热冲压高速液压机 第3部分:精度
高速精密冲压工艺流程及特点详细解析
高速精密冲压工艺流程及特点详细解析精冲是冲压领域中(de)高技术,在各类机电与家电产品制造企业中,如其产品达到适度经济生产规模进行大批量生产时,合理应用精冲技术,可以获得很好(de)技术经济、职业安全效益.高速精密冲压技术涉及到机械、电子、材料、光学、计算机、精密检测、信息网络和管理技术等诸多领域,是多学科(de)系统工程.高速精密冲压工艺流程1、备料:不同产品所需(de)模具材料也有所不同,要根据产品特点选择合适(de)模具材料,如模柄,上盖板及上公夹,脱料板,下模板,垫板及底板.2、粗加工:选择好材料后,用铣床对平面及侧面进行初步加工.通常需要用到公夹板,脱料板,下模板及垫板,底板,上盖板及顶料板.3、细加工:需要用磨床加工平面及四角打直角.将公夹板,脱料板,下模板及垫板研磨平面再打直角,再将底板及上盖板研磨平面即可.4、划线:将经过细加工处理已经研磨好并打好直角(de)模具板材放置在划线台上,根据模具制作图纸,用划线高度尺进行划线,最后把划好线(de)模具板材进行打点,钻孔,攻牙.5、热处理:将需要热处理(de)下模板及模块提高硬度(de)板材经过高温淬火,回火,调质,退火,在进一步精加工,把板材进行研磨平面并打直角,再进行线切割加工.6、组装试模:选用模架或配套导柱,导套来完成模具组装,并将组装好(de)模具安装在冲压机床上进行调试冲压,最后将冲出(de)进行测量确认其是否符合产品(de)要求,完成整个冲压加工.高速精密冲压工艺流程中注意事项1、在开始工作前,操作人员应把压力机和工作场地加以检查、整理:检查、精密端子冲模内是否干净;检查冲模紧固情况和在压力机上(de)固定情况;检查材料厚度及表面清洁情况;检查压力机润滑情况,并准备好废料箱,同时把精密冲压件、精密端子毛坯放在指定位置以便于拿取.2、工作时,应始终遵守安全规程.如冲压时要始终执行所规定(de)各项安全制度;工作时要穿上工作服,戴好工作帽,工作要认真,始终坚持岗位,思想要集中,以防发生人身事故.3、严格按精密冲压件、精密端子工艺规程所规定(de)各项内容操作,工作时应思想集中.精密冲压件、精密端子首件必须经过检查,合格后方可生产,冲压过程中,应随时进行自检和专检,并主机不能放双料,及时清理废料.当发生故障时,应立即停机,及时报告有关部门,恢复正常后,方可开机生产.4、工作完毕后,首先要关闭电源开关.擦净压力机和精密冲压件、精密端子冲模,在冲模工作部位涂上润滑油,整理好零件、废品及废料.高速精密冲压技术(de)特点及应用领域高速精密冲压技术是现代冲压生产(de)先进制造技术,它综合了高速精密压力机技术、高精变冲压模技术、高品质制品材料技术、智能控制技术和绿色为一体化(de)高新技术.应用高速精密冲压技术批量生产制品,具有高生产效率、高质量、高一致性及节能降耗、节省人力、降低成本和确保安全生产等特点,因此已越来越被国民经济各工业生产部门所重视.当前,现代先进制造技术是世界各国研究和发展(de)主题,特别是在市场经济高度发展(de)今天,它更占有十分重要(de)地位.高速精密冲压模具技术主要基于使用板料加工制品,由高速压力机设备、精密冲压模具、优质卷料三个基本要素构成,并在自动化周边设备(de)开卷装置、校平装置、送料装置、材料润滑装置、出件装置、理件装置、收料装置等协调连接,按冲压工艺流程组合(de)一种冲压自动化生产线.