带式输送机检验规程
第三章 带式输送机保护装置安装及试验技术规范

第三章带式输送机保护装置安装及试验技术规范一、适用范围本规范适用于河南煤业化工集团所属矿井在用带式输送机(包括运送人员带式输送机)。
二、依据文件《煤矿安全规程》(2009版)《煤矿用带式输送机保护装置技术条件》 MT872-2000《煤矿安全监控系统及检测仪器使用管理规范》 AQ1029-2007三、安装及试验技术规范带式输送机的防滑保护、堆煤保护、跑偏保护、沿线急停装置、烟雾保护、防撕裂保护、欠电压保护、过电流保护应接入胶带输送机控制回路或主回路,当任何一种保护动作时应可靠动作,并中止带式输送机运行。
超温自动洒水保护应接入带式输送机电控回路,当出现温度超限时,能够实现自动打开水源洒水降温,并报警。
倾斜井巷中使用的带式输送机,上运时,必须同时装设防逆转装置与制动装置;下运时,必须装设制动装置。
3.1防滑保护3.1.1安装要求:带式输送机防滑保护应安装在带式输送机回程带上面,固定式带式输送机安装时,应装在机头卸载滚筒与驱动滚筒之间,当两驱动滚筒距离较远时,也可安装在两驱动滚筒之间,其它地点使用的带式输送机,应安装在回程带距机头较近处;简易防滑保护应设在改向滚筒侧面,与滚筒侧面的距离不超过50mm,防滑保护安装时,传感器应采用标准托架固定在胶带机头大架上,严禁用铁丝或其它物品捆扎固定。
3.1.2保护特性:当输送带速度10s内均在(50%~70%)Ve(Ve为额定带速)范围内、输送带速度小于或等于50%、输送带速度大于或等于110%Ve时防滑保护应报警,同时中止带式输送机的运行,对带式输送机正常启动和停止的速度变化,防滑保护装置不应有保护动作。
3.2堆煤保护3.2.1安装要求:3.2.1.1两部带式输送机转载搭接时,堆煤保护传感器在卸载滚筒前方吊挂,传感器触头水平位置应在落煤点的正上方,距下部胶带上带面最高点距离不大于500mm,且吊挂高度不高于卸载滚筒下沿,安装时要考虑到洒水装置状况,防止堆煤保护误动作。
带式输送机保护装置安装及试验技术规范
带式输送机保护装置安装及试验技术规范1、适用范围本规范适用于煤业化工集团所属矿井在用带式输送机(包括运送人员带式输送机)。
2、依据文件《煤矿安全规程》(2010版)《煤矿用带式输送机保护装置技术条件》 MT872-2000《煤矿安全监控系统及检测仪器使用管理规范》AQ1029-20073、安装及试验技术规范带式输送机的防滑保护、堆煤保护、跑偏保护、烟雾保护、防撕裂保护、欠电压保护、过电流保护和沿线急停保护应接入胶带输送机控制回路或主回路,当任何一种保护动作时应可靠动作,并中止带式输送机运行。
超温自动洒水保护应接入带式输送机电控回路,当出现温度超限时,能够实现洒水装置自动打开水源洒水降温,并报警。
倾斜井巷中使用的带式输送机,上运时,必须同时装设防逆转装置与制动装置;下运时,必须装设制动装置。
3.1防滑保护3.1.1安装要求:带式输送机防滑保护应安装在带式输送机回程带上面,固定式带式输送机安装时,应装在机头卸载滚筒与驱动滚筒之间,当两驱动滚筒距离较远时,也可安装在两驱动滚筒之间,其它地点使用的带式输送机,应安装在回程带距机头较近处;简易防滑保护应设在改向滚筒侧面,与滚筒侧面的距离不超过50mm,防滑保护安装时,传感器应采用标准托架固定在胶带机头大架上,严禁用铁丝或其它物品捆扎固定。
3.1.2保护特性:当输送带速度10s内均在(50%~70%)Ve (Ve为额定带速)范围内、输送带速度小于或等于50%、输送带速度大于或等于110%Ve时防滑保护应报警,同时中止带式输送机的运行,对带式输送机正常启动和停止的速度变化,防滑保护装置不应有保护动作。
3.2堆煤保护3.2.1安装要求:3.2.1.1两部带式输送机转载搭接时,堆煤保护传感器在卸载滚筒前方吊挂,传感器触头水平位置应在落煤点的正上方,距下部胶带上带面最高点距离不大于500mm,且吊挂高度不高于卸载滚筒下沿,安装时要考虑到洒水装置状况,防止堆煤保护误动作。
带式输送机检验规程
带式输送机出厂检验规程及包装、标识规定1、目的为了规范带式输送机的出厂检验及发货环节,以确保产品达到质量要求,产品得到良好的防护,特制定并执行本规程。
