。
总之,LED 作业虽然看起来简单,但是每一个环节都需要我们认真对待,不能马虎。
LED灯条作业指导书
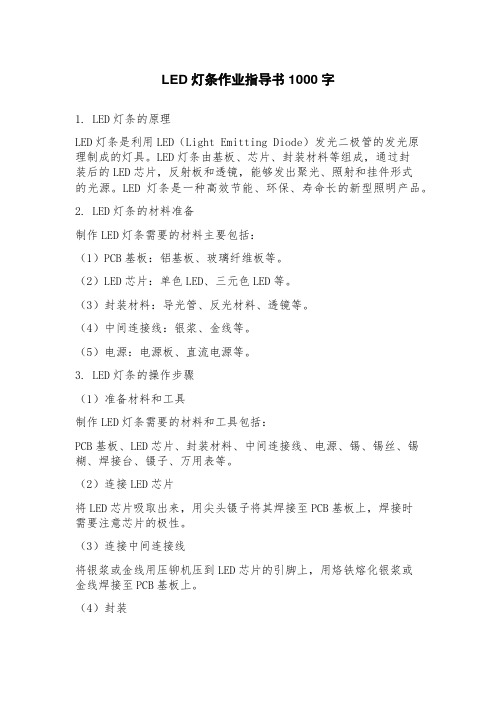
LED灯条作业指导书1000字1. LED灯条的原理LED灯条是利用LED(Light Emitting Diode)发光二极管的发光原理制成的灯具。
LED灯条由基板、芯片、封装材料等组成,通过封装后的LED芯片,反射板和透镜,能够发出聚光、照射和挂件形式的光源。
LED灯条是一种高效节能、环保、寿命长的新型照明产品。
2. LED灯条的材料准备制作LED灯条需要的材料主要包括:(1)PCB基板:铝基板、玻璃纤维板等。
(2)LED芯片:单色LED、三元色LED等。
(3)封装材料:导光管、反光材料、透镜等。
(4)中间连接线:银浆、金线等。
(5)电源:电源板、直流电源等。
3. LED灯条的操作步骤(1)准备材料和工具制作LED灯条需要的材料和工具包括:PCB基板、LED芯片、封装材料、中间连接线、电源、锡、锡丝、锡糊、焊接台、镊子、万用表等。
(2)连接LED芯片将LED芯片吸取出来,用尖头镊子将其焊接至PCB基板上,焊接时需要注意芯片的极性。
(3)连接中间连接线将银浆或金线用压铆机压到LED芯片的引脚上,用烙铁熔化银浆或金线焊接至PCB基板上。
(4)封装用导光管将LED灯条中LED芯片的光线导向所需要的方向,同时再用反光材料和透镜进行封装。
(5)连接电源将电源连接至PCB基板的电源接口上时,需要用万用表检查连线是否正确。
4. LED灯条的注意事项(1)在制作过程中,要注意防静电,避免对LED芯片产生伤害。
(2)焊接时要注意掌握好温度和时间,避免出现焊熔和焊爆等情况。
(3)封装时要注意控制好透明度、散光角度和尺寸等参数。
(4)在使用时注意防水防潮,避免短路和火灾。
5. 总结LED灯条是一种高效节能、环保、寿命长的新型照明产品,制作它所需要的材料和工具比较简单,只需要注意一些细节和注意事项,就能制作出高质量的LED灯条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1)安装后散热片A与散 热片B上©3.2凹槽呈 八字形
2)芯筒上M8螺钉一侧 在凹槽呈八字形下侧
3)主灯每组散热片螺孔 为30个,副灯每组散 热片螺孔为20个
安装上下 灯壳
1)将安装好的铝型材灯 体部分座落在下灯壳中 间的安装框内
2)用M5X12的六角螺 钉将下灯壳与铝型材灯 体部分相互连结
2)在铝基板背面均匀 涂抹导热硅胶或导 热硅脂
3)用M3X6螺钉将铝 基板紧固在散热片 上
4)将©3.2凹槽用热熔 胶密封
导热硅胶或导热硅脂涂 抹
均匀,在0.08~0.13mm
之间;
光源线焊接牢固;
注意光源方向,统一排列; 穿静电服、带静电手腕; 铝基板上孔位与铝型材凹 槽对准;主灯光源板为24颗/板,畐灯为14颗/板;
山东旭光太阳能光电有限公司
XG-QC-Z Y-003-2013
LED灯具作业指导书
文件 编号:XG-JS-ZY-001-2013
版 本:B/0
受控状态:
分发号:
编制:
审核:
批准:
XG-QC-Z Y-003-2013
修改记录
修改条款
修改前内容
修改后内容
修改/日期
批准人/日期
XG-QC-Z Y-003-2013
上透镜
1)透镜底部垫硅垫
2)用M3X10螺钉对准 安装孔上紧
上透镜时不要将透镜损
伤;
穿静电服、带静电手腕;
半成品检 验
1)连接恒流源
2)用摇表测量灯头外 壳、恒流源和输入侧 导线的绝缘
3)接通电源
4)老化48小时
5)半成品实验
1)恒流源、电源连接正 确
2)光源正常点亮
3)相关电参数检测由 原测试热人员执行 检测
3.5采购部配合仓库及时购料。
4.
