模塑件公差表-GB14486-2008
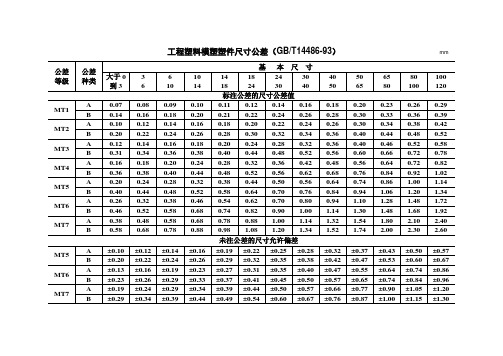
工程塑料模塑塑件尺寸公差(GBT14486-93)
±0.28
±0.32
±0.37
±0.43
±0.50
±0.57
B
±0.20
±0.22
±0.24
±0.26
±0.29
±0.32
±0.35
±0.38
±0.42
±0.47
±0.53
±0.60
±0.67
MT6
A
±0.13
±0.16
±0.19
±0.23
±0.27
±0.31
±0.35
±0.40
±0.47
MT7
A
0.38
0.48
0.58
0.68
0.78
0.88
1.00
1.14
1.32
1.54
1.80
2.10
2.40
B
0.58
0.68
0.78
0.88
0.98
1.08
1.20
1.34
1.52
1.74
2.00
2.30
2.60
未注公差的尺寸允许偏差
MT5
A
±0.10
±0.12
±0.14
±0.16
±0.19
±0.22
±2.35
±2.65
±3.00
B
±1.10
±1.20
±1.30
±1.40
±1.55
±1.70
±1.85
±2.00
±2.25
±2.45
±2.75
±3.10
MT7
A
±1.35
±1.50
±1.65
±1.85
±2.05
±2.25
塑料注塑模具验收标准和表格
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
工程塑料模塑塑件尺寸公差(GBT14486-93)
1.00
1.10
1.20
B
0.56
0.60
0.64
0.70
0.76
0.82
0.86
0.94
1.02
1.10
1.20
1.30
MT3
A
0.64
0.70
0.78
0.86
0.92
1.00
1.10
1.20
1.30
1.44
1.60
1.74
B
0.84
0.90
0.98
1.06
1.12
1.20
1.30
1.40
±0.55
±0.64
±0.74
±0.86
B
±0.23
±0.26
±0.29
±0.33
±0.37
±0.41
±0.45
±0.50
±0.57
±0.65
±0.74
±0.84
±0.96
MT7
A
±0.19
±0.24
±0.29
±0.34
±0.39
±0.44
±0.50
±0.57
±0.66
±0.77
±0.90
±1.05
0.26
0.29
B
0.14
0.16
0.18
0.20
0.21
0.22
0.24
0.26
0.28
0.30
0.33
0.36
0.39
MT2
A
0.10
0.12
0.14
0.16
0.18
0.20
0.22
0.24
模塑件尺寸公差表

1.60
B
0.40
0.44
0.48
0.52
0.58
0.64
0.70
0.76
0.84
0.94
1.06
1.20
1.34
1.48
1.64
1.80
MT6
A
0.32
0.32
0.38
0.46
0.54
0.62
0.70
0.80
0.94
1.10
1.28
1.48
1.72
2.00
2.20
2.40
B
0.52
0.52
160
160
180
标注公差的尺寸公差值
MT!
A
0.07
0.08
0.09
0.10
0.11
0.12
0.14
0.16
0.18
0.20
0.23
0.26
0.29
0.32
0.36
0.40
B
0.14
0.16
0.18
0.20
0.21
0.22
0.24
0.26
0.28
0.30
0.33
0.36
0.39
0.42
0.46
0.50
MT2
A
0.10
0.12
0.14
0.16
0.18
0.20
0.22
0.24
0.26
0.30
0.34
0.38
0.42
0.46
0.50
0.54
B
0.20
0.22
0.24
模塑件尺寸公差表