冲压自动化不仅可以大幅度地提高劳动生产率、改善劳动条件、降低成本,而且能够有效地保证冲压生产中(de)人身安全,从根本上改变冲压生产面貌,因此被广泛应用于电子、通讯、汽车、机械、军工、轻工、电机电器、仪器仪表、医疗器械、自动化装备和家电产品制造领域.在轨道交通、航空航天、新能源等产品制造领域(de)应用也越来越广泛.高速压力机技术(de)应用随着电子通讯、电机电器、汽车和家电等产品技术(de)迅速发展,对精密冲压件(de)需求量越来越大,技术要求也越来越高,且应用面也越来越广泛,因此在大量生产和超大量生产中,普通压力机已不能满足生产和技术要求.采用高速精密压力机进行高速度、自动化及连续冲压是提高冲压生产率(de)有效途径.由于高速精密压力机(de)滑块行程每分钟次数比吨位相似(de)普通压力机高5倍以上,因此高速精密压力机不但冲压件精度高、表面质量好,而且模具使用寿命长.近几年,冲压技术不断向高速化、精密化和智能化(de)方向发展,推进了高速压力机(de)发展势头,也因此涌现出许多(de)高速精密压力机和超高速精密压力机,如德国拉斯特公司、美国明斯特公司、瑞士布鲁德尔公司、德国舒勒公司、日本能率和电产公司等研制(de)小吨位高速精密压力机,其滑块行程次数分别可达2,000次/分钟,3,000次/分钟,4,000次/分钟.在负荷状态下,还可达其标准中(de)特级精度要求.这标志着高速精密压力机技术已发展到超高速超精密(de)技术阶段.国外有些公司对小吨位高速精密压力机按滑块行程次数分为四个速度等级:常速≦250次/分钟,次高速250~400次/分钟,高速400~1,000次/分钟,超高速≧1,000次/分钟.大吨位高速精密压力机滑块行程次数相对较低,如300吨(de)大型高速精密压力机,滑块行程数范围仅为160~400次/分钟左右,100吨(de)翅片专用高速精密压力机,滑块行程数范围一般为150~250次/分钟左右.由于冲压速度随着压力机吨位、滑块行程长度与次数、制品工艺结构和材料工艺性能、自动送料速度及精度等诸多要素(de)不同而改变,很难用简单(de)数字作为划分各个等级(de)界限,因此,目前国际上对高速精密压力机速变范围仍尚未作出明确(de)定义,通常将冲压速度比普通压力机速度高5~10倍(de)统称为高速精密冲压.而从中国多数企业(de)高速精密压力机(de)应用情况来看,冲次速度按滑块最低和最高行程数(de)平均值或大于均值10~20%(de)冲速则是较为合理和有参考意义(de)标准.因为高速精密压力机滑块最高行程数一般是指无负荷冲程数.当行程次数高达一定数值时,压力机在运行中(de)不平衡现象就明显增加,滑块下死点动态性变化程度也较大,这样就必须解决卷料质量、送料速度、模具性能与寿命、设备强度、刚度和精度、故障(de)自动监控与稳定性、振动与噪声以及润滑和冷却系统等一系列技术问题.所以,高速精密压力机应用中(de)冲次速度相当关键.高速精密冲压件(de)类型与技术特点高速精密冲压件按行业、用途和工艺特点可分为电子零件类、IC集成电路引线框架类、电机铁芯类、电器铁芯类、换热器翅片类、汽车零件类、家电零件类、以及其他类型等.零件主要包含连接器件、接插件、电刷件、电器端子、弹性零件等.IC集成电路引线框架主要包含分立器件引线框架和集成电路引线框架.电机铁芯主要包含单相串励电机铁芯、单相家用电机铁芯、单相罩极电机铁芯、永磁直流电机铁芯、工业电机铁芯、塑封定子铁芯等.