压铆螺母类推力扭力检测参数
压铆螺母的安装力、推出力、扭力标准
5052-H34铝材
1
90
10
256
2
170
13
348
3
170
13
440
0
冷轧钢
13
1
125
15
2
230
18
3
230
18
0
5052-H34铝材
6
1
95
17
S CLS
632
2
190
22
3
190
22
0
冷轧钢
16
1
130
20
2
275
28
3
275
28
S CLS
832
0
5052-H34铝材
1
1
105
23
2
220
35
3
220
35
0
冷轧钢
26
1
145
35
2
285
45
3
285
45
S CLS
24
0
5052-H34铝材
6
32
1
110
32
2
190
50
3
225
50
0
冷轧钢
32
1
180
40
2
250
60
3
320
60
S CLS
1224
1
5052-H34铝材
63
2
285
70
3
5
70
1
冷轧钢
74
2
350
80
3
压铆螺母的安装力推出力扭力标准

S,CLS
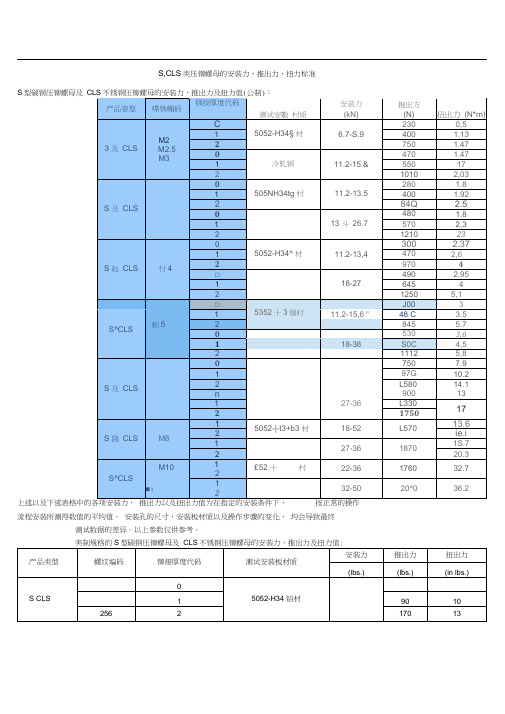
类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
产品类型螺纹编码铆接厚度代码测试安装板材质安装力推出力扭出力(lbs.) (lbs.) (inlbs.)
SCLS
5052-H34铝材1500-2000
63 8
1 90 10 256
2 170 1
3 348 3 170 13 440 0
冷轧钢2500-3500
105 13
1 125 15
SP类不锈铁压铆螺母的安装力、推出力及扭力值公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。
压铆螺母的安装力、推出力、扭力标准

S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
Welcome !!! 欢迎您的下载,资料仅供参考!。
压铆螺母扭出力测试方法

压铆螺母扭出力测试方法
压铆螺母扭出力测试是一种常见的工程测试方法,用于检测机械部件的力学性能。
本文介绍了压铆螺母扭出力测试的基本原理、测试方法和注意事项。
压铆螺母扭出力测试的基本原理是利用力矩传感器测量扭矩,通过扭矩和旋转角度之间的关系计算出扭力。
测试时,将螺母与螺栓紧密连接,并施加一定的扭力,然后测量扭出力,以确定螺母与螺栓之间的摩擦力和紧固力。
压铆螺母扭出力测试的测试方法包括静态测试和动态测试。
静态测试是将螺母与螺栓紧密连接后,施加一定的扭力,并记录下扭矩和扭角度的变化,以确定扭出力。
动态测试是模拟实际使用环境下的扭矩变化,通过不断施加和减小扭力,记录下扭矩和扭角度的变化,以确定螺母的耐久性和扭矩变化对紧固力的影响。
在进行压铆螺母扭出力测试时,需要注意以下事项:
1、测试前应检查测试设备的准确性和可靠性,以保证测试结果
的准确性和可信度。
2、在进行静态测试时,应根据需要选择合适的测试速度和测试
范围,以确保测试结果的准确性和可重复性。
3、在进行动态测试时,应根据实际使用环境下的扭矩变化特点,选择合适的测试方案和测试参数,以确保测试结果的可靠性和预测性。
4、在测试中应注意测试环境的干净和稳定,避免外界因素的干扰,以确保测试结果的准确性和可重复性。