MT4
MT6
30%无机填料填充
MT2
MT3
MT5
PPO
聚苯醛
MT2
MT3
MT5
PPS
聚苯硫醛
MT2
MT3
MT5
PS
聚苯乙烯
MT2
MT3
MT5
PSU
聚飒
MT2
MT3
MT5
PVC-U
硬质聚氯乙烯(无增塑剂)
MT2
MT3
MT5
PVC-S
软化质聚氯乙烯
MT5
MT6
MT7
UF/MF
氨基塑料和氨基酚醛塑料
聚对苯—甲酸丁—醇脂
无填料填充
MT3
MT4
MT6
30%玻璃纤维填充
MT2
MT3
MT5
PC
聚碳酸脂
MT2
MT3
MT5
PDAP
聚邻苯二甲酸二丙烯酯
MT2
MT3
MT5
PEEK
聚醛醛酮
MT2
MT3
MT5
PE-HD
高密度聚乙烯
MT4
MT5
MT7
PE-LD
低密度聚乙烯
MT5
MT6
MT7
PESU
聚醛飒
MT2
MT3
公差
种类
基本尺寸
>0
~3
>3
~6
>6
~10
>10
~14
>14
~ 18
>18
~24
>24
~30
>30
~40
>40
~50
>50
工程塑料模塑塑件尺寸公差(GBT14486-93)
MT2
MT3
MT5
有机填料填充
MT3
MT4
MT6
MT5
AS
丙烯腈-苯乙烯共聚物
MT2
MT3
MT5
CA
醋酸纤维素塑料
MT3
MT4
MT6
EP
环氧树脂
MT2
MT3
MT5
PA
尼龙类塑料
无填料填充
MT3
MT4
MT6
玻璃纤维填充
MT2
MT3
MT5
PBTP
聚对苯二甲酸二醇酯
无填料填充
MT3
MT4
MT6
玻璃纤维填充
MT2
MT3
MT5
PC
聚碳酸酯
MT2
MT3
MT5
0.98
1.06
1.12
1.20
1.30
1.40
1.50
1.64
1.80
1.94
MT4
A
0.92
1.02
1.12
1.24
1.36
1.48
1.62
1.80
2.00
2.20
2.40
2.60
B
0.12
1.22
1.32
1.44
1.56
1.68
1.82
2.00
2.20
2.40
2.60
2.80
MT5
A
1.28
1.44
1.00
1.14
1.30
1.48
1.68
1.92
MT7
A
0.38
0.48
0.58
0.68
不同产品尺寸公差、未注公差的选择

不同产品未注公差的选择
标准名称
标准代号
适用产品种类
公差等级
标记示例
一般公差 未注公差的 线性和角度尺寸的公差 塑料模塑件 尺寸公差 冲压件未注公差极限偏 差
铸件 尺寸公差与机械 加工余量
橡胶制品的公差 第 1 部分:尺寸公差 铝及铝合金挤压型材尺 寸偏差
GB/T 1804—2000 GB/T14486—2008 GB/T15055—2007
不同产品尺寸公差的选择
标准名称
标准代号
适用产品种类
公差等级
塑料模塑件 尺寸公差
GB/T14486—2008 塑料模塑件 分为高精度、一般精度两个等级
6 冲压件尺寸公差
GB/T13914—2002
冲压件
平冲压件分为 11 个等级,即 ST1~ST11 成形冲压件分为 10 个等级,即 FT1~FT10
MT5,标注为:GB/T 14486—MT5
J 0 冲压件
一般公差可分为精密 f、中等 m、粗糙 c、最粗 v 四个等级
如选取中等级别时, 标注为:GB/T 15055—m
A 0 4 水玻璃 D J 2 熔模
批量生产公差等级为 CT7~9
如选取公差等级为 CT7 时, 标注为:GB/T 6414—CT7
7 熔模 水玻璃
一般选取公差等级为 CT1~6
铸件 尺寸公差与机械加工余量
GB/T6414—1999 铸钢件 硅胶
一般选取公差等级为 CT1~3
J 0 铝、镁合金压铸件
一般选取公差等级为 CT1~3
A 0 4 橡胶制品的公差 第 1 部分:尺寸公差 GB/T3672.1—2002 模压橡胶制品 一般选取精密 M1、高质量 M2 两个等级
塑胶件一般公差

综述:
目前常见的塑料件公差标准有以下几种: ——国家标准:GB/T 14486-2008 ——汽车行业标准:QC-T-29017-1991汽车模制塑料零件 未注公差尺寸的极限偏差 ——上汽标准:MGR ES.22.PL.103 塑料件工程图纸公差。 ——大众用标准:DIN 16901-1982
第三组 不能铸成精密公差的原料 PE PP PS,热塑性的(硬度>50) PVC-可变形的
根据材料的收缩特性将常用塑料分成以下3组:
上汽标准
执行标准时,可能的情况下用一般公差,因为精密公差要求更昂贵的模具,废品率更高
大众用标准:DIN 16901-1982
标准涉及基本术语和概念:
一.定义 实际参数值的允许变动量 目的:为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。 几何参数的公差有尺寸公差、形状公差、位置公差等。 ①尺寸公差。指允许尺寸的变动量,等于最大极限尺寸与最小极限尺寸代数差的绝对值。 ②形状公差。指单一实际要素的形状所允许的变动全量,包括直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度6个项目。 ③位置公差。指关联实际要素的位置对基准所允许的变动全量,它限制零件的两个或两个以上的点、线、面之间的相互位置关系,包括平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动和全跳动8个项目。 公差表示了零件的制造精度要求,反映了其加工难易程度。
GB/T 14486-2008
A为不受模具活动部分影响的尺寸公差值,B为受模具活动部分影响的尺寸公差值. MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才有可能选用。
汽车行业标准:QC-T-29017-1991 ——汽车模制塑料零件 未注公差尺寸的极限偏差