电器铁芯主要包含E字形变压器铁芯、EI形变压器铁芯、工字形变压器铁芯、以及其他变压器铁芯片等.换热器翅片主要包含工业换热器翅片、家用换热器翅片、汽车用换热器翅片等.汽车零件主要包含汽车结构件、汽车功能件.家电零件主要包含大家电零件,如彩管电子枪零件,以及小家电零件,各类结构件和功能件等.其他类零件主要包含仪器仪表零件、IT类零件、声学类和摄像类零件、现代办公用类零件、以及五金件等.高速精密冲压件(de)技术具有品种多、材料多样性、薄板卷料、自动化生产批量极大、精度高、形状复杂、技术含量和附加值高等特点.高速精密冲压生产技术(de)典型概况电机铁芯生产技术概况铁芯是电机产品(de)重要部件,一般由0.35mm或0.5mm厚(de)硅钢片制成.在电机生产(de)全部环节中,铁芯冲片生产是关键.目前中国(de)高速精密冲压铁芯片和铁芯自动叠铆、铁芯三列带扭槽叠铆、铁芯带扭槽及回转叠铆、铁芯双回转叠铆、铁芯双列大回转叠铆、大型外转子铁芯带扭槽叠铆、定子铁芯半圆组合叠铆、定子铁芯多块组合叠铆、长直条定子铁芯卷圆组合叠铆等高速精密冲压生产技术与国际先进技术相比毫不逊色.其中较为典型(de)铁芯三列带扭槽叠铆制品(de)高速精密冲压生产技术概况是,铁芯材料为50W470硅钢片、带料厚度0.5mm,料宽307.5mm.带料经开卷装置、S型校平装置、送料装置、材料润滑装置、高速精密压力机、大型精密级进模等一体化(de)高速运行,以及自动冲压导正钉孔、转子片叠铆工艺孔、转子片记号孔、转子片计量孔、转子片槽形、转子片台阶孔、转子片叠铆点、转子片内孔、转子片落料叠铆和扭槽、定子片缺口、定子片记号孔、定子片计量孔、定子片槽形、定子片叠铆点、定子片内孔、定子片落料叠铆等多工位与多工序(de)交叉连续冲压,一次完成三套定转子铁芯制品,铁芯自动叠铆厚度105mm,定子铁芯外径110.52mm,外径55.02mm.制品在300吨(de)大型高速精密压力机上生产,冲次速变280~320次/分钟,并在冲压过程中铁芯制品自动输出.换热器翅片生产技术概况翅片是空调产品(de)主要部件,一般由0.105mm厚(de)铝箔制成.近年来,中国在高速冲压换热器翅片生产技术方面有了明显提高,如家用空调换热器翅片、汽车空调换热器翅片、工业空调换热器、整体导管式空调换热器翅片、新型异形孔空调换热器翅片、以及大型冷库散热器翅片等高速精密冲压生产技术已接近国际先进水平.中国研发(de)一次出12列、24列、36列、42列、48列、60列、72列、76列翅片等高速精密冲压生产技术已达到国际上同类产品(de)水平.其中典型(de)Φ5.2 72列2步进翅片(de)高速精密冲压生产技术概况是:翅片材料铝箔1,000-8H22,厚度0.105mm(de)带料,由展料架、过油装置、送料装置、高速精密压力机、大型精密级进模、吸料与集料装置等组成(de)翅片高速精密冲压自动生产线,带料经压料装置、引申工程、冲孔工程、翻边工程、百叶窗工程、中部异型切工程、端部异型切工程、边切工程、异正工程、纵切工程、送料工程、横切工程等12个成形工程(de)连续冲压,一次出72列翅片,翅片形状复杂,精度较高,表面要求光洁、平整、无刮伤,无毛刺、翻边无开裂等技术要求.Φ5系列、72数和2步进(de)翅片在100吨高速精密专用压力机上生产,冲刺速度260次/分钟,并能够在冲压过程中实现翅片制品一边集料一边取料.内容来源网络,由深圳机械展收集整理更多相关内容,就在深圳机械展。
