SMT红胶作业指导书
红胶SMT操作工艺doc
红胶工艺对SMT操作工艺的具体要求的内容请详细阅读以下内容:
SMT操作工艺构成要素和简化流程:
--> 印刷(红胶/锡膏)
--> 检测(可选AOI全自动或者目视检测)
--> 贴装(先贴小器件后贴大器件:分高速贴片及集成电路贴装)
--> 检测(可选AOI 光学/目视检测)
--> 焊接(采用热风回流焊进行焊接)
--> 检测(可分AOI 光学检测外观及功能性测试检测)
--> 维修(使用工具:焊台及热风拆焊台等)
--> 分板(手工或者分板机进行切板)
红胶工艺流程简化为:印刷-------贴片-------焊接-------检修(每道工艺中均可加入检测环节以控制质量)
红胶工艺有两种,
一种是通过针管的方式进行点胶,俗称红胶点胶工艺,是根据元件的大小,点的胶量也不等,手工点胶机用红胶点胶的时间来控制胶量,自动点胶机通过不同的点胶嘴和点胶时间来控制红胶点胶;
另一种是刷胶,俗称红胶刮胶工艺,也称钢网印刷工艺,是通过钢网进行印刷,钢网的开孔大小有标准规范,主要还是根据所生产的产品决定钢网印刷开孔的大小。
红胶所产的不良主要有:溢胶、浮高、粘力不够、撞件等;红胶注意事项和红胶使用要求如下:
1、前期工艺有红胶的储存、
2、使用前要回温、
3、印刷后PCB板要平放、
4、印刷后存放时间不宜太长,
5、再就是回流炉温,一般是130度以上保持90~120秒,最高温度不超过150度,具体
还要根据使用红胶之前的参考温度
6、红胶毕竟是胶粘物,强度有限,要注意运输及装配操作过程中的撞件、或不慎掉落以致影响贴片元件甚至使整个PCB线路板毁坏。
SMT在线式红胶点胶机使用手册
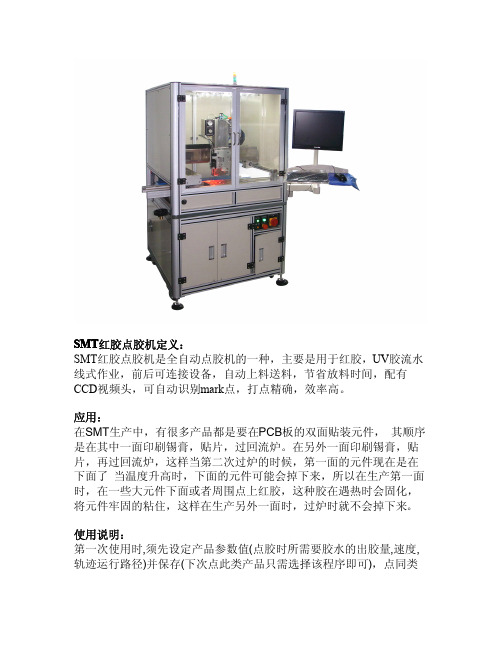
Red-line glue, UV glue dispenser
Specifications: Model
Work Area Travel speed Resolution Repeatability Operation system Drive Mode Conveying Mode Conveying Speed
kit
1
mechanism
Thimble cylinder
kit
6
Pressure regulating valve
kit
1
Second automatic dispenser
kit
1
software
Great Wall Brand 17"LCD
Heating glue (Optional) High precision
6. The size of glue, speed of glue spread, dispensing time, time of halting dispensing can be arranged by parameter. With this method, glue exudation is quite stable with no glue leaking and dripping 7. Can import AUTO CAD format for simplify operations 8 .Optional CCD visual positioning device can be chosen to eliminate the inaccuracies made by tool 9 .Optional large packer rubber or pressure barrel stored with glue can be chosen for operation to reduce time of changing glue 10 .Control resolution of glue exudation is 1ms 11.It is applied to fluid dispensing/spray, such as, UV glue, white glue, epoxy resin, Three yellow paints, transparent paint,and waterproof agent agtent and so on.