5、测试后应及时处理测试数据,分析测试结果,及时对测试设备和测试方法进行改进和优化,以提高测试效率和测试质量。
压铆螺母扭出力测试是一种重要的工程测试方法,可以为机械部件的设计和优化提供重要的参考和指导。
通过合理选择测试方法和注意测试事项,可以获得准确可靠的测试结果,为工程实践提供科学依据和技术支持。
m5压铆螺母紧固扭力

m5压铆螺母紧固扭力M5压铆螺母紧固扭力是指在使用M5螺母紧固连接时需要施加的扭矩力。
正确的扭力是确保连接件安全可靠的关键因素,过低的扭力可能导致松动,而过高的扭力则可能导致螺母损坏或材料力学性能下降。
本文将就M5压铆螺母紧固扭力的选择、控制和应用细节进行阐述。
首先,选择适当的M5压铆螺母紧固扭力是非常重要的。
通常,扭力值会根据螺母和螺栓的尺寸、材料以及所需承受的载荷而有所不同。
因此,在选择扭力值时,应参考相关专业手册、标准规范或供应商提供的技术指导。
同时,还要考虑不同工况下的使用情况,例如高温或振动等因素对连接的影响。
其次,控制M5压铆螺母紧固扭力也十分重要。
在实际操作中,可以使用扭力扳手或电动扳手等工具来控制扭力值。
通过合理地设置扭力扳手的刻度或电动扳手的扭矩参数,可以准确地施加所需的扭力。
在紧固过程中,应避免过分施力和突然加力,以免引起过度紧固或损坏连接件。
此外,还需注意一些重要的应用细节。
首先是加在螺栓上的油脂或润滑剂的使用。
在紧固过程中,可以使用适量的油脂或润滑剂来减少摩擦力,从而提高连接的质量。
但要注意,选择的润滑剂应与螺母和螺栓材料相兼容,以免发生化学反应导致松动或腐蚀。
其次是在紧固过程中要均匀施加扭力。
应逐步增加扭矩,以免造成侧向力或不均匀的压力,影响连接件的质量。
最后,对于所连接的部件,还应定期检查和保养。
检查连接是否松动,特别是在振动环境下。
如果发现松动情况,应及时采取补救措施,重新紧固连接。
此外,重要设备或结构的连接件要定期检测扭力是否保持在适当的范围内,并及时调整和更换连接件,以确保安全可靠。
总之,M5压铆螺母紧固扭力的选择、控制和应用是确保连接可靠的重要因素。
正确选择适当的扭力值,合理控制施加扭力的方式,注意细节和定期保养,都对连接件的安全性和使用寿命产生着重要影响。
只有我们明确了这些指导原则,才能确保M5压铆螺母的紧固有效,从而提高设备和结构的稳定性和可靠性。
IPQC WP-Q-037 A1 压铆扭力与推力试验作业指导书
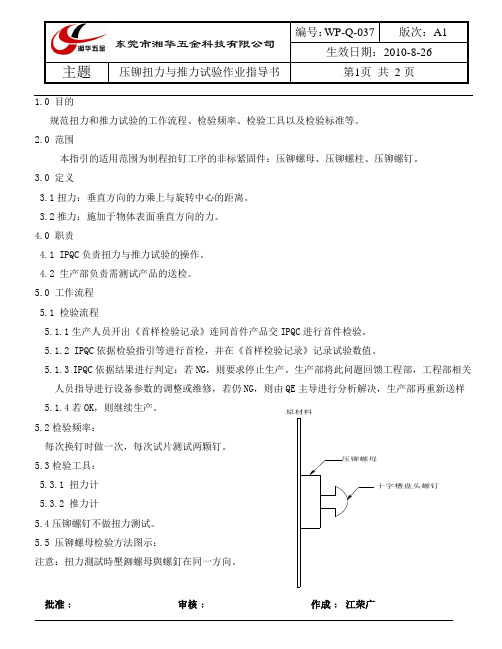
主题压铆扭力与推力试验作业指导书第1页 共 2页批准﹕ 审核﹕ 作成﹕ 江荣广1.0 目的规范扭力和推力试验的工作流程、检验频率、检验工具以及检验标准等。
2.0 范围本指引的适用范围为制程拍钉工序的非标紧固件:压铆螺母、压铆螺柱、压铆螺钉。
3.0 定义3.1扭力:垂直方向的力乘上与旋转中心的距离。
3.2推力:施加于物体表面垂直方向的力。
4.0 职责4.1 IPQC 负责扭力与推力试验的操作。
4.2 生产部负责需测试产品的送检。
5.0 工作流程 5.1 检验流程5.1.1生产人员开出《首样检验记录》连同首件产品交IPQC 进行首件检验。
5.1.2 IPQC 依据检验指引等进行首检,并在《首样检验记录》记录试验数值。
5.1.3 IPQC 依据结果进行判定:若NG ,则要求停止生产。
生产部将此问题回馈工程部,工程部相关人员指导进行设备参数的调整或维修,若仍NG ,则由QE 主导进行分析解决,生产部再重新送样 5.1.4若OK ,则继续生产。