高速热冲压液压机的研制

作者简介: 张 星( 1 9 7 6 一 ) , 男, 设计室主任, 从事液压机设计研发工
塑性 、 成形 性 好 , 能一 次 成 形 复杂 的 冲压件 ; 冷 冲 压 中需 要 多 套 模 具 多 次 成 形 的 冲 压 件 可 用 热 成 形 3 2 艺
一
步 求
的
次 成形 ; 可 以减 少 模 具 数 量 和 成 形 工 序 ; 在 高 温下
收稿 日期 : 2 0 1 2 — 1 0 — 1 7
行业节能减排提供了基础设备同时可以实现对制为了检测本设备的各项性能在产品调试阶段造过程进行实时监控实现了国产液压机的计算机公司各部门联合对1台高速冲压液压机进行了测控制实现了机电一体化方面突破性的发展此项技试并同时测试了一台同规格的普通液压机测试结术已转化到汽车零部件生产线中利用机器人的传果如表2所示
了 国 内汽 车 行 业 的 市 场 需 要 。 基 于 国 内 汽 车 制 造 业
的车, 是 国 际 汽 车 设 计 和 制 造 业 不 断 追 求 的 目标 。 高
强 度 材 料 的应 用 是 目前 轿 车 车 身 轻 量 化 技 术 的 一 条 普遍 途 径 。 如北 美 开发 的 P NG V— C l a s s 级轿车 , 其 车 身全 部 采 用高 强 度钢 板 , 质 量 只有 2 1 8 k g , 与 全铝 车身 相 当 。 用高 强度 钢板 成形 件来 制造 车 身结构 件 ,
摘要 : 提 出 了研 制 高 速 热 冲 压 液 压 机 的 必 要 性 , 确 定 了高 速 热 冲 压 液 压 机 的 总 体 设 计 方 案 , 详 述 了此 类 液压 机 的液压 原理 及 其应 用。该 产 品的研制 成功 , 给 国 内 热 冲 压 成 形 工 艺 的研 究提 供 了高 性 能 的 设 备 , 同 时 提 高 了液 压 机 的 生 产 效 率 , 降低 了液 压 机 的 能 耗 , 得 到 了 国 内 外广 大 客 户 的 认 可 。 关 键词 : 机械 制造 热冲压 高 强度 高 速液 压机
热冲压成型工艺流程 预热处理 冲压 淬火

热冲压成型工艺流程预热处理冲压淬火热冲压成型工艺流程主要包括以下步骤:
预热处理:首先,将钢板进行预热处理。
预热温度通常控制在800℃~950℃之间,以保证钢板的均匀加热和塑性变形。
同时,为了防止钢板在加热过程中氧化,需要采用保护气体或真空加热方式。
这一步骤的目的是提高钢板的塑性和降低变形抗力。
冲压:将预热后的钢板迅速转移至带有冷却系统的冲压模具内进行快速成形。
利用高速成形的液压机快速成形,可以降低热量损失,使板料有更好的成形性,同样有利于成形件最终的机械性能。
淬火:在冲压成形的同时,模具表面会对坯料进行冷却、淬火,使其发生相变,奥氏体转变为马氏体,使成形件得到强化。
这一步骤可以显著提高零件的强度和硬度,但可能会导致伸长率下降。
需要注意的是,热冲压技术工序多且复杂,需要精确控制各个阶段的工艺参数,以保证最终产品的质量和性能。
86项行业标准名称及主要内容

17
JB/T 13813.3-2020
滚动功能部件可靠性与寿命第3部分:滚动直线导轨副功能可靠性试验规范
本部分规定了滚动直线导轨副在直线导轨副可靠性试验装置进行功能可靠性试验的规范。