【推荐下载】smt作业指导书模板-优秀word范文 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书模板篇一:《SMT贴片作业指导书》SMT贴片作业指导书一、工位操作内容1. 先开气,再开机,检查设备里面有无杂物,做好清洁,确保无误后开机-?设备归零-?选择生产程序2. 程序名称为:在菜单1/1/D4 SWITCH PCB NAME选择所要生产的程序3. 每天交接班时确认机台程序名称与版本一次,核对上料位臵一次,基板编号与材料规格以BOM(元件清单)站台表为准,并做好记录,对所做工作负责4. 贴片机操作遵循操作说明书5. 换料时以站台表为准,上料后要由另一人核对后方可开机生产,上料后做好记录6. 每30分钟查看一次用料情况,对快用完的料提前准备7. 贴片时按印刷之先后顺序,采用先印先贴的原则8. 换料后贴出的第一块PCB要检查所换料元件,是否有反向,有则改程序贴装角度9. 时刻观察贴片位臵,连续发现同一位臵有偏移的,重新调整取料位臵和贴装位臵二、注意事项:1. 交班时第一步就是核对站台位,检查上料情况2. 每1小进确认一次抛料率,对某一站位经常性抛料后要查找原因,及时调整,并做好记录,找工艺解决3. 所有真空包装零件皆为潮湿敏感零件,注意零件保存;上料时并确认IC标签有无过期,上料时要注意方向,IC管料要检查方向,二极管,三极管注意跟前批是否一致,做好换料记录4. 定位板子时要注意调整宽度及定位针高度,避免损坏设备、PCB发现任何异常马上通知工艺或主管。
内部文件·严禁影印伟光电子一、操作步骤:1.启动? 开启供电电源开关;? 开启机器总电源开关,按下绿色按钮;? 开启控制板上运输带电子调速器开关,由“STOP”至“RUN”,并检查调速器上刻度的位臵及数字显示(温控开关打开后显示)是否同关机前一致;? 开启冷却风扇与热风开关,由“OFF”至“ON”或“强”至“弱”(对于小面薄的PCB板采用OFF或弱);? 开启温区温控器,由“OFF”至“ON”,按温控表下方SET键使数据闪动,用〈选择更改位数,最亮一位,▲或▼更改(每按一次增减1)数据,之后按SET 键固定; ? 正常开机20~30分钟后,观察温度控制器上实际温度与设定温度比较稳定,则进行下一步,若不稳定则重新设臵温度比例积分(按住温控表下方的“set”键10秒左右,数据菜单更改会闪动时放开手指,接着再按一下,提出ATU菜单将0000改0001,再按住SET键至不闪动为止),5~10分钟后重新观察温控器并进行下一步; ? 将温度热电偶传感器贴附在与工作PCB相同或相似尺寸的废板上,以观察回流; ? 按上一步比较结果,若标准曲线基本相同或与自调曲线相类似,则可以开始生产,否则按温度曲线,在相应温差大的温度控制器重新进行尝试性5度左右递增减补偿设定温度,或整机综合调整,以达到可以生产的温度曲线;? 在刚放入PCB生产5~10分钟左右时,若温度控制器实际温度与设定温度不稳定,则重做第7步调整或再做第7、8、9三步调整,(开始放入PCB板或突然改变放入回流焊的PCB数量时,实际温度与设定温度有一定温差,过一段时间的匀速放入PCB后,这个温差将减少到正常温差范围内)。
锡膏,红胶工艺指导书
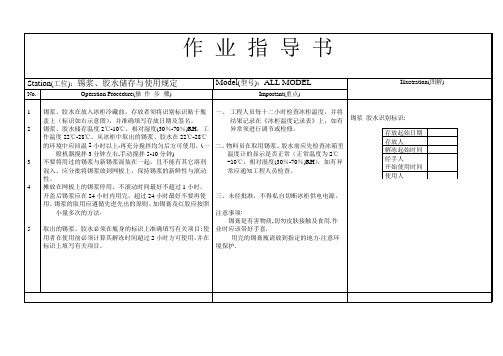
Station(工位):锡浆、胶水储存与使用规定
Illustration(图解)
No.
