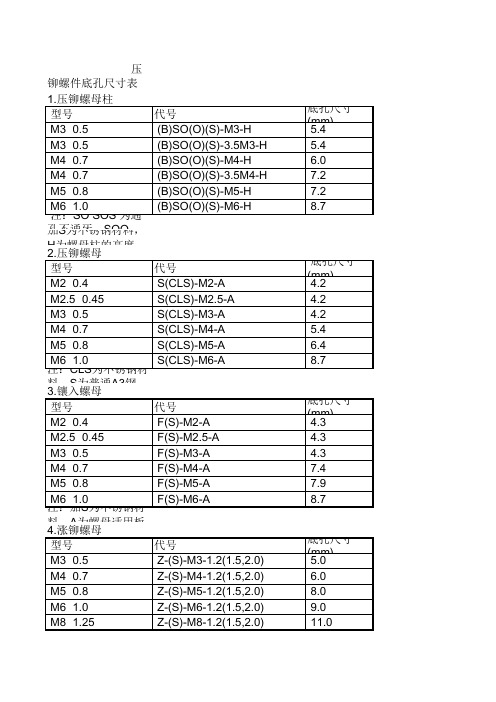
压铆螺母柱底孔标准
压铆螺件底孔尺寸表

压铆螺件底孔尺寸表
注:SO SOS 为通孔不通牙,SOO SOOS 为通孔通牙,加B为不通孔,加S为不锈钢材料,H 为螺母柱的高度。
2.压铆螺母
注:CLS为不锈钢材料,S为普通A3钢,A为螺母适用板厚材代号。
3.镶入螺母
注:加S为不锈钢材料,A为螺母适用板厚代号。
注:加S为不锈钢材料,1.2、1.5、2.0为常用适用板厚。
5.压铆螺钉
注:加S为不锈钢材料,FH为圆头,NFH为六角头,L为螺钉总长度。
注:此表为一般性标准,具体的可以参照所购压铆件公司所提供的样本书友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
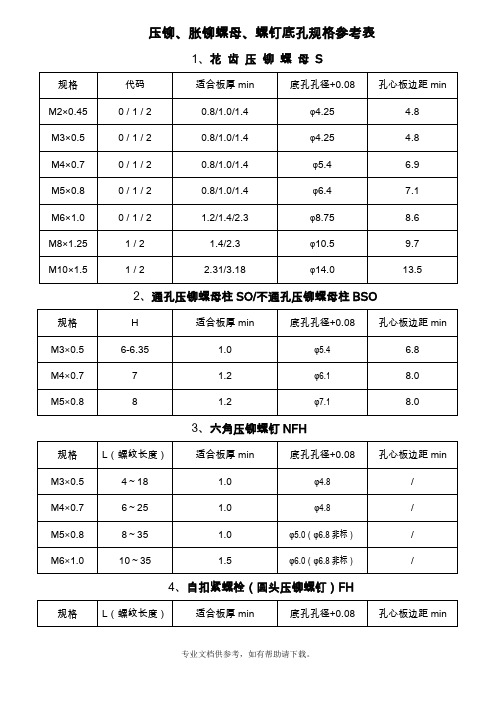
压铆螺母、螺钉底孔一览表

φ6.4
7.6
M5×0.8
PF31/PF32
1.0/1.5
φ8.0
7.6
M6×1.0
PF31/PF32
1.5
φ9.5
8.9
6、圆形胀铆螺母7、六角形胀铆螺母
规格
代码
最小板厚
底孔径
规格
代码
最小板厚
底孔径
M3×0.5
1.2/1.5/2
1.2/1.5/2
φ5.0
M3×0.5
1.5/2
1.5/2
6~25
1.0
φ4.8
/
M5×0.8
8~35
1.0
φ5.0(φ6.8非标)
/
M6×1.0
10~35
1.5
φ6.0(φ6.8非标)
/
4、自扣紧螺栓(圆头压铆螺钉)FH
规格
L(螺纹长度)
适合板厚min
底孔孔径+0.08
孔心板边距min
M3×0.5
6~25
1.0
φ3.0
5.6
M4×0.7
6~35
1.0
φ4.0
7.2
M5×0.8
8~35
1.0
φ5.0
7.2
M6×1.0
10~35
1.6
φ6.0
7.9
M8×1.25
10~35
2.4
φ8.0
9.6
5、PF31/PF32装配压铆式面板螺钉
规格
代码
最小板厚
底孔孔径+0.08
G(螺纹长度)
M3×0.5
PF31/PF32
1.0/1.5
φ6.0
7.6
压铆螺柱底孔尺寸表

压铆螺柱底孔尺寸表摘要:一、引言二、压铆螺柱底孔尺寸表的概述1.压铆螺柱的定义和作用2.底孔尺寸表的作用和重要性三、压铆螺柱底孔尺寸表的具体内容1.常用材料及规格2.底孔直径和深度的关系3.底孔的加工要求四、底孔尺寸表在实际应用中的注意事项1.选择合适的压铆螺柱2.确保底孔尺寸的准确性3.遵循安全操作规范五、总结正文:一、引言压铆螺柱底孔尺寸表是机械加工领域中一个重要的参考资料,对于从事相关行业的人员来说,熟悉和掌握底孔尺寸表的内容对于提高工作效率和保证产品质量具有重要意义。
本文将详细介绍压铆螺柱底孔尺寸表的相关内容,以帮助大家更好地理解和应用。
二、压铆螺柱底孔尺寸表的概述压铆螺柱是一种常用于连接两个工件的紧固件,通过将螺柱压入底孔,使螺纹部分与工件形成牢固的连接。
底孔尺寸表则是用于指导加工过程中底孔直径和深度的标准数据。