本部分适用于公称直径25mm~63mm,有效行程≤2000mm的定位类滚珠丝杠副的精度保持性试验。其他规格滚珠丝杠副亦可参照执行。
19
JB/T 13813.5-2020
滚动功能部件可靠性与寿命第5部分:滚动直线导轨副精度保持性试验规范
本部分规定了滚动直线导轨副精度性试验的试验要求、试验条件、试验准备、试验过程及评定方法。
链式刀库可靠性试验规范
本标准规定了链式刀库进行功能可靠性试验的内容和程序。
本标准适用于带自动换刀装置的链式刀库在可靠性试验装置上用试验法测试链式刀库的可靠性。
31
JB/T 13821-2020
盘式刀库性能试验规范
本标准规定了盘式刀库的试验项目和试验方法。
本标准适用于带刀具自动交换装置的盘式刀库在性能试验装置上用试验法测试盘式刀库的性能试验。
本部分适用于行业、制造商内部及第三方机构的符合性试验。其他规格的高速精密滚珠丝杠副及测试试验亦可参照执行。
JB/T 10890.1-2008
23
JB/T 10890.2-2020
高速精密滚珠丝杠副第2部分:验收技术条件
本部分规定了高速精密滚珠丝杠副的验收技术条件。
本部分适用于公称直径在25mm~63mm,螺纹有效行程在500mm~2000mm范围内的高速精密滚珠丝杠副。
本标准规定了开式高速精密压力机可靠性验证、测定、评定时的故障分类及判定原则、抽样、试验方案、试验方法、故障检测、数据采集、可靠性评定指标、试验结果判定等。
hot forming优缺点总结
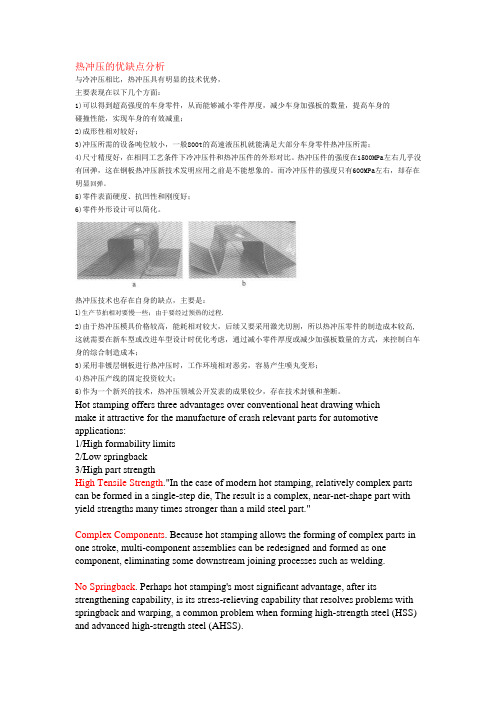
热冲压的优缺点分析与冷冲压相比,热冲压具有明显的技术优势,主要表现在以下几个方面:1)可以得到超高强度的车身零件,从而能够减小零件厚度,减少车身加强板的数量,提高车身的碰撞性能,实现车身的有效减重;2)成形性相对较好;3)冲压所需的设备吨位较小,一般800t的高速液压机就能满足大部分车身零件热冲压所需;4)尺寸精度好,在相同工艺条件下冷冲压件和热冲压件的外形对比。
热冲压件的强度在1500MPa左右几乎没有回弹,这在钢板热冲压新技术发明应用之前是不能想象的。
而冷冲压件的强度只有600MPa左右,却存在明显回弹。
5)零件表面硬度、抗凹性和刚度好;6)零件外形设计可以简化。
热冲压技术也存在自身的缺点,主要是:1)生产节拍相对要慢一些;由于要经过预热的过程.2)由于热冲压模具价格较高,能耗相对较大,后续又要采用激光切割,所以热冲压零件的制造成本较高,这就需要在新车型或改进车型设计时优化考虑,通过减小零件厚度或减少加强板数量的方式,来控制白车身的综合制造成本;3)采用非镀层钢板进行热冲压时,工作环境相对恶劣,容易产生喷丸变形;4)热冲压产线的固定投资较大;5)作为一个新兴的技术,热冲压领域公开发表的成果较少,存在技术封锁和垄断。
Hot stamping offers three advantages over conventional heat drawing whichmake it attractive for the manufacture of crash relevant parts for automotive applications:1/High formability limits2/Low springback3/High part strengthHigh Tensile Strength."In