注塑QC巡检日报表
QC巡检报表样板

班次:(白班 ) 机台: 操作员: 产品名: 型号: 日期: 处理 结果 年 月 日
时间
QC 黑缺缩料烧流顶气色气油划拖尺冷变断盲缺毛 判 点料水花焦痕白泡差纹污伤伤寸料形裂孔件边 定
产品不良判定
处理方案
备注
08:00-10:00
10:00-12:00
12:00-14:00
14:00-16:0016: Nhomakorabea0-18:00
18:00-20:00 巡检日总结: 建议: 包装要求:
QC:
领班:
审核:
注塑部车间QC巡检记录表
班次: (夜班) 机台: 操作员: 产品名:
QC 判 定
型号: 处理方案
日期: 处理 结果
年
月 备注
日
时间
20:00-22:00
产品不良判定
黑缺缩料烧流顶气色气油划拖尺冷变断盲缺毛 点料水花焦痕白泡差纹污伤伤寸料形裂孔件边
22:00-24:00
24:00-02:00
02:00-04:00
04:00-06:00
06:00-08:00 巡检日总结: 建议: 包装要求:
QC:
领班:
审核:
注塑员工自检生产日报表

2.不良品按類別分開放置於不良品盒(袋),並統計數據;
3.發生不良時,由品保、生產一起確認,並分析原因,制定出臨時對策與永久對策;
4.當班不良品在下班時,經品保確認 、生產主管審核後統一報廢處理。
核準:
審核:
品保確認:
填寫人﹕
保存期限:一年
時間 21﹕ 00
審核:
品保確認:
填寫人﹕
其它不良 5S確認
生產 總數
備注
22﹕ 00
23﹕ 00
00: 00
01: 00
02: 00
03: 00
04: 00
05: 00
06: 00
07: 00
08: 00
累計數量
不良率﹕%
備注: 1.不良品按類別填寫不良項目、數量、不良率等,如無不良,填寫生產總數即可;
注塑自主檢查記錄表
機號﹕
產Байду номын сангаас名稱﹕
日期﹕
班次﹕
不良品項目 時間 09﹕ 00 10﹕ 00 11﹕ 00 12﹕ 00 13﹕ 00 14﹕ 00 15﹕ 00 16﹕ 00 17﹕ 00 18﹕ 00 19﹕ 00 20﹕ 00
累計數量
其它不良 5S確認
生產 總數
備注
不良率﹕%
核準: 班次﹕
不良品項目
060注塑QC巡查报告表