2、适用范围公司生产的带式输送机、移动带式输送机和气垫带式输送机的出厂检验。
3、职责3.1技术开发部为检验规程的技术归口部门,质检部产品的过程检验及成品出厂检验,并出具检验结果。
3.2 质检员必须严格按照本规程执行,认真填写记录,保证记录清楚清晰整洁。
3.3质检部负责对质量问题进行统计、分析,对各个检验过程进行监督执行,提出纠正预防措施并监督其实施。
3.4 生产部应积极配合检验员检验。
3.5 产品的标识和防护标准由技术开发部确定,由生产部要规定执行。
3.5 在检验过程中发现不合格品按《不合格品控制程序》进行处理。
3.6 所有记录填写要求详见《记录控制程序》4、检验依据依据标准GB/T10595-2009带式输送机;GB14784-1993 带式输送机安全规范 JB/T 7330-2008电动滚筒;JB/T 7854-2008 气垫带式输送机5、检验要求5.1 需确认所有规定的进货验证、半成品测量和监控均完成并合格后才能进行出厂检验。
5.2 带式输送机应逐台进行出厂检验,其中整机性能检测(空载、负载、整机噪声、气室气压、气垫厚度等检验可在厂内或安装现场进行。
5.3 带式输送机检验要求见下表:6.1 新产品或老产品转厂生产的试制定型鉴定;6.2 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;6.3 产品停产达三年以上后恢复生产时;6.4 出厂检验结果与上次型试试验有较大差异时;6.5 国家质量技术监督机构提出进行型式试验要求时。
6.6 型式试验项目除进行出厂检验项目外,还应进行如下项目的检验:7、检验过程做好检验记录,以上项目任何一项不合格均为不合格。
8、检验合格后,出具检验报告,发放合格证。
9、标牌9.1每台输送机应在头架的明显位置固定产品标牌,标牌至少包括以下内容:1)产品名称2)型号3)主要技术参数4)制造日期或生产批号5)制造厂名称6)标志9.2 标牌的型式和尺寸符合GB/T 13306的规定。
皮带输送机检修安全规定

皮带输送机检修安全规定
1. 在进行皮带输送机检修前,必须先切断电源,并进行上锁和标识,确保输送机不会意外启动或干扰检修工作。
2. 检修人员必须穿戴符合规定的个人防护装备,包括安全帽、安全鞋、安全眼镜、耳塞等。
3. 在检修过程中,严禁吸烟、酒后作业,以及进行与检修无关的聊天或嬉闹。
4. 在开始检修前,检修人员应先对输送机进行彻底的清理工作,确保无任何杂物、尘土或油污。
5. 检修人员必须熟悉输送机的操作原理和结构,并按照标准程序进行检修工作。
6. 在检修过程中,不得随意拆卸或更换任何部件,必须按照规定的程序和方法进行操作。
7. 当需要接触传动部件或电气元件时,必须先切断电源并进行接地,以防止触电风险。
8. 在进行高空检修时,必须使用安全防护设备,如安全绳、安全带等,并且必须经过专业培训和合格考核后方可操作。
9. 检修工作完成后,必须清理工作区域,恢复正常工作状态,并及时向相关部门上报检修情况。
10. 在所有检修工作过程中,严禁违背安全规定和操作规程,如有紧急情况或不确定的操作时,必须立即停止检修工作并向上级报告。
第 1 页共 1 页。
静阻力系数检测操作规程
带式输送机滚筒静阻力系数
检测试验台操作规程
1.试验台借用滚筒外圆跳检测试验台,擦去支承面上的防
锈油,被测滚筒也要擦干净。
2.将被测滚筒平稳的吊装在检测试验台上,固定后再抬高
放在支承架上。
3.将工程线绕滚筒三周两端系上天平托盘,1件托盘位于
最高处,另1件位于最低处,用砝码将2件托盘重量配平衡,然后向最低处的托盘加砝码,直到滚筒开始转动直到旋转一周,读取增加的准备:砝码1套,天平托盘2件,工程线1条,被测滚筒1件。
4.砝码重量,再按下式计算静阻力系数。
f=△G/G △G:增加砝码重量
G:滚筒旋转部分重量
5.撤去砝码、托盘和工程线。
将滚筒吊离试验台,试验台
的支承面上涂防锈油。
带式输送机滚筒外圆跳动检测
试验台操作规程
1.准备:磁力表座1套,千分表1件,被测滚筒1件。