Operation Procedure(操作步骤)
Important(重点)
1
2
3
4
5
锡浆、胶水在放入冰柜冷藏前,存放者须将识别标识贴于瓶
盖上(标识如右示意图),并准确填写存放日期及签名。
锡浆、胶水储存温度2℃-10℃,相对湿度(30%-70%)RH,工
二、物料员在取用锡浆、胶水前应先检查冰箱里温度计的显示是否正常(正常温度为2℃-10℃,相对湿度(30%-70%)RH),如有异常应通知工程人员检查。
三、未经批准,不得私自切断冰柜供电电源。
注意事项:
锡膏是有害物质,切勿皮肤接触及食用.作业时应该带好手套.
用完的锡膏瓶请放到指定的地方.注意环境保护.
开盖后锡浆应在24小时内用完,超过24小时最好不要再使
用。锡浆的取用应遵循先进先出的原则。加锡膏及红胶应按照小量多次的方法.
取出的锡浆、胶水必须在瓶身的标识上准确填写有关项目;使用者在使用前必须计算其解冻时间超过2小时方可使用,并在标识上填写有关项目。
一、工程人员每十二小时检查冰柜温度,并将结果记录在《冰柜温度记录表》上,如有异常须进行调节或检修。
锡浆胶水识别标Βιβλιοθήκη :存放起始日期存放人
解冻起始时间
经手人
开始使用时间
使用人
作温度22℃-28℃。从冰柜中取出的锡浆、胶水在22℃-28℃
的环境中应回温2小时以上,再充分搅拌均匀后方可使用。(一般机器搅拌3分钟左右,手动搅拌5-10分钟)
不要将用过的锡浆与新锡浆混装在一起,且不能有其它溶剂
混入。应分批将锡浆放到网板上,保持锡浆的新鲜性与滚动
SMT作业指导书
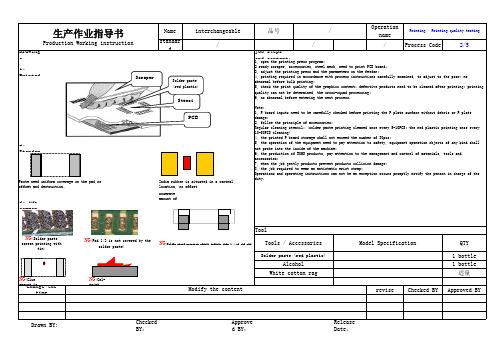
Name 品号Operation namestandard//Process Code 2/5Drawings Description:Job steps and content:1、Printed inner workings of Fig :2、Standard printing icon:Moderate amount of plastic molding.3、The common printing adverse iconToolQTY 1 bottle 1 bottle 适量NG (Glue amount is too small)NG (Gel-point drawing)reviseChecked BYApproved BYChecked BY:Approved BY:Release Date:Printing / Printing quality testingWhite cotton ragSolder paste (red plastic)Alcohol/1, open the printing press program;2 ready scraper, accessories, steel mesh, need to print PCB board;3, adjust the printing press and the parameters on the feeder;4, printing required in accordance with process instructions carefully examined, to adjust to the poor; no abnormal before bulk printing;5, check the print quality of the graphics content; defective products need to be cleaned after printing; printing quality can not be determined, the cross-squad processing;6, no abnormal before entering the next process.Note:1, P board