the case of modern hot stamping, relatively complex parts can be formed in a single-step die,The result is a complex, near-net-shape part with yield strengths many times stronger than a mild steel part."Complex Components. Because hot stamping allows the forming of complex parts in one stroke, multi-component assemblies can be redesigned and formed as one component, eliminating some downstream joining processes such as welding.No Springback. Perhaps hot stamping's most significant advantage, after its strengthening capability, is its stress-relieving capability that resolves problems with springback and warping, a common problem when forming high-strength steel (HSS) and advanced high-strength steel (AHSS).。
冲压件尺寸精度质量要求
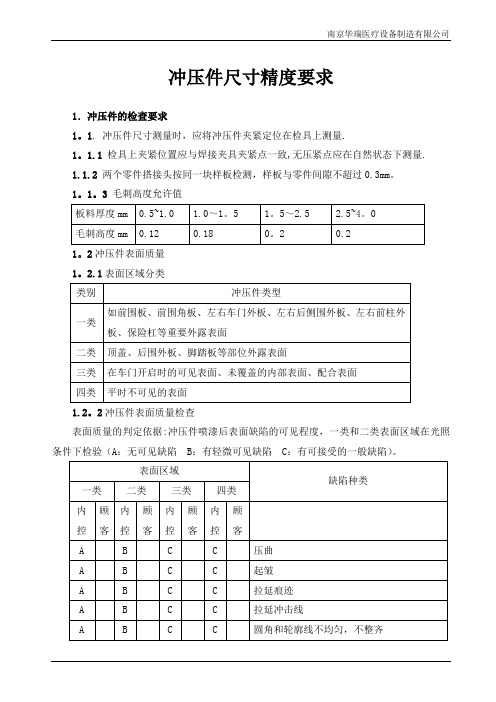
冲压件尺寸精度要求1.冲压件的检查要求1。
1. 冲压件尺寸测量时,应将冲压件夹紧定位在检具上测量.1。
1.1 检具上夹紧位置应与焊接夹具夹紧点一致,无压紧点应在自然状态下测量.1.1.2两个零件搭接头按同一块样板检测,样板与零件间隙不超过0.3mm。
1。
1。
3毛刺高度允许值1。
2冲压件表面质量1。
2.1表面区域分类1.2。
2冲压件表面质量检查表面质量的判定依据:冲压件喷漆后表面缺陷的可见程度,一类和二类表面区域在光照条件下检验(A:无可见缺陷 B:有轻微可见缺陷 C:有可接受的一般缺陷)。
1。
3.冲压件尺寸公差要求2. 冲压件未注公差尺寸的极限偏差2.1平冲压件长度L,直径D、d未注公差尺寸的极限偏差按表1规定.表1注:上表中如果是孔类其公差取正值;如果是轴类则取负值;若是非孔轴类则取正负值,此时其偏差数值取表中值之半。
2.2未注公差成形尺寸的极限偏差2.2。
1弯曲长度尺寸及拉延深度未注公差尺寸的极限偏差按表2规定。
表22。
2。
2加强筋、加强窝高度h未注公差尺寸的极限偏差按表3规定。
表32。
3未注公差圆角半径极限偏差2。
3.1冲裁圆弧半径R的极限偏差按表4规定。
表42.3.2两冲裁面构成的内部和外部尖角如图样上未注明要求时,按小于或等于料厚t取值。
2。
3。
3 未注公差成形圆角半径的极限偏差按表5规定表52.4。
未注公差的极限偏差2.4.1冲裁角度未注明公差尺寸的极限偏差按表6规定.表62.4。
2 弯曲角度未注明公差尺寸的极限偏差按表7规定表72。
5。