4.1销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由
技术部编制《物料清单》。下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程
工序名称
操作步骤
技术要求
注意事项
领料
根据《物料清单》在仓 库领取生产所需材料
LED
1.
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.
本标准适用于生产车间LED灯具的制作过程。
3.
3.1技术部负责本标准的编制、修改。。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3)将上灯壳与下灯壳对 应扣合在一起
4)用M6X50螺钉在下 灯壳的沉孔处,将上下 灯壳锁紧固定
1)螺钉紧固要可靠,力 度要适中
2)安装全过程不得损 伤灯壳外表
3)螺钉紧固用力适度, பைடு நூலகம்得用力过度,以免 损伤嵌件
不要划伤灯壳外表面,安 装时应带手套以免污染灯 壳
LED光源
板固定
1)将0.3平耐高温线焊 接在光源板上并在 底孔顺放在凹槽内
《成品入库单》
7.
山东旭光太阳能光电有限公司
XG-QC-Z Y-003-2013
螺栓紧固时不得用力过 度,以免损伤丝孔
安装时应带手套以免污染 灯壳
前罩安装 固定
1)将前下罩用M6X25内八角螺钉固定在 散热片上
2)将铝板用ST4.2X9.5自攻钉在前下罩 内固定
3)并用M2.5X25螺钉 和螺母将上下罩相 连接
各螺钉紧固到位; 前下罩与前上罩连接
M2.5X25螺钉与M2.5
螺母松紧合适,不要紧 坏钩孔;
安装玻璃 罩及灯头 后罩
1)将玻璃穿入散热片 玻璃槽内
2)将后罩与型材接触 面下缘抹硅胶后用
1)灯头后罩和散热片 安装牢固
M6X25内六角螺钉 紧固
3)玻璃与型材边缘打 胶密封
整灯性能 检测
1)检测整灯实际使用 功率
2)检测整灯光效
3)48小时老化试验
5.
《成品检验作业指导书》
6.
《领料单》
《物料清单》XG-JS-JL-006-2013/B/0
4)灯头外壳、恒流源和 输入侧导线之间绝 缘性良好;
恒流源输入输出连接正 确,恒流源无明显噪音
恒流源安
装
1)按图纸在1.5MM铝 板上打孔
2)恒流源背面涂导热 硅脂
3)根据要求用M3X10和螺母在铝板上安 装恒流源
各件均固定到位; 铝板安装孔不能有毛 刺;
主灯每组光源板与一组 恒流源相连,副灯每组 散热片上两组光源板串 联后与一组恒流源相 连;
前罩与散热片间加硅垫 圈;
自攻钉下加平垫圈;
恒流源输 出侧导线 连接
1)剥恒流源输出端导 线线皮
2)将恒流源输出端导 线从热缩管穿过分 别与光源线连接
3)用热风枪吹紧热缩 管后缠防水胶带
4)将所有恒流源输入 线并联,在穿线管内 与电源线连接后热 熔胶密圭寸
1)导线焊接处牢固
2)副灯可不用穿线管
注意恒流源的输入输出, 不要颠倒,穿静电服、带 静电手腕
1)注意恒流源的输入输 出方向同侧
2)主灯恒流源为6个,副 灯为2个,安装位置居 中
3)接头用热缩管密封
塑料灯罩 修磨打孔 及灯具修 补
1)去除塑料罩毛边
2)前上罩用©3钻头比 照卡口打孔,卡扣与 上罩凸台上缘对其, 用M3X8螺钉和螺 母紧固卡口
3)用©3钻头在上罩上
卜两连接部分通孔
4)用704等硅胶封住 灯具落水处
光源要轻拿轻放
数量要与清单相符
型材清理
清理铝型材表面的杂物
型材表面无杂物,洁净
安装铝型
材
1)将散热片A和散热 片B凸缘分别穿入 芯筒燕尾槽内
2)用M5X10内六角螺 钉紧固散热片与芯 筒
3)将M8X16内六角螺 钉装在芯筒上
4)将型材与芯筒下边 缘打胶密封
1)不要磕碰铝型材,
2)以免破坏阳极氧化 层
毛边清理干净; 检查卡口松紧是否合 适;
各件均固定到位; 漏水处封胶完美
1)检查卡口扣合是否合 适
2)漏水处是否密封完毕
安装前后 端盖与插
板ABC
1)将插板ABC插入灯 体翅片上部的相应 插槽内
2)用M6X20的螺栓在 前后端盖相应沉孔 处将端盖与灯体连 接紧固
3)螺栓应配有弹簧垫 片及平垫片
4)端盖与灯体相对吻 合后方可进行紧固