5.2检验频率:每次换钉时做一次,每次试片测试两颗钉。
5.3检验工具: 5.3.1 扭力计 5.3.2 推力计5.4压铆螺钉不做扭力测试。
5.5 压铆螺母检验方法图示:注意:扭力測試時壓鉚螺母與螺釘在同一方向。
十字槽盘头螺钉压铆螺母原材料主题压铆扭力与推力试验作业指导书第2页共2页5.6检验标准:5.6.1 压铆螺母类非破坏性检测参数压铆螺母类螺母型号螺母规格料厚(mm) 压铆底孔(mm)推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板S SS CLS CLSS SP H HN HNL AS AC LAS LAC M2,M2.50-1.04.2515.0 12.0 5.0 4.01.0-2.0 18.0 15.66 7.0 5.62.0以上21.0 18.0 9.0 7.0M30-1.04.2518.0 15.6 11.3 9.01.0-2.0 21.0 17.6 13.5 10.82.0以上23.0 20.0 15.0 12.8M3.50-1.04.7521.0 17.0 14.0 11.21.0-2.0 23.0 20.0 16.0 12.82.0以上26.0 23.0 18.0 14.4M40-1.05.427.0 24.0 20.0 18.61.0-2.0 30.0 27.0 23.0 20.02.0以上35.0 30.0 27.0 23.0≥M50-1.06.440.0 35.4 30.4 28.01.0-2.0 45.0 40.0 35.0 30.82.0以上50.0 45.0 40.0 35.0F M3-M5 0.76 N/A 27.0 21.0 N/A N/A1.37 30.0 24.0 N/A N/A型号规格推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板SO,SOS,SOA, SON, BSOS, BSO,BSON M3-M525.0(T≤1.0) 20.0(T≤1.0)11.5 9.030.0(T>1.0) 24.0(T>1.0)翻边铆合螺柱M3 25.0(T≤1.0) 20.0(T≤1.0) 7.5 6.0 M3.530.0(T>1.0) 24.0(T>1.0)8.1 6.4 M4.0 8.7 7.0型号规格推力(kgf) 扭力(kgf.vom)FH,FHS,FHA,TFH TFHS,HFH,HFHS, HFHB,FH4M3 16.0 8.0 M3.5 18.0 9.0 M4 20.0 10.05.7。
压铆螺母的安装力、推出力、扭力标准
S,CLS类压铆螺母得安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值(公制):
上述以及下述表格中得各项安装力,推出力以及扭出力值为在指定得安装条件下,按正常得操作流程安装所测得数值得平均值。
安装孔得尺寸,安装板材质以及操作步骤得变化,均会导致最终测试数据得差异。
以上参数仅供参考。
美制规格得S型碳钢压铆螺母及CLS不锈钢压铆螺母得安装力,推出力及扭力值:
产品类型螺纹编码铆接厚度代码测试安装板材质
安装力推出力扭出力(lbs、) (lbs、) (inlbs、)
S CLS
0
5052—H34铝材
1 90 10 256
2 170 13
SP类不锈铁压铆螺母得安装力、推出力及扭力值公制规格得SP不锈铁压铆螺母得安装力推出力及扭力:
美制规格得SP不锈铁压铆螺母得安装力推出力及扭力:。
铆接螺杆扭力标准
1/2-20
98.02±10%
86.49
螺纹规格(公制螺纹)
组装扭力(CM-KG)
检验扭力(CM-KG)
M1.6
0.15±20%
0.13
M2.5
0.58±20%
0.46
M3
1.15±20%
0.92
M3.5
1.73±20%
1.38
M4
2.65±20%
2.08
M5
5.30±10%4.73Biblioteka M68.88±10%
0.48
M2.5
2.31±20%
1.87
M3
4.50±20%
3.57
M3.5
6.92±20%
5.54
M4
10.38±20%
8.30
M5
20.99±20%
18.91
M6
35.75±10%
32.29
M7
59.96±10%
54.20
M8
86.49±10%
77.26
M10
172.97±10%
155.68
M12
7.61
5-44
9.92±20%
7.96
6-32
11.99±20%
9.57
6-40
13.38±20%
10.61
8-32
21.79±20%
17.53
8-36
23.06±20%
18.45
10-24
31.60±20%
25.25
10-32
36.21±20%
28.94
1/4-20
76.11±20%
68.04
1/4-28
安装力、推力、扭力测试规范
M3
FH
1.6mmAluminum
29
12.9
890
17.3
3700
FHS
1.6mmAluminum
29
12.9
890
13.3
3070
FH
1.5mmSteel
59
14.7
1250
17.3
4200
FHS
1.5mmSteel
59
14.7
1250
13.3
3070
M3.5
FH
1.6mmAluminum
3.5M3
15mmsteel
14.7
1860
2.15
BSOS、SOS、SO、BSO
1.5mmAluminum
7.6
1330
1.24
BSO4、SO4
1.3mm300 series stainless steel
42.3
2877
2.36
BSOS、SOS、SO、BSO
M3.5
15mmsteel
14.7
1860
138.7
16600
FHS
2.2mmSteel
46
44.5
3110
126.5
12300
3、TPS
U
N
I
F
I
E
D
Pin
Dia,Code
(直径)
Sheet Material
(板厚及材质)
Sheet Hardness
HRB
(板材硬度)
Installation
(KN)
(安装力)
Pushout
(N)
(推力)
压铆螺母的安装力、推出力、扭力标准
S,CLS类压铆螺母的安装力、推出力、扭力标准
S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值(公制):
上述以及下述表格中的各项安装力,推出力以及扭出力值为在指定的安装条件下,按正常的操作流程安装所测得数值的平均值。
安装孔的
尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
以上参数仅供参考。
美制规格的S型碳钢压铆螺母及CLS不锈钢压铆螺母的安装力,推出力及扭力值:
SP类不锈铁压铆螺母的安装力、推出力及扭力值
公制规格的SP不锈铁压铆螺母的安装力推出力及扭力:
美制规格的SP不锈铁压铆螺母的安装力推出力及扭力:。