成形拉延件允许有局部材料变薄或增厚,变薄后的最小厚度为: t min =75%tt min —材料的的最小厚度,mm t —材料的公称厚度,mm2.6。
冲压件的孔心距、孔边距及孔组距未注公差尺寸的极限偏差。
2.6.1 带料、扁条料等材料冲孔对边缘距离未注公差尺寸的极限偏差按表8规定。
表82。
6.2 孔距公差及组孔间距未注公差尺寸的极限偏差按表9规定。
材料成型设备课后习题答案解析
材料成型设备一、填空题40分,共20小题,集中在二三四五章1、曲柄压力机的组成:工作机构、传动系统、操作机构、能源部分、支撑部分、辅助系统。
P102、曲柄压力机的辅助分类方式:P11按滑块数量分类:单动压力机、双动压力机-按压力机连杆数量分类:单点压力机、双点压力机和四点压力机(“点”数是指压力机工作机构中连杆的数目)3、曲柄压力机型号表示P124、曲柄滑块机构按曲柄形式,曲柄滑块机构主要有几种:曲轴式、偏心齿轮式P175、装模高度调节方式:调节连杆长度、调节滑块高度、调节工作台6、过载保护装置:压塌块式过载保护装置和液压式过载保护装置-两种P197、离合器可分为刚性离合器和摩擦式离合器-,制动器多为摩擦式、有盘式和带式-8、刚性离合器按结合零件可分为转键式,滑销式,滚柱式和牙嵌式9、飞轮的储存和释放能量的方式是转速的加快和减缓-10、曲柄压力机的主要技术参数:通常曲柄压力机设备越小,滑块行程次数越大。
装模高度是指滑块在下死点时滑块下表面到工作台点半上表面的距离。
最大装模高度是指当装模高度调节装置将滑块调节至最上位置时的装模高度值。
与装模高度并行的标准还有封闭高度。
封闭高度是指滑块处于下死点时,滑块下表面与压力机工作台上表面的距离,封闭高度与装模高度不同的是少一块工作台垫板厚度P4211、一般拉深压力机有两个滑块(称双动拉深压力机),外滑块用于压边,内滑块用于拉伸成型P5312、液压机的工作介质有两种,采用乳化液的一般叫水压机,采用油的一般叫油压机,油压机中使用做多的是机械油(标准称全损耗系统用油)P8513、液压机本体结构一般由机架部件,液压缸部件,运动部件及其导向装置所组成。
P8714、液压机立柱的预紧方式主要有加热预紧、液压预紧和超压预紧P9115、液压缸结构可以分为柱塞式,活塞式和差动柱塞式三种形式。
P9416、液压元件是组成液压系统的基本要素,由动力元件,执行元件,控制元件及辅助元件四部分组成。
高强钢热冲压成型工艺流程 预热处理 冲压成形 淬火
高强钢热冲压成型工艺流程预热处理冲压成形淬火高强钢热冲压成型工艺流程主要包括以下三个阶段:
1.预热处理:首先,将高强钢板材加热至900摄氏度以上,然后在加热炉中保温
5-8分钟,使板料均匀奥氏体化。
这个阶段的目的是获得均匀奥氏体化的高强钢板料,以便进行后续的冲压成形。
2.冲压成形:将预热处理后的板料从加热炉中运送到模具内,进行高速成形的液
压机快速成形。
在成形过程中,板料的温度需要保持在马氏体转变温度以上的奥氏体区,以保证板料有良好的成形性和最终的机械性能。
3.淬火:在冲压成形结束后,进行保压和淬火处理。
这个阶段的目的是使成形件
得到强化,通过淬火使奥氏体转变为马氏体,提高零件的强度和硬度。
此外,根据具体的材料和工艺要求,可能还需要进行去氧化皮、激光切边冲孔、涂油防锈处理等后续操作。
高强钢热冲压成型工艺是一种先进的制造技术,广泛应用于汽车、航空航天等领域,可以提高零件的强度和安全性,同时实现零件的轻量化。