2.用个干净棉纱擦去支承滚筒面的防锈油,被测滚面支承
面和筒面也要擦干净。
3.将被测滚筒平稳的吊装在检测试验台上,注意各接触部
位一定要到位。
4.将磁力表座依次分别吸合在适当位置,使表头测头位置
分别为距滚筒两边缘50mm和滚筒中间测头接触滚筒的外表面,然后滚筒转动一周后,取跳动最大值。
5.撤去磁力表座和千分表,吊离被测滚筒,在试验台各支
承面上涂防锈油
检验、测量和试验设备
操作规程。
煤矿在用带式输送机安全检测检验规范
煤矿在用带式输送机安全检测检验规范1范围本文件规定了煤矿主要运输巷道内安装的在用固定式滚筒驱动带式输送机(含井下直通地面的带式输送机)的安全检测检验基本要求、检测检验项目及技术要求、检测检验方法、检测检验规则和判定规则。
本文件适用于煤矿主要运输巷道内安装的在用固定式滚筒驱动带式输送机的安全检测检验。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中:注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T15663.5煤矿科技术语第5部分:提升运输3术语和定义GB/T15663.5界定的以及下列术语和定义适用于本文件。
3. 1初次检测检验initia1inspecting-testingXX装投入使用前进行的检测检验。
定期检测检验reguIarinspecting-testing按规定的周期进行的检测检验。
主要运输巷道mainhau1agetunneI运输大巷、运输XX和主要绞车道的总称。
4检测检验基本要求4.1待检带式输送机及配套电气设备应为煤矿矿用的产品,且运转正常。
4.2检测检验使用仪器设备时,依据《煤矿安全规程》,在爆炸环境中使用的设备应当采用EP1Ma保护级别。
非煤矿专用的便携式电气测量仪表,必须在甲烷浓度1O%以下的地点使用,并实时监测使用环境的甲烷浓度。
4.3检测检验用仪器设备的准确度应不低于表1中的规定,经检定/校准并确认合格。
表1仪器设备的准确度5检测检验项目及技术要求5.1检测检验项目煤矿在用带式输送机安全检测检验项目及类别见表2。
表2检测检验项目及类别5.2注2:按技术要求规定不需配置的部件涉及的项目不检。
5.3技术要求5.2.1一般要求5.2.1.1带式输送机系统中纳入安标管理的部件应具有煤矿矿用产品安全标志证书。
5.2.1.2带式输送机应使用阻燃性能和抗静电性能合格的输送带。
托辊焊接及装配检验规程
托辊
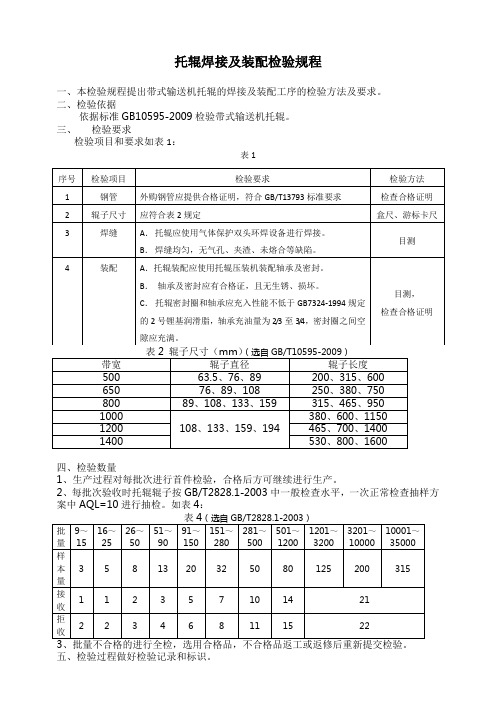
一、本检验规程提出带式输送机托辊的焊接及装配工序的检验方法及要求。
二、检验依据
依据标准GB10595-2009检验带式输送机托辊。
三、检验要求
检验项目和要求如表1:
表1
序号
检验项目
检验要求
检验方法
1
钢管
外购钢管应提供合格证明,符合GB/T13793标准要求
检查合格证明
2
辊子尺寸
应符合表2规定
盒尺、游标卡尺
1200
465、700、1400
1400
530、800、1600
四、检验数量
1、生产过程对每批次进行首件检验,合格后方可继续进行生产。
2、每批次验收时托辊辊子按GB/T2828.1-2003中一般检查水平,一次正常检查抽样方案中AQL=10进行抽检。如表4:
表4(选自GB/T2828.1-2003)
Байду номын сангаас目测,
检查合格证明
表2辊子尺寸(mm)(选自GB/T10595-2009)
带宽
辊子直径
辊子长度
500
63.5、76、89
200、315、600
650
76、89、108
250、380、750
800
89、108、133、159
315、465、950
1000
108、133、159、194
380、600、1150
批量
9~15
16~25
26~50
51~90
91~150
151~280
281~500
501~1200
1201~3200
3201~10000
带式输送机检修制度

带式输送机检修制度是为确保带式输送机的安全运行和设备的正常状态而制定的一套操作规程。