4:00- 6:00
6:00- 8:00
次品
总数
当班不良率
巡查数量(PCS)
20pcs
20pcs
20pcs
s
20pcs
20pcs
20pcs
20pcs
20pcs
20pcs
20pcs
20pcs
巡查
总数
订单编号/名称
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
巡查记录
次品总数
处理结果
次品分类:A颜色偏差B夹水纹C走胶不齐D水口E生熟胶F拖花G顶白H烧焦I变形J气泡K披峰L堵孔M缩水N用错料O黑点P混色Q装配功能不良
R重量不符S安全性测试不良T参数不一致U配方不一致V裂纹W污渍X破损Y其它
备注:此表格作制程巡回检查记录用,每2小时检查20PCS以上,并将次品记录在表。如有次品,在表格内查找次品分类英文代号,前面写次品数量,后面写次品英文代号,中间用斜线间隔,有几种不同次品,就写几种;如无次品,则记为“0”表示。适用于本厂所有制程检验记录,如无机号工序或部门,或打“/”表示;或注明几号拉,几号工作台等表示,严重问题用MAJ轻微问题用MIN表示。FM-060
东莞海华塑胶制品厂
注塑配料制程巡查报告
日期:年月日班次:日班QC:夜班QC:生产主管:品质主管:
机
号
巡查时间(H)
8:00-10:00
10:00- 12:00
12:00-14:00
14:00-16:00
16:00 -18:00
18:00 -20:00
注塑厂巡检报告模板
注塑厂巡检报告模板1. 巡检概述本次巡检是针对X注塑厂进行的,旨在全面了解该厂的设备、生产线及环境状况,发现问题并提出改进建议,以提高生产效率和产品质量。
2. 巡检时间和地点- 巡检时间:yyyy年mm月dd日至yyyy年mm月dd日- 巡检地点:XXXX省XX市XXXX区XX街道XX号3. 巡检项目及内容3.1 设备巡检3.1.1 注塑机- 注塑机1:检查注塑机运转情况,包括电气系统、液压系统和注射系统的运行参数是否符合要求。
- 注塑机2:检查注塑机运行过程中的噪音与震动情况,观察注射速度是否稳定。
3.1.2 模具- 模具1:检查模具表面是否有磨损,是否需要进行清洁和维护。
- 模具2:检查模具温度控制系统是否正常工作,是否需要调整。
3.1.3 自动化设备- 自动化设备1:检查设备是否安装稳定,并观察其运行状态。
- 自动化设备2:检查传感器与控制系统之间的连接是否正常。
3.2 生产线巡检3.2.1 原料储存和供给- 检查原料储存区的温度、湿度和通风情况,观察是否有异味。
- 检查供给系统是否工作正常,原料是否准确供给到注塑机。
3.2.2 注塑加工过程- 观察注塑机操作员的操作流程和操作规范是否符合要求。
- 检查原料的配比和加料过程,确保原料配比准确。
- 检查产品在注塑过程中的温度和压力是否符合要求。
3.2.3 产品出口和包装- 检查产品出口的输送带系统是否正常运行,是否有堆积现象。
- 检查产品包装过程中的质量检测操作是否符合要求。
3.3 环境巡检3.3.1 通风系统- 检查通风系统的过滤器是否需要更换,是否存在堵塞现象。
- 检查通风系统的运行情况,观察是否产生异味或烟雾。
3.3.2 噪音和震动- 使用噪音测量仪检测生产区域的噪音水平,是否超过安全标准。
- 观察设备运行过程中是否有明显的震动现象。
4. 巡检结果及意见4.1 设备巡检- 注塑机的运行参数基本符合要求。
- 模具表面磨损情况较轻,建议定期清洁和维护。
注塑IPQC巡检日报表

外观确认 抽样数 毛重 材质 颜色 尺寸 嵌合 包装 判定
不良对策填写《异常 联络单》编号
改善担当
改善效果 停/开机 确认 记录
数据记录表格 时间
备注: 1.作业员自检当班若连续三啤产生品质不良,需及时通知生产领班或技术员改善调机。 2.IPQC巡检抽箱检查发现1PCS重点不良,需开出《异常联络单》给到品质组长或主管及经理确认,并及时通知生产领班或主管控制改善,生产必须当 天回复原因及改善对策。 3.当班产生的不合格品,若生产部返工或返修后,品质必须填写不良品再检报告。
品质经理签名
品质主管签名
品质组长签名
JF-HRA-020-A/1
xxxxxxx有限公司 注塑IPQC巡检记录表
白班IPQC 客户 部品名称 部品番号 机台序号 材质/颜色 日期 白班领班 干燥温度 干燥时间 模腔数 每小时生产数 夜班领班 机台号 加工人数 夜班IPQC
重 检查时间 单重
08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-0:00 0:00-2:00 2:00-4:00 4:00-6:00
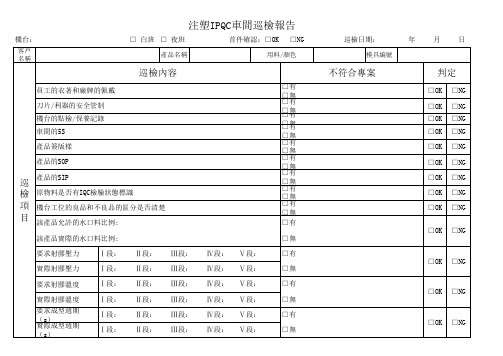
注塑IPQC车间巡检报告
□無 □有 □OK □無 □有 □OK □無 □有 □OK □NG □無 □NG □NG
要求成型週期(s) Ⅰ段: 實際成型週期(s) Ⅰ段:
判定
□無 □OK □無 □OK □無 □OK □無 □OK □無 □OK □無 □OK □無 □OK □無 □OK □無 □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NSIP 原物料是否有IQC檢驗狀態標識 機台工位的良品和不良品的區分是否清楚 該產品允許的水口料比例: 該產品實際的水口料比例: 要求射膠壓力 實際射膠壓力 要求射膠溫度 實際射膠溫度 Ⅰ段: Ⅰ段: Ⅰ段: Ⅰ段: Ⅱ段: Ⅱ段: Ⅱ段: Ⅱ段: Ⅱ段: Ⅱ段: Ⅲ段: Ⅲ段: Ⅲ段: Ⅲ段: Ⅲ段: Ⅲ段: Ⅳ段: Ⅳ段: Ⅳ段: Ⅳ段: Ⅳ段: Ⅳ段: Ⅴ段: Ⅴ段: Ⅴ段: Ⅴ段: Ⅴ段: Ⅴ段:
注塑IPQC車間巡檢報告
機台:
客戶 名稱
□ 白班 □ 夜班
產品名稱
首件確認:□OK
□NG
巡檢日期:
模具編號
年
月
日
用料/顏色
巡檢內容
員工的衣著和廠牌的佩戴 刀片/利器的安全管制 機台的點檢/保養記錄 車間的5S 產品簽版樣 產品的SOP □有 □有 □有 □有 □有 □有 □有 □有 □有 □有
不符合專案
注塑巡检报表

外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体ห้องสมุดไป่ตู้述。
外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体描述。
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
白/夜:
日期:
尺寸检验(依据检验指导书)(单位mm)
时间
08:00--10:00 20:00--22:00 10:00--11:30 22:00--24:00 12:30--14:30 00:00--02:00 14:30--16:30 02:00--04:00 16:30--18:30 04:00--06:00 18:30--20:00 06:00--08:00
车间:
检验:
审核:
车间:
检验:
审核: 白/夜:
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
日期:
尺寸检验(依据检验指导书)(单位mm)
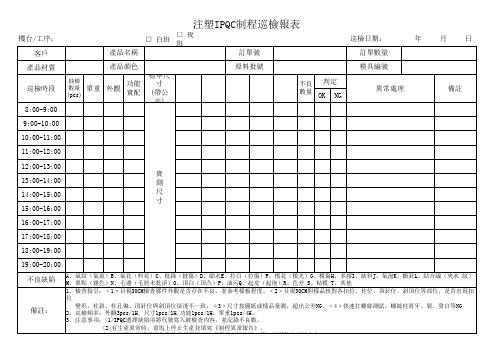
(完整版)注塑IPQC制程巡检报表
11:00-12:00
12:00-13:00
實
13:00-14:00
測
14:00-15:00
尺
寸
15:00-16:00
16:00-17:00
17:00-18:00
18:00-19:00
19:00-20:00
不良缺陷 備註:
A、氣紋(氣痕)B、氣花(料花)C、批鋒(披傷)D、縮水E、拉白(拉傷)F、模花(模光)G、模傷H、多膠I、缺料J、氣泡K、斷針L、結合線(夾水 紋) M、黑點(雜色)N、毛邊(毛屑未乾淨)O、頂白(頂凸)P、油污Q、起皮(起泡)R、色差 S、粘模 T、其他
1、檢查指引:﹤1﹥目視30CM檢查膠件外觀是否存在不良,並參考樣板程度。﹤2﹥目視30CM與樣品核對各扣位、柱位、頂針位、斜頂位等部位,是否出現扣 位
變形,柱斜、柱孔偏、頂針位與斜頂位深淺不一致。﹤3﹥尺寸按圖紙或樣品量測,超出公差NG。﹤4﹥快速打螺絲測試,螺絲柱滑牙、裂、發白等NG 2、巡檢頻率:外觀3pcs/1H,尺寸1pcs/1H,功能1pcs/1H,單重1pcs/4H。 3、注意事項:<1>IPQC選擇缺陷項將代號寫入被檢查內容,並記錄不良數。
<2>有生產異常時,需馬上停止生產並填寫《制程異常報告》。 <3>交接班時需將當班生產的品質問題及注意事項交接給下一班,並記錄在交接本上。
機台/工序: 客戶
注塑IPQC制程巡檢報表
□ 白班
□夜 班
產品名稱
訂單號
巡檢日期: 訂單數量
年月日
產品材質 巡檢時段 8:00-9:00
產品顏色
抽檢Leabharlann 數量 單重(pcs)外觀
功能 實配