1.压铆螺柱的定义和作用压铆螺柱,又称压铆螺丝或压铆螺母,是一种带有螺纹的金属柱,通过将螺柱压入工件的底孔,实现连接作用。
2.底孔尺寸表的作用和重要性底孔尺寸表为压铆螺柱的安装提供了依据,准确地选择合适的底孔尺寸,可以确保压铆螺柱连接的稳定性和可靠性。
三、压铆螺柱底孔尺寸表的具体内容底孔尺寸表中包含了各种常用材料及规格的压铆螺柱的底孔直径和深度数据。
1.常用材料及规格底孔尺寸表通常会列出各种常用材料,如钢、铝、铜等,以及不同规格的压铆螺柱,如M2、M3、M4等。
2.底孔直径和深度的关系底孔尺寸表中,底孔直径和深度通常成正比关系,即底孔直径越大,深度也相应地增加。
3.底孔的加工要求底孔尺寸表还会提供一些关于底孔加工的要求,如加工方式、刀具的选择、加工顺序等。
四、底孔尺寸表在实际应用中的注意事项在实际应用中,选择合适的压铆螺柱和确保底孔尺寸的准确性是关键。
1.选择合适的压铆螺柱根据工件的材料和连接要求,选择合适的压铆螺柱规格,确保连接的稳定性和可靠性。
2.确保底孔尺寸的准确性在加工底孔时,应严格按照底孔尺寸表的要求进行,以保证底孔直径和深度的准确性。
压铆螺件底孔尺寸
压铆螺母底孔尺寸
M4×0.7
1.2/1.5/2
1.2/1.5 2
φ6.0
M4×0.7
1.5/2/3
1.5/2/3
φ6.0
M5×0.8
2 / 3
2 / 3
φ8.0
M5×0.8
2/3/4
2/3/4
φ8.0
M6×1.0
2 / 3
2 / 3
φ9.0
M6×1.0
3/4/5/6
3/4/5/6
φ9.0
M8×1.25
2 / 3
6.9
M5×0.8
0 / 1 / 2
0.8/1.0/1.4
φ6.4
7.1
M6×1.0
0 / 1 / 2
1.2/1.4/2.3
φ8.75
8.6
M8×1.25
1 / 2
1.4/2.3
φ10.5
9.7
M10×1.5
1 / 2
2.31/3.18
φ14.0
13.5
2、通孔压铆螺母柱SO/不通孔压铆螺母柱BSO
7.2
M5×07.2
M6×1.0
10~35
1.6
φ6.0
7.9
M8×1.25
10~35
2.4
φ8.0
9.6
5、PF31/PF32装配压铆式面板螺钉
规格
代码
最小板厚
底孔孔径+0.08
G(螺纹长度)
M3×0.5
PF31/PF32
1.0/1.5
φ6.0
7.6
M4×0.7
PF31/PF32
6~25
1.0
φ4.8
/
M5×0.8
8~35
压铆螺母底孔
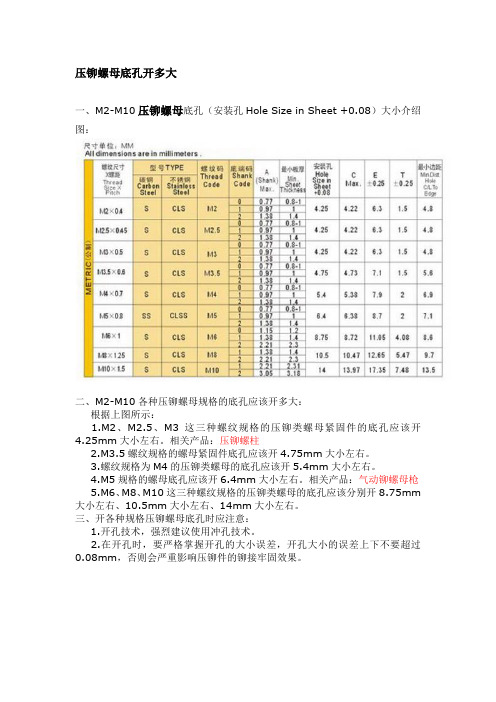
压铆螺母底孔开多大
一、M2-M10压铆螺母底孔(安装孔Hole Size in Sheet +0.08)大小介绍图:
二、M2-M10各种压铆螺母规格的底孔应该开多大:
根据上图所示:
1.M2、M
2.5、M3这三种螺纹规格的压铆类螺母紧固件的底孔应该开4.25mm大小左右。
相关产品:压铆螺柱
2.M
3.5螺纹规格的螺母紧固件底孔应该开
4.75mm大小左右。
3.螺纹规格为M4的压铆类螺母的底孔应该开5.4mm大小左右。