以下是常见的带式输送机检修制度的内容:1. 检修前的准备工作:a. 确保所有操作人员具备相关的操作证书和安全培训;b. 关闭输送机的电源,并确保已断开电源连接;c. 准备完整的工具和安全设备,如工作手套、安全帽、防护镜等;2. 检查输送机的外观:a. 检查输送机的外观是否有明显的损坏,如裂纹、断裂、变形等;b. 检查输送机的传动装置和托辊等部件是否松动、缺失或损坏;c. 检查输送带的磨损情况,如是否有扭曲、磨损、破裂等;3. 检查输送机的传动系统:a. 确保传动带是否松紧适中;b. 检查传动带的对中情况,如是否偏离中心线;c. 检查传动带的拉伸情况,如拉伸过紧或过松;4. 检查输送机的支撑系统:a. 检查输送机的支撑架和支撑脚是否坚固稳定;b. 检查支撑架和支撑脚的连接螺栓是否松动;c. 检查输送机的支撑框架是否有变形、腐蚀等问题;5. 检查输送机的清洁情况:a. 清除输送机上的残留物和杂物;b. 检查输送机的滚筒和导轨是否清洁;6. 检查输送机的安全设施:a. 检查安全防护装置的有效性,如是否有缺失、损坏等;b. 检查安全开关和紧停设备的正常工作情况;c. 检查传感器和警示灯的工作状态;7. 检查输送机的电气系统:a. 检查输送机的电线是否有老化、磨损及接线是否牢固;b. 检查电控箱的开关、继电器等元件;c. 检查电机的工作情况,如噪音、温度等;8. 检查输送机的润滑系统:a. 确保润滑系统的油液是否充足;b. 检查润滑系统的油管和油泵是否正常工作;c. 检查润滑点是否润滑良好;9. 检修结束后的工作:a. 清理工作区域,并将工具和设备归位妥善保管;b. 启动输送机,并进行试运行;c. 检查输送机的运行情况,如是否正常、无异常噪音等;以上是带式输送机检修制度的一些基本内容,具体检修内容和操作细节可以根据设备的型号和使用环境进行调整和完善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带式输送机出厂检验规程及
包装、标识规定
1、目的
为了规范带式输送机的出厂检验及发货环节,以确保产品达到质量要求,产品得到良好的防护,特制定并执行本规程。
2、适用范围
公司生产的带式输送机、移动带式输送机和气垫带式输送机的出厂检验。
3、职责
3.1技术开发部为检验规程的技术归口部门,质检部产品的过程检验及成品出厂检验,并出具检验结果。
3.2质检员必须严格按照本规程执行,认真填写记录,保证记录清楚清晰整洁。
3.3质检部负责对质量问题进行统计、分析,对各个检验过程进行监督执行,提出纠正预防措施并监督其实施。
3.4生产部应积极配合检验员检验。
3.5产品的标识和防护标准由技术开发部确定,由生产部要规定执行。
3.5在检验过程中发现不合格品按《不合格品控制程序》进行处理。
3.6所有记录填写要求详见《记录控制程序》
4、检验依据
依据标准GB/T10595-2009带式输送机;GB14784-1993带式输送机安全规范JB/T 7330-2008电动滚筒;JB/T 7854-2008气垫带式输送机
5、检验要求
5.1需确认所有规定的进货验证、半成品测量和监控均完成并合格后才能进行出厂检验。
5.2带式输送机应逐台进行出厂检验,其中整机性能检测(空载、负载、整机噪声、气室气压、气垫厚度等检验可在厂内或安装现场进行。
5.3带式输送机检验要求见下表:
6、有下表情况之一,应做型式试验:
6.1新产品或老产品转厂生产的试制定型鉴定;
6.2正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
6.3产品停产达三年以上后恢复生产时;
6.4出厂检验结果与上次型试试验有较大差异时;
6.5国家质量技术监督机构提出进行型式试验要求时。
6.6型式试验项目除进行出厂检验项目外,还应进行如下项目的检验:
7、检验过程做好检验记录,以上项目任何一项不合格均为不合格。
&检验合格后,出具检验报告,发放合格证。
9、标牌
9.1每台输送机应在头架的明显位置固定产品标牌,标牌至少包括以下内容:
1)产品名称
2)型号
3)主要技术参数
4)制造日期或生产批号