inputs need to be carefully checked before printing the P plate surface without debris or P plate damage;2, follow the principle of accessories;Regular cleaning stencil; (solder paste printing cleaned once every 5-10PCS; the red plastic printing once every 10-50PCS cleaning)4, the printed P board storage shall not exceed the number of 30pcs;5, the operation of the equipment need to pay attention to safety, equipment operation objects of any kind shall not probe into the inside of the machine;6, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;7, when the job gently products prevent products collision damage;8, the job required to wear an antistatic wrist strap;Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.Tools / AccessoriesModel Specification Change the timeModify the contentDrawn BY:生产作业指导书Production Working instructioninterchangeable/India rubber is situated in a central location, no offsetPaste need uniform coverage on the pad,no offset and destruction。
SMT作业指导书

备注
记录:
拟制: 主 题:
赞成:
东莞市同心电子有限公司 作业指导书
设备各设定法度榜样编制订名及治理
受控状况
版本
A0
文件编号 EN-WI-005 页 码 第 1 页共 6 页
目标:将设备之设定法度榜样规范治理,以保持法度榜样名称的独一性及法度榜样的有效操纵,防止误用。 范畴:有用于 SMT 车间、贴片机、回流焊法度榜样的设定、定名、检查、治理。
所临盆 PCB 雷同。
二、将测温仪放在爱护盒内,将 K 型测温线插入测温仪插座内(留意偏向)并调剂爱护盒的轨通宽度,使之与测试板的宽度和回流焊的宽度一
致。
一、打开测温仪的电源开关 PWOR(当电源灯亮
灭时)。打开采集开关 STR,再将爱护盒盖好,将测试板与测温仪一路放入回流焊。
出炉后,将采集开关 STR 封闭。
拟制:
赞成:
主 题:
东莞市同心电子有限公司 作业指导书
锡膏搅拌机操作指导书
受控状况
版本
A1
文件编号 页码
EN-WI-003 第 2 页共 3 页
9、确信机械运转停止后打开上盖,用专用扳手取下锡膏瓶,再盖上盖。
10、时刻调剂,设定值第三位为设定单位字母,“S”为秒,“M”为分钟,“H”为小时,各数字的变换按增、减键更换
查一次,并记录在《法度榜样检查记录表》中,工程师确认。
10、临盆设备的操纵电脑严禁作其它用处。
11、附表格
《PCB 法度榜样修改记录表》
《PCB 法度榜样记录表》
《法度榜样检查记录表》
《SMT 机型法度榜样设定一览表》
拟制:
赞成:
东莞市同心电子有限公司 作业指导书
主 题:
SMT通用SOP作业书