4.M5规格的螺母底孔应该开6.4mm大小左右。
相关产品:气动铆螺母枪
5.M6、M8、M10这三种螺纹规格的压铆类螺母的底孔应该分别开8.75mm 大小左右、10.5mm大小左右、14mm大小左右。
三、开各种规格压铆螺母底孔时应注意:
1.开孔技术,强烈建议使用冲孔技术。
2.在开孔时,要严格掌握开孔的大小误差,开孔大小的误差上下不要超过0.08mm,否则会严重影响压铆件的铆接牢固效果。
m5压铆螺母底孔标准

m5压铆螺母底孔标准摘要:一、引言二、m5 压铆螺母的定义和用途三、m5 压铆螺母底孔标准的介绍1.底孔直径2.底孔深度3.底孔角度四、m5 压铆螺母底孔标准的重要性五、结论正文:【引言】m5 压铆螺母是机械连接领域中一种常见的紧固件,广泛应用于各种设备、仪器和交通工具的制造中。
为了确保其连接性能和使用寿命,m5 压铆螺母底孔的标准对于生产制造过程至关重要。
本文将详细介绍m5 压铆螺母底孔标准的相关内容。
【m5 压铆螺母的定义和用途】m5 压铆螺母是一种常用于连接两个工件的螺纹紧固件,通过将螺母螺入螺纹孔来实现连接。
m5 表示螺母的尺寸规格,即螺纹的直径为5mm。
压铆螺母具有较高的承载能力和稳定性,广泛应用于各种工程结构、机械设备、电子产品等领域。
【m5 压铆螺母底孔标准的介绍】为了确保m5 压铆螺母的连接性能,底孔的标准至关重要。
以下是m5 压铆螺母底孔标准的详细介绍:1.底孔直径:底孔直径应与压铆螺母的螺纹直径相匹配,对于m5 压铆螺母,底孔直径应为5mm。
过大的底孔直径可能导致螺母在使用过程中松动,过小的底孔直径则可能使螺母无法顺利螺入。
2.底孔深度:底孔深度应保证螺母螺入后,螺纹部分完全进入连接工件,以确保连接的稳定性。
m5 压铆螺母的底孔深度通常为10mm 左右,具体数值需根据实际应用场景进行调整。
3.底孔角度:底孔角度是指底孔与水平面的夹角。
m5 压铆螺母的底孔角度一般为90°,这样可以确保螺母在连接过程中承受力的方向与螺纹轴线一致,提高连接的稳定性和承载能力。
【m5 压铆螺母底孔标准的重要性】m5 压铆螺母底孔标准对于确保连接性能和使用寿命具有重要意义。
正确的底孔尺寸和角度可以保证螺母顺利螺入,并在连接过程中发挥稳定可靠的承载能力。
如果底孔标准不规范,可能导致螺母无法顺利连接,甚至在使用过程中松动、脱落,造成严重的安全隐患和财产损失。
【结论】总之,m5 压铆螺母底孔标准对于确保其连接性能和使用寿命至关重要。
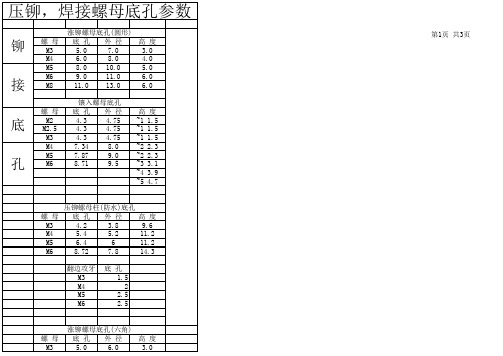
压铆,焊接螺母底孔参数表
底 孔 4.3 4.8 5.4 6.0 7.5 8.8
外 径
高 度
第3页 共3页
国标焊接螺母底孔(六角,碰焊) 螺 母 底 孔 外 径 高 度 M6 8.0 12.3 4.2 M8 10.6 15.8 5.8 M10 12.5 19.2 6.8 M12 14.8 21.7 8.5 M14 16.8 M4 6 M16 18.8 M5 7 自加工焊接螺母底孔(六角,氩焊) 螺 母 底 孔 外 径 高 度 M6 8.0 M8 11.0 M10 13.0 M12 15.0