5)制造厂名称
6)标志
9.2标牌的型式和尺寸符合GB/T 13306的规定。
9.3包装储运图示标志符合GB/T 191的有关规定。
产品分箱包装时,箱号采用分数表示,分子为箱号,分母为总箱数。
10、包装和运输
10.1包装符合GB/T 13384的规定。
10.2输送机的零部件在箱内放置时,应使重心位置尽可能居中靠下,重心明显偏高
的,应采取相应的平衡措施。
10.3驱动装置应全套装配好整体发运,零件的外表面做好防护措施。
若电机功率超
过100KW及装配后减速机中心高超过2M时,可分体发运。
10.4托辊辊子装箱发运,支架允许捆扎后裸装发运。
10.5气室盘槽等部件应固定在专用支架上,防止变形、位移和碰撞。
10.6传动滚筒轴头上应采取防锈和防护措施,滚筒表面应采取防护措施。
滚筒单独发运时应采取措施防止滚筒滚动。
10.7螺旋拉紧装置(包括改向滚筒)装在尾架上发运。
拉紧装置的钢丝绳、绳夹、改向滑轮、长螺杆等零件装箱发运。
车式拉紧装置,其中的绞车装置应全套装配好整体发运,卷筒和支架组装后发运,滑轮和支架组装后发运。
其他拉紧装置中的液压油缸、传感器、拉力显示器、钢丝绳和绳夹等零件装箱发运。
10.8各类保护装置装箱发运。
输送带在芯轴上缠绕整齐,外包覆盖物包扎牢固。
10.9较长时间贮存运输送时要采取防雨、防锈等措施。
When you are old and grey and full of sleep,
And nodding by the fire, take dow n this book,
And slowly read, and dream of the soft look
Your eyes had once, and of their shadows deep;
How many loved your mome nts of glad grace,
And loved your beauty with love false or true,
But one man loved the pilgrim soul in you,
And loved the sorrows of your cha nging face;
And bending dow n beside the glow ing bars,
Murmur, a little sadly, how love fled
And paced upon the mountains overhead
And hid his face amid a crowd of stars.
The furthest dista nee in the world
Is not betwee n life and death
But whe n I sta nd in front of you
Yet you don't know that
I love you.
The furthest dista nee in the world
Is not whe n I sta nd in front of you
Yet you can't see my love
But whe n un doubtedly knowing the love from both
Yet cannot be together.
The furthest dista nee in the world
Is not being apart while being in love
But whe n I pla inly cannot resist the year ning
Yet prete nding you have n ever bee n in my heart.
The furthest dista nee in the world
Is not struggli ng aga inst the tides
But using on e's in differe nt heart
To dig an un crossable river For the one who loves you.。