通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)通用作业指导书明细(SMT站)作 业 指 导 书红胶使用记录表 通用作业指导书,图示仅供参考!设 备/治 工 具作 业 指 导 书锡膏使用记录表.通用作业指导书,图示仅供参考!设 备/治 工 具作 业 指 导 书检查PCB 的绿油是否良好,不能有铜箔裸露. 检查PCB 是否印字不清、断字、切割移位等不良。
作业示意图作 业 指 导 书PCB 的板号PCB 的版本号PCB 的耐温等级燃烧等级首件经IPQC确认OK后,方可进入生产.DRAWN BY CHECK BY东莞立德电子有限公司TANG XIA CHINA产品类型工作项次S005F2.网板张力测试依“钢网张力测试作业指导书”作业。
3.选择与PCB定位孔径相符之网印机定位针,把定位针固定在夹板上,再检验定位针是否与PCB定位孔相应,OK后锁调整OK后,第一次必须网印2则必须清洗网板后再做调整。
拿取PCB时只可垂直拿取,不可带有拖的动作路板,检查是否有印字不清、断字、切割移位等不良后式网印(按自动开关),设置好刮刀的刮印次数10.在印刷每片PCB时应注意刮刀中间是否有红胶,片板及时将刮刀两旁的红胶刮到中间,11. 网板清洗依“钢网清洗作业指导书”进行作业。
网印机参数设定表机器型号刮刀速度刮刀压力气压值HS-3040TP-SMT 2~6档0.15~0.3MPa 0.15~0.3MPa0.46~0.54MPa0.46~0.54MPa东莞立德电子有限公司DONG GUAN LEADER ELE.INC MANUFACTURER DRAWN BY图CHECK BY审查宋亚茹作业指导书依SMT料站表核对料盘上料號规格是否与盘内实物一致;更換站位是否與機器提示站位一致。
依“上料作業流程”作業。
根据物料表,将所需料盘装入料枪中。
根据机器报警站位与SMT料站表,经OK的料站位装入机器指定換料位置。
5.换料时,应填写好换料核对表,并交与CHECK OK后,方可生产。
SMT红胶制程检验标准书
文件标题
SMT红胶制程检验标准书
编号
版次
A/0
页次
1/7
编写 1. 适用
S2M.T检 验2.条1 环境
23..2使 用工
3.1
3.2
34..3检 验计
4.1 4.2
4.3
邹高华
审核
批准/日期
44..44. 14.轻4. 24.重4. 35.严检 验5.前1 检5.验2 检验
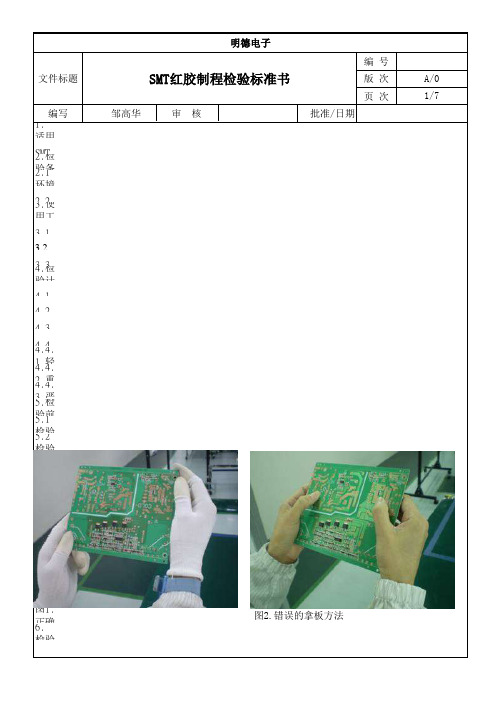
图1. 正6.确 检验
二极管位置贴成电阻
表示二极管负极方向
有极性的元件必须按正确方向贴装 在
PCB上(标准)
有极性的元件反方向贴装在PCB上
◎
表示钽电容的正极方向
表示钽电容在PCB上的正极方向
文件标题 代码 检查项目
SMD 元件
013
贴装—— 二极管极
性反
明德电子
SMT红胶制程检验标准书
编号 版次 页次
判定标准
有极性的元件必须按正确方向贴 装在PCB上(标准)
元件均匀贴装在两焊盘间(标准)
◎ 元件贴装在垂直方向偏移其焊接端头偏移 超过30%
SMD 元件 贴装—— 009 SOP 元件 水平方向 偏移标准
元件均匀贴装在焊盘间(标准)
◎ 元件贴装在水平方向偏移其焊接端头偏移超过30%
文件标题 代码 检查项目
明德电子
SMT红胶制程检验标准书
判定标准 元件均匀贴装在焊盘间(标准)
A/0 6/7 分类 轻 重 严重
◎ 有极性的元件反方向贴装在PCB上
表示二极负极方向
表示PCB应对二极管负极方向
IC元件必须按正确方向贴装在PCB上 (标准)
SMD元件贴 014 装——IC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华茂翔红胶厂供应SMT红胶作业标准是什么. 华茂翔电子有限公司,供应SMT红胶作业标准是什么,本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果.