压铆螺母底孔 底 孔 外 径 4.2 6.35 4.2 6.35 4.2 6.35 4.73 7.0 5.4 8.0 6.4 9.0 8.7 11.0 10.5 12.7 14.0 17.0 螺母柱 螺 母 底 孔 M3 5.4 M4 6.0 M5 7.2 M6 8.7 直接攻牙 M2 M2.5 M3 M4 M5 底 孔 1.5 2 2.5 3.3 4.2
高 度 1.5 1.5 1.5 1.5 2.0 2.0 4.08 5.47 7.48
松不脱螺钉(PF31,32) 螺 母 底 孔 外 径 总 高 M3*0.5 5.5 10.31 15.11 M4*0.7 6.4 11.89 15.24 M5*0.8 8.0 13.46 15.37 M6*1.0 9.5 15.88 17.15
高 度 9.6 11.2 11.2 14.3
螺 母 M3
涨铆螺母底孔(六角) 底 孔 外 径 高 度 5.0 6.0 3.0
M4 M5 M6 M8
6.0 8.0 9.0 11.0
7.0 9.0 10.0 12.7
4.0 5.0 6.0 6.0
第2页 共3页
螺 母 M2 M2.5 M3 M3.5 M4 M5 M6 M8 M10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铆螺母柱底孔标准
压铆螺母柱底孔是一种常见的连接方式,它能够有效地固定螺母在工件表面,
使得工件具有更好的连接性能和稳定性。
然而,要想确保压铆螺母柱底孔的质量和标准,需要严格按照相关的规范和要求进行操作和检测。
本文将从压铆螺母柱底孔的标准、加工工艺和质量检测等方面进行介绍和分析。
首先,压铆螺母柱底孔的标准是非常重要的。
在进行压铆螺母柱底孔加工之前,需要明确相关的标准和要求,例如孔径、孔深、孔壁光洁度等。
这些标准的严格执行,对于保证压铆螺母柱底孔的质量和性能至关重要。
因此,在加工过程中,必须严格按照相关标准进行操作,确保每一个压铆螺母柱底孔都符合要求。
其次,加工工艺也是影响压铆螺母柱底孔质量的重要因素。
在进行压铆螺母柱
底孔加工时,需要选择合适的工艺方法和工艺参数,确保孔壁光洁度和尺寸精度。
同时,还需要注意刀具的选择和磨削,以及冷却液的使用,这些都会直接影响到压铆螺母柱底孔的加工质量。
因此,在加工过程中,需要认真对待每一个环节,确保加工质量和效率。
最后,质量检测是保证压铆螺母柱底孔质量的最后一道关口。
在加工完成后,
需要进行严格的质量检测,包括孔径测量、孔深测量、孔壁光洁度检测等。
只有通过了严格的质量检测,才能确保压铆螺母柱底孔的质量和可靠性。
因此,质量检测是非常重要的,不能马虎对待。
综上所述,压铆螺母柱底孔的标准、加工工艺和质量检测是保证其质量的关键
因素。
只有严格按照相关标准进行操作,选择合适的加工工艺,并进行严格的质量检测,才能确保压铆螺母柱底孔的质量和可靠性。
希望本文能对压铆螺母柱底孔的加工和质量控制有所帮助。