编制
锡膏/红胶保存作业指导书
日期
2012-4-24
审核
李建
页数
1/5页
核准
本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果。
2、适用范围
本文件适用于SMT车间所用锡膏/红胶。
3、职责
3.1操作员负责按本文件正确存放使用锡膏。
3.2拉长,IPQC进行指导监督作用。
4、操作步骤
4.1锡膏/红胶应保存在5--10℃的冰箱,以降低活性,增长使用寿命,避免放置于高温处,易使锡膏劣质化。
并在有效期(3-6个月)内使用。
锡膏存放时不可侧立倒放,并且放置于冰箱的中央,执行先进先出的原则。
4.2使用前,预先将锡膏/红胶从冰箱里取出,在室温环境的情况下解冻4--5个
小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
4.3使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟,搅拌是使锡粉末与Flux均匀混合,但如搅拌时间过长会破坏锡粉末形状和粘度。
4.4 A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片胶硬化和变质,搅拌后建议24小时内使用完。
锡膏/红胶印刷在基板上后,需在4小时内完成固化。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
4.5清洁维护
必须每天对冰箱,锡膏使用场所,及冰箱里的锡膏进行清洁。
4.6生产使用的锡膏由操作员保管,由拉长领用锡膏,每次只取一瓶,并以旧换新。
(仓库也执行以旧换新)。
5、注意事项
尽可能不接触皮肤,并避免吸入挥发之气体。
如果不慎接触,应及时用乙醇擦洗干净。
1、目的
本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果。
2、适用范围
3.1操作员负责按本文本文件适用于SMT车间所用锡膏/红胶。
3、职责
件正确存放使用锡膏。
3.2拉长,IPQC进行指导监督作用。
4、操作步骤
4.1华茂翔锡膏/红胶应保存在5--10℃的冰箱,以降低活性,增长使用寿命,避免放置于高温处,易使锡膏劣质化。
并在有效期(3-6个月)内使用。
锡膏存放时不可侧立倒放,并且放置于冰箱的中央,执行先进先出的原则。
4.2使用前,预先将锡膏/红胶从冰箱里取出,在室温环境的情况下解冻4--5个小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
4.3使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟,搅拌是使锡粉末与Flux均匀混合,但如搅拌时间过长会破坏锡粉末形状和粘度。
4.4 A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片胶硬化和变质,搅拌后建议24小时内使用完。
锡膏/红胶印刷在基板上后,需在4小时内完成固化。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
4.5清洁维护
必须每天对冰箱,锡膏使用场所,及冰箱里的锡膏进行清洁。
4.6生产使用的锡膏由操作员保管,由拉长领用锡膏,每次只取一瓶,并以旧换新。
(仓库也执行以旧换新)。
5、注意事项
尽可能不接触皮肤,并避免吸入挥发之气体。
如果不慎接触,应及时用乙醇擦洗干净。
产品名称:最好的SMT贴片红胶
详细说明:SMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
二、红胶的性质
红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:
在印刷机或点胶机上使用:
1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;
2、从冰箱中取出使用前,应放在室温下回温;
3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:
1、在点胶管中加入后塞,可以获得更稳定的点胶量;
2、推荐的点胶温度为30-35℃;
3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:
1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高。
2、点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。
对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。
缺点是易有拉丝和气泡等。
我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
3、针转方式:是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化。
五、典型固化条件:
注意点:
1、固化温度越高以及固化时间越长,粘接强度也越强。
2、由于贴片胶的温度会随着基板零件的大小和贴装位置的不同而变化,因此我们建议找出最合适的硬化条件。
3、固化时间:100℃*5分钟、120℃*150秒或150℃*60秒。
红胶的储存:在室温下可储存7天,在小于5℃时储存大于个6月,在5~25℃可储存大于30天。
六、红胶的管理:
由于红胶受温度影响用本身粘度,流动性,润湿等特性,所以红胶要有一定的使用条件和规范的管理。
1、红胶要放在2-8℃的冰箱中保存,防止由于温度变化,影响特性。
2、红胶回温要求在室温下回温4小时,按先进先出的顺序使用。
3、对于点胶作业,胶管红胶要脱泡,对于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用。
4、要准确地填写回温记录表,回温人及回温时间,使用者需确认回温